往復走絲電火花線切割高效低損耗切割研究
2014-02-01 01:38:44李謝峰劉志東張旭東李凌鈴
中國機械工程 2014年1期
關鍵詞:效率
李謝峰 劉志東 張旭東 李凌鈴
1.南京航空航天大學,南京,210016 2.杭州華方數控機床有限公司,杭州,310024
往復走絲電火花線切割高效低損耗切割研究
李謝峰1劉志東1張旭東2李凌鈴1
1.南京航空航天大學,南京,210016 2.杭州華方數控機床有限公司,杭州,310024
目前,高速往復走絲電火花線切割最高切割效率已突破200mm2/min,傳統脈沖電源靠單純提高脈沖能量來增加切割效率會導致鉬絲損傷大、損耗加劇,短時間內就可能出現斷絲。從脈沖電源的放電波形分析入手,分析了傳統脈沖電源和高效低損耗脈沖電源的差異。研究認為,采用階梯脈沖合理控制放電電流的前后沿,在加工中對非正常放電脈沖及時切斷以減小對電極絲造成的損傷及損耗,采用等能量脈沖方式提高放電利用率等措施能大大提高切割效率,改善切割表面粗糙度,在切割效率190~200mm2/min條件下能實現長期穩定切割。
電火花線切割;高效;低損耗;加工機理
0 引言
電火花線切割效率提高的研究永遠是該行業最關注的課題,國外低速單向走絲電火花線切割(low speed wire-cut electrical discharge machining,LSWEDM)的最大切割效率在300 mm2/mim左右沉寂了一段時間后,近來有了新的突破。最新開發的窄脈寬高峰值電流脈沖電源,在與其他特定條件(各種控制方式、供液條件、復合材質電極絲等)的配合下,可使最高切割效率達到500mm2/min[1]。對 LSWEDM 來 說,銅絲 是一次使用的,所以銅絲的損耗對加工精度影響甚微,在常規加工中可不予考慮,故追求更高切割效率對生產有著重大的意義。目前,高速往復走絲電火花線切割(high speed wire-cut electrical discharge machining,HSWEDM)的最大切割效率 已 經 超 過 200mm2/min[2]。對 HSWEDM 來說,鉬絲是重復使用的,在這樣的切割效率下,傳統脈沖電源靠單純提高脈沖能量會導致鉬絲損傷加大,電極絲損耗嚴重,短時間內就可能出現斷絲,對實際切割而言,并沒有實用的價值。因此,為達到高效加工的實用化,必須對高效低損耗切割技術的實現機理進行研究。
1 高效低損耗機理分析
1.1 低損耗特性
電火花線切割加工單個脈沖能量為

式中,Wm為單個脈沖能量,J;Ie為脈沖電流幅值,A;Te為放電持續時間或電流脈寬,μs;Ue為放電維持電壓,V。
式(1)中,放電維持電壓Ue的大小主要取決于工作介質種類,一般在20~25V之間,脈沖電流幅值、極間距離及放電電流大小等對Ue影響不大,且Ue在加工中基本維持不變[3]。由此可見,不同的電壓脈沖波形對加工產生影響的主要因素是放電電流,即電流狀態是影響加工效率及鉬絲損耗的決定因素。
對電火花線切割而言,提高加工電流可以增加放電時的蝕除量。HSWEDM采用的是正極性加工方式,放電通道內奔向正極的電子轟擊工件,對工件進行蝕除,奔向負極的離子則轟擊鉬絲,造成鉬絲的損耗。能量密度增加時,通道內擊穿后產生的粒子轟擊爆炸力變大,產生的離子也會隨電子的增多而增多,對鉬絲的損耗也會隨著加工效率的提高而增大。因此,為了兼顧高效率與低損耗,要使單個脈沖放電期間內轟擊工件表面的電子盡可能多,同時減少轟擊電極絲的離子[4]。
電子具有較小的質量和慣性,容易獲得很大的加速度和速度,在擊穿放電的初始階段就有大量的電子奔向正極,把能量傳遞到正極表面,使其迅速熔化和氣化。正離子則由于質量和慣性較大,起動和加速較慢,在擊穿放電的初始階段,大量的正離子來不及到達負極表面,故到達負極表面并傳遞能量的只有一小部分正離子。根據這一原理,可以采用電流階梯波脈沖電源進行加工,在獲得較高加工效率的同時,減少電極損耗[5],如圖1、圖2所示。與相同放電能量下傳統矩形波脈沖電源(圖3、圖4)相比,電流波形的前沿斜率變小,放電初期的電流密度減小。較小的加工電流密度、較小的放電功率可有效地減小離子數量的增加,使得到達負極的離子變少;電子也會相應減少,導致切割效率下降,但電子的質量小、加速快,受到的影響明顯小于離子,因此切割效率下降不大。隨著放電能量的逐級釋放,放電通道內的離子加速,到達負極的離子數到最大前就結束放電,可減小對鉬絲的轟擊作用,使鉬絲在加工中由于力和熱產生的延伸變緩,也使鉬絲的損耗變得較小。因此,從脈沖波形和脈沖能量分析可知,電流階梯波脈沖電源有利于減小HSWEDM鉬絲損耗,同時對切割效率影響也較小。
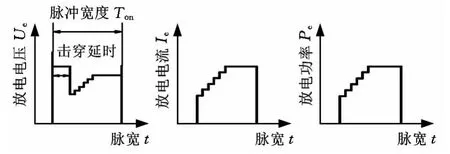
圖1 高效低損耗脈沖電源的原理圖

圖2 傳統脈沖電源的原理圖

圖3 高效低損耗脈沖電源正常放電的波形

圖4 傳統脈沖電源正常放電波形
高效切割中,峰值電流越大,產生的蝕除顆粒越大,蝕除產物難以及時排除,容易造成短路,出現非正常放電。由雜質粒子構成的導電橋導致松散接觸放電的概率顯著增大。同時,單位時間產生的蝕除物劇增,導致放電間隙狀態惡化,容易出現非正常放電(微電弧放電、電弧放電、微短路放電及短路)現象。許多學者對非正常放電進行了分析研究,Rajurkar等[6]發現高密度的放電集中發生在電極絲上某些點,連續的集中放電會使這些點溫度升高,導致絲損,最后造成電極絲拉斷。伍俊[7]通過統計斷絲前的特征波形,對數據進行分析得出結論:斷絲的原因是過熱,不夾雜開路或短路狀態的持續放電脈沖串是斷絲的先兆。以上觀點的本質是非正常放電會導致瞬間能量密度增加,加快了鉬絲的損傷及損耗,甚至增大斷絲的可能性,所以在電火花線切割加工中,非正常放電是造成鉬絲損耗甚至燒斷的主要因素之一。如何更有效地減少非正常放電并控制非正常放電能量就成為減小鉬絲的損傷及損耗、避免斷絲的重要措施之一。
根據以上分析,采用高效低損耗脈沖電源控制非正常放電能量的方式:檢測放電狀態,當發生非正常放電時,減少主脈沖能量或取消本次的主脈沖能量;當放電間隙恢復到正常放電狀態時,恢復主脈沖能量。
對比圖5、圖6可知,發生短路放電時,傳統脈沖電源輸入到放電間隙的能量密度遠大于其正常加工狀態時輸入到放電間隙的能量密度(圖4)。雖然短路不會形成放電,對工件和鉬絲不做功,但會加熱極間的介質,使得極間消電離狀態惡化,增大松散接觸放電的幾率。松散接觸放電對工件和鉬絲損傷嚴重,使斷絲可能性加大。同時脈沖不能有效利用,浪費能源。高效低損耗脈沖電源能主動截止主脈沖能量,使放電間隙的能量基本為零,減小了松散接觸放電的幾率。對比圖7、圖8可知:發生微短路時,若脈沖為短路狀態,則高效低損耗電源截止主能量輸入;當放電通道恢復正常,從瞬間短路過渡到火花放電狀態時,從電壓波形可以看出有明顯的擊穿延時,擊穿后逐步釋放放電能量,將微短路放電轉化為正常的火花放電(圖8)。傳統脈沖電源從微短路放電狀態直接過渡到火花放電狀態,沒有擊穿延時,此時電源輸入到間隙的電流密度遠遠大于同樣狀態下高效低損耗電源輸入到間隙的電流密度,且由于目前所使用的反饋控制系統是非線性的,開路狀態的反饋作用遠大于短路狀態的反饋作用,故當加工過程不穩定時,加工狀態大多數時間是處于偏短路狀態。同時,傳統電源的斷絲直徑遠遠大于高效低損耗電源的斷絲直徑(鉬絲均從φ0.18mm開始切割,傳統電源斷絲直徑大約為0.13mm,高效低損耗電源斷絲直徑大約為0.10mm),其原因是傳統電源沒有控制非正常放電的能量,鉬絲更容易出現非正常的燒斷。傳統電源斷絲時出現大量的“花斑”也驗證了非正常放電對鉬絲損耗影響之大。高效低損耗電源斷絲時,鉬絲表面基本均勻,其斷絲的原因是鉬絲直徑過小,彈性基本消失,無法承受正常放電所產生的熱應力。所以切斷非正常脈沖能量是降低鉬絲損耗最重要的措施之一,高效低損耗電源既降低了鉬絲損耗,減小了斷絲的幾率,又能通過提高脈沖能量增加切割效率。
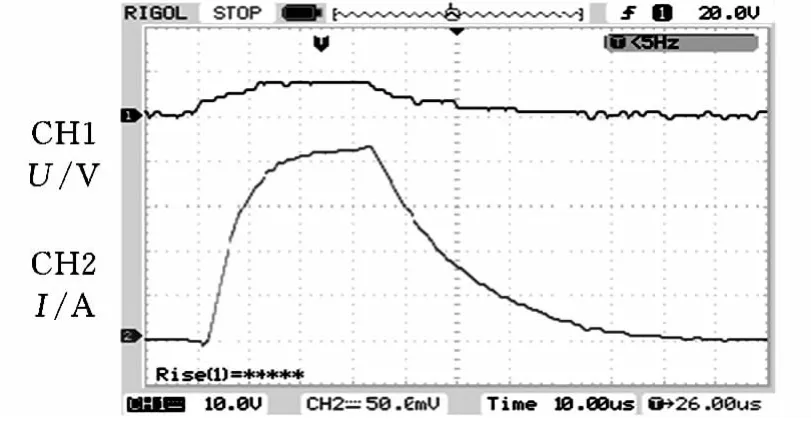
圖5 傳統脈沖電源發生短路的波形
1.2 高效切割特性
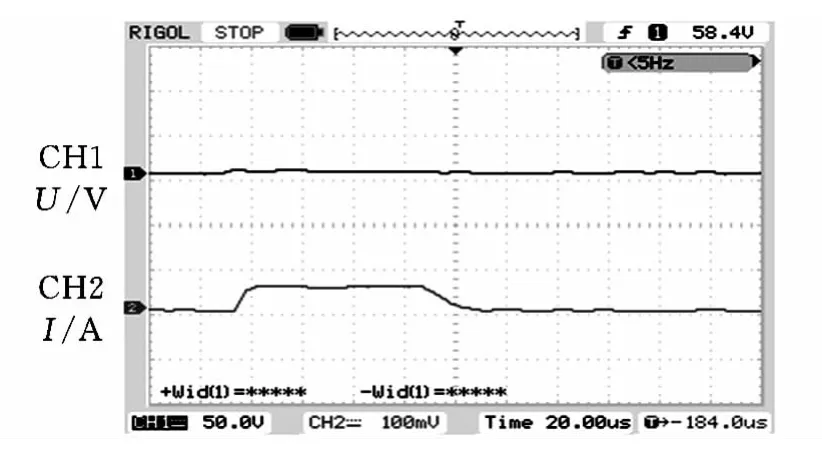
圖6 高效低損耗脈沖電源發生短路的波形

圖7 傳統脈沖電源發生微短路的波形

圖8 高效低損耗脈沖電源發生微短路的波形
一般線切割加工中,各個放電脈沖能量的差異主要取決于脈沖放電的持續時間。HSWEDM在理想切割狀態下,脈沖電源發出的等頻脈沖中,脈沖的10%約為空載波,脈沖的80%約為正常放電加工波形,脈沖的10%約為短路波[8]。實際加工過程中,受電極絲穩定性、極間工作介質冷卻、消電離未達到理想狀態等因素的制約,空載波與短路波的比例之和往往會超過20%,所以減少空載波和短路波是提高脈沖利用率和切割效率的主要措施。
傳統脈沖電源輸出脈沖的脈寬ti和脈間to都是設定的,而極間的間隙是不斷變化的(由于電極絲及介質狀態的不穩定)。每個脈沖的擊穿延時隨機性很大,從而將使實際放電的脈沖電流寬度te發生變化,影響單個脈沖能量。圖9為傳統電源在加工時的波形圖,從圖9可看出,雖然每個脈沖的寬度是相同的,但放電持續時間te受隨機因素影響而不確定,從而使每次放電能量的大小也是隨機的。這必然會造成切割表面電蝕坑或大或小,切割效率相對降低,且切割表面勻稱性較差。

圖9 傳統脈沖電源加工時的波形圖
高效低損耗脈沖電源的基本工作原理之一是通過檢測脈沖放電的起始時刻,控制脈沖放電的持續時間,使每一個脈沖的放電持續時間與設定值保持一致,從而使每次放電時的單個脈沖能量基本保持恒定。由圖10可知,高效低損耗脈沖電源輸出的脈沖電壓寬度是不定的,但每次的放電持續時間即電流脈寬卻是恒定的。由圖11、圖12可知,瞬間非正常放電過渡到正常火花放電的電流脈寬與正常放電的電流脈寬是基本相同的,這保證了每個脈沖釋放的能量基本相同,提高了加工的穩定性。從圖10還可以看出,由于放電脈沖能量得到了控制,所以脈沖電源可以在間隙擊穿放電之前,始終輸出電壓,使間隙有效擊穿的幾率增加,從而提高了放電脈沖利用率,提高了切割效率。高效低損耗脈沖電源的每個脈沖在介質擊穿后所釋放的單個脈沖能量相等,保證了切割表面電蝕坑均勻,減小了工件的表面粗糙度,同時也使得電極絲承受了均勻的離子轟擊,延長了電極絲的使用壽命。

圖10 高效低損耗脈沖電源加工時的波形圖

圖11 高效低損耗脈沖電源正常放電波形圖
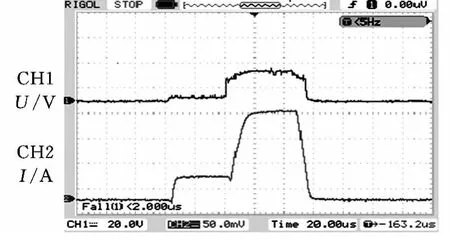
圖12 高效低損耗脈沖電源非正常放電波形圖
2 試驗結果
根據以上分析,在大能量切割條件下,通過對比高效低損耗脈沖電源和傳統脈沖電源的切割工件表面形貌、切割效率和電極絲的壽命[9](在指定加工條件下,開始切割直至燒斷時所能切割的面積),驗證大能量切割條件下,高效低損耗脈沖電源對切割工藝性能的改善。
試驗條件為:電極絲選用長300m、直徑為0.18mm的鉬絲;工作液選用配比(工作液原液質量∶純凈水質量)為1∶20的JR1A工作液;加工工件為60mm厚的45鋼;電極絲線速度設置為12m/s,工作液常壓噴液。兩個脈沖電源(參數見表1)在相同參數下做了2組比較試驗。切割兼顧了4個切割方向,試驗現場照片如圖13所示。第1組加工參數主要對比高效低損耗電源與傳統電源長期穩定切割的情況;第2組參數特殊性在于脈寬一定、占空比最低、峰值電流最大,此時高效低損耗電源和傳統電源的平均加工電流達到最大值,且兩種電源的切割效率都在190~200mm2/min之間。此時模擬兩種電源在極間十分惡劣條件下,切割工藝指標的對比情況。

表1 電源加工參數
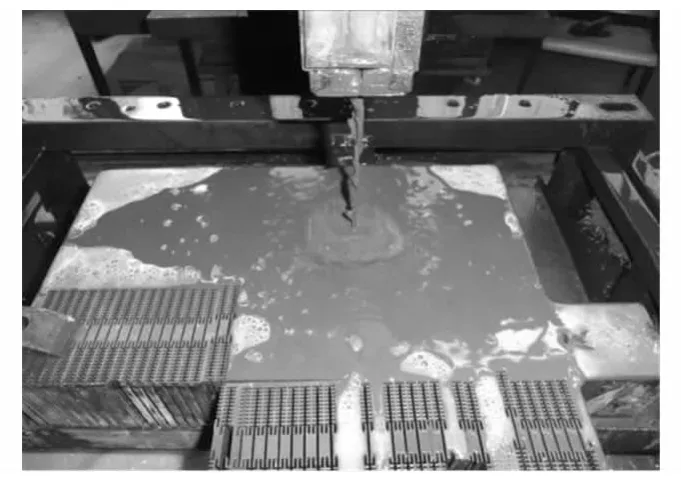
圖13 切割試驗現場
從試驗結果可以看出,使用高效低損耗電源的鉬絲損耗較使用傳統電源的鉬絲損耗有大幅度下降(圖14、表2),鉬絲壽命增幅在50%以上。在相同的電源參數下,高效低損耗電源的切割效率并不低于傳統電源的切割效率,且切割效率增幅接近2%。對比圖15、圖16可看出,高效低損耗電源所加工工件表面平整、電蝕坑均勻一致,沒有“短路線”;傳統電源所加工工件表面有明顯的“短路線”,且電蝕坑大小不一致。從圖17可以看出,采用傳統電源的鉬絲表面較暗,其切割的工件表面黑白條紋明顯(圖18),而高效低損耗電源的鉬絲表面及工件表面光亮均勻。工件表面產生差異的主要原因是,當出現異常放電時,高效低損耗電源能主動截止放電間隙中能量的輸出。傳統電源短路后,脈沖電源加熱了極間介質,使得極間介質冷卻及消電離作用減弱,因此表面更容易出現燒傷或其他不正常放電產生的“短路線”(圖16)。同時,高效低損耗電源采用等能量脈沖方式保證了每個脈沖輸出的能量基本一致,而傳統電源的電流脈寬有隨機性,所以采用高效低損耗電源的加工表面粗糙度要好于傳統電源(表3)。此外,從表2、圖18可以看出,在極間洗滌條件惡化時,高效低損耗電源對電極絲的保護及對加工表面的改善效果更佳明顯。

圖14 第一組參數鉬絲損耗0.01mm切割面積對比

表2 鉬絲壽命對比mm2

圖15 高效低損耗電源加工工件表面

圖16 傳統電源加工工件表面

圖17 兩種電源電極絲切割后表面對比

表3 在第一組參數下,兩電源加工工件粗糙度Ra μm

圖18 在第二組參數下切割表面形貌對比
3 結語
從理論和實踐方面探討了階梯脈沖、非正常脈沖切斷、等能量脈沖等對電火花線切割高效低損耗加工的影響機理,分析了高效低損耗電源與傳統電源的差異,為HSWEDM高效率低損耗加工的深入研究提供了理論和實踐依據。試驗表明,目前的高效低損耗脈沖電源能在切割效率為190~200mm2/min的高效切割條件下實現長期穩定切割。
[1] 葉軍.數控低速走絲電火花線切割加工技術及市場發展分析[J].電加工與模具,2005(增刊):13-16.
Ye Jun.The Technology and Market of LSWEDM[J].Electromachining & Mould,2005(S):13-16.
[2] 劉志東,王振興,張艷,等.高速走絲電火花線切割高效切割技術研究[J].中國機械工程,2011,22(4):385-389.
Liu Zhidong,Wang Zhenxing,Zhang Yan,et al.Research on Efficient Cutting Technology of High Speed WEDM[J].China Mechanical Engineering,2011,22(4):385-389.
[3] 華蕊,葉樹林,譚偉明,等.能量控制型高效線切割脈沖電源的設計[J].新技術新工藝,2003(2):4-6.
Hua Rui,Ye Shulin,Tan Weiming,et al.The Design of High Efficiency WEDM Pulse Power Supply with Energy Controlled[J].New Technology &New Process,2003(2):4-6.
[4] 趙萬生,劉晉春.實用電加工技術[M].北京:機械工業出版社,2002.
[5] 婁建和,張衍琳.一種模糊控制的電火花線切割機脈沖電源[J].電加工與模具,2001(4):8-11.
[6] Rajurkar K P,Huang W M,Lindsay R P.On-line Monitor and Control Strategy for Wire Breakage in WEDM[J].CIRP Annals-Manufacturing Technology,1991,40(1):219-222.
[7] 伍俊.電火花線切割智能加工系統的關鍵技術研究[D].上海:上海交通大學,2001.
[8] 顧元章,唐藝峰.具有實時控制功能高頻脈沖電源的研究[J].電加工與模具,2008(1):21-24.
Gu Yuanzhang,Tang Yifeng.Research on High Frequent Pulse Power with Real-time Control[J].Electromachining & Mould,2008(1):21-24.
[9] 張旭東,李謝峰.往復走絲電火花線切割在高速加工的電極絲壽命研究[J].模具工業,2012,38(4):44-49.
Zhang Xudong,Li Xiefeng.Working Life of Wire Electrode in Hhigh-speed Back and Forth Wire Cutting WEDM[J].Die & Mould Industry,2012,38(4):44-49.
Research on Efficient Cutting and Low Wire Wear Technology of HSWEDM
Li Xiefeng1Liu Zhidong1Zhang Xudong2Li Lingling1
1.Nanjing University of Aeronautics & Astronautics,Nanjing,210016
2.Hangzhou Huafang CNC Machines Co.,LTD,Hangzhou,310024
At present,the highest cutting efficiency of HSWEDM has been over 200mm2/min.However,the traditional pulse power only improved pulse energy in this situation,which will cause the molybdenum wire severely worn and may be broken in short time.According to the discharging waveform of the pulse power,the differences between the traditional pulse power and high efficiency,low wire wear pulse power were analyzed,meanwhile the discharge mechanism of the efficiency and low wire wear of pulse power was also researched.The research shows that,controlling the discharge current of the leading and trailing edge by the ladder pulse and cutting off the abnormal pulse promptly can reduce the wear of the wire electrode.On the other hand,equal energy pulse used in the process,can effectively improve the chance of discharge and utilization rate of pulse.Finally,the new type pulse power supply apparently increases the cutting efficiency,improves the surface roughness of work-pieces and realizes to cut steadily in the condition of 190~200mm2/min cutting efficiency.
high speed wire-cut electrical discharge machining(HSWEDM);efficient cutting;low wire wear;machining mechanism
TG661
10.3969/j.issn.1004-132X.2014.01.014
2012—08—24
國家自然科學基金資助項目(51175256)
(編輯 張 洋)
李謝峰,男,1986年生。南京航空航天大學機電學院碩士研究生。主要研究方向為特種加工電火花加工。劉志東,男,1966年生。南京航空航天大學機電學院教授、博士研究生導師。張旭東,男,1960年生。杭州華方數控機床有限公司總工程師。李凌鈴,男,1990年生。南京航空航天大學機電學院碩士研究生。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32