螺旋羅茨轉子四軸加工刀路規劃*
2013-09-27 01:31:24巫修海張寶夫程子瑜
制造技術與機床 2013年8期
關鍵詞:方法
巫修海 張寶夫 程子瑜
(臺州職業技術學院機電工程學院,浙江臺州 318000)
螺旋面在工業領域有著廣泛的應用,傳統的方式通常采用解析[1]對螺旋面加工刀具進行設計,再提出基于離散點的圓柱螺旋面成形刀具計算的方法,這種方法雖然精度比較高,但其求解過程復雜,對技術人員的專業和數學知識要求比較高。羅茨轉子大量應用于羅茨風機、羅茨真空泵、流量計中。傳統的轉子結構采用直葉轉子,隨著制造技術的發展螺旋羅茨轉子開始大量應用實踐工程中,該螺旋轉子曲面是典型規則的螺旋面。文獻[2]提出了用球頭刀代替成形刀,利用四軸加工中心銑削加工螺旋面的方法,該方法借用CAD/CAM軟件,通過控制殘留高度,可以方便地編制加工程序,但在實踐應用中,程序的編制需要編程人員的反復調試。另外,不同數控系統的機床需要特定的后處理器生成程序,這些都需要專業人士才能完成。一種簡單、實用的編程方法顯得尤為必要。
本文采用直葉羅茨轉子端面型線數據點的處理方法,提出了刀軸始終平行的四軸加工螺旋羅茨轉子的方法,采取了最優刀軸速度運行方式,最大限度地發揮四軸機床工作潛能,提高了編程與加工效率,降低了設計人員的編程門檻。
1 數控加工
1.1 螺旋轉子銑削原理
螺旋轉子采用四軸加工比三軸加工的制造精度高,用球頭銑刀在四軸加工中心上銑削轉子螺旋面時,成形過程為:工件沿X軸方向作勻速進給,同時繞A軸作勻速旋轉運動,兩個軸按規律聯動,這樣刀具在空間銑削出一條螺旋線,該螺旋線是圓柱螺旋線,刀具在工件另一端移動到下一數據點,工件沿X軸反方向作勻速進給,同時繞A軸反方向作勻速旋轉運動。采用雙向往復完成一個銑削行程,依次加工下一數據點,直到整個螺旋面銑削完畢。

螺旋轉子銑削加工原理如圖1所示。YZ軸聯動控制刀具在工件兩端面運動形成螺旋轉子型面曲線,XA軸聯動控制工件形成螺旋運動,XA軸聯動,做的是圓柱螺旋線運動。分析銑削螺旋面的加工運動規律可知:在銑削螺旋面時,YZ和XA只有一組在運動,即實際銑削螺旋面加工時數控銑削機床實現四軸兩兩聯動,選用合適的球頭刀進行螺旋面精加工,從而銑削出最終的螺旋曲面。
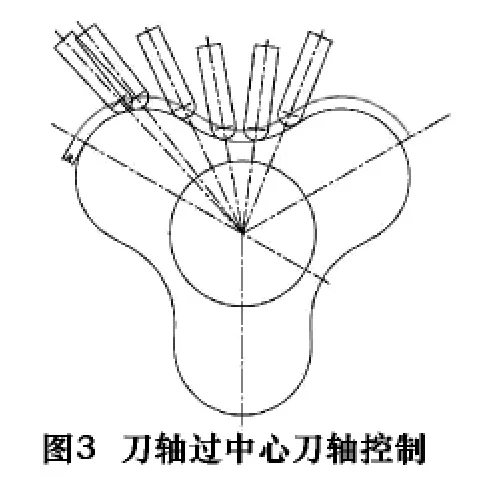
刀軸控制方式常見的有兩種:方式1刀軸方向始終與當前型面的中心軸平行,如圖2所示,方式2刀軸始終過當前型面的中心,如圖3所示。一般的CAD/CAM系統中,用球頭刀四軸加工螺旋類轉子,方式2的刀軸控制方式是經常采用的方式,該方式涉及刀觸點與刀位點的變換,文獻[2]就是采用這種方式加工。該類加工計算量比較大,后置處理編程代碼時,X和A軸形成的螺旋線會產生大量的離散點,螺旋線再由這些離散點插補擬合而成。本文采用方式1的刀軸控制方式。

1.2 端面型線數據點處理
加工刀路在X向大尺寸行切,形成螺旋線,端面型線各類插補的方法應用不上,端面型線的數據點一般采用離散化的方法取得。常用的有兩種方法,一種是等弧長平分法,把端面型線等分,另一種是控制殘留高度,采用等參數法行切的刀路路徑計算方法,取得端面型線數據點。
目前規劃直葉型轉子刀路時,普遍采用方法一,即等弧長平分端面型線,平分型線時不用考慮型線的類型,計算最大弧長時,只需考慮型線在直線情況下,滿足加工精度的弧長。最大弧長利用公式(1)計算,取得最大弧長,再利用曲線總長度除以最大弧長取得等分數目。總弧長的計算和曲線等分點坐標的獲得,可以借助常用的CAD軟件。這種方法不需要專業編程軟件,設計人員可以方便的編寫加工程序。在實踐應用中,效率高,可以滿足加工精度。
螺旋轉子有個很重要的特性,直葉與螺旋轉子CAD模型體積完全相等,直葉型轉子端面型線處理的方法完全可以移植到螺旋轉子的刀路規劃中。

式中:Smax為表示滿足加工精度下最大弧長;R為球頭刀半徑;Ra為表面粗糙度,表示加工精度,對應殘留高度h,計算模型如圖4所示。

式中:L為加工曲線的總長度;n為等弧長劃分曲線的個數。

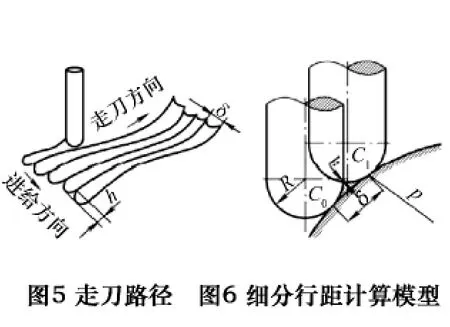
另外一種是可以采用等參數法[3-4],該方法通過控制殘留高度,精確控制每次走刀的行距。該方法走刀次數最少。細分行距δ指的是相鄰刀觸點軌跡間的距離,如圖5所示。每一刀觸點處殘留高度與細分行距的關系如圖6所示。計算細分行距δ為

式中:R為刀具有效切削半徑;ρ為加工曲線曲率半徑;h為殘留高度值。
實際計算中,當殘留高度h遠小于曲率半徑ρ時,式(3)常做如下簡化:

當刀觸點局部區域為凸區域時,R前符號取正號,反之取負號。
2 算例分析
以低噪聲氣冷羅茨真空泵ZJQ600螺旋羅茨轉子為例,轉子設計長度400 mm,螺旋角度β=25°,旋向右旋。為編程方便,取球頭刀的中心點為編程刀位點,曲線輪廓對應偏移一個刀具半徑。該轉子有3個葉片,取1/3,曲線總長度L=302.476 8 mm。一般這類轉子表面粗糙度Ra6.5 μm,取殘留高度0.006 mm,計算的Smax=0.693 mm,n=437,一共有438個刀位點。取殘留高度0.005 mm,計算的Smax=0.632 mm,n=478,一共有479個刀位點。
采用等參數法,控制殘留高度,取殘留高度0.006 mm,一共有448個刀位點,取殘留高度0.005 mm,一共有489個刀位點,表1是端面型線部分刀位點數據。
兩種方法的比較:方法一是根據逼近的最大弦長Smax和曲線總長L計算出曲線所需劃分的段數n,然后把曲線等弧長劃分,再獲取各等分點坐標,實現了等弦長逼近,較為直觀、簡易,借助于常見的CAD軟件作為輔助工具,是一種人機交互的形式,設計作圖簡單,操作容易,缺點是不能主動地去控制誤差的范圍。方法二主動地將設計加工精度作為允許誤差,主動地控制殘留高度與行間距,是比較理想的加工處理方式,并且得到的節點數是最少的,從而在保證精度的同時減少了走刀次數,提高了效率,在實踐中很有意義,缺點是數學處理較為復雜,通常需要編制專用處理程序或者借助專業的CAD/CAM軟件,需要專業人員操作。

表1 端面型線部分數據點
3 數控編程
有了端面型線數據點,可以方便地編制NC代碼。編程規律如下:

按規律依次循環加工。
加工成對的螺旋轉子時,螺旋的旋向改變,只需改變對應的角度正負值。采用方法一的實際加工效果如圖7,經過三坐標檢測,方法一加工精度滿足要求,圖8是三坐標測量。


4 結語
螺旋羅茨轉子的加工難度一直是限制了該類型轉子的應用,筆者介紹的兩種端面型線數據點的處理方式和規律化的編程方法,很好地解決了用球頭銑刀在四軸銑削加工中心上加工螺旋轉子的刀路規劃問題。其中提出的等弧長處理端面型線數據點的方法和規律化的編程方法,一般的產品設計人員就可以完成加工程序的編制,不需太多的編程經驗,在新產品的實際調試生產中,該方法將復雜的問題簡單化,同時充分挖掘數控機床插補功能,提高了加工效率,縮短了制造周期,取得了較好的經濟社會效益。
[1]張光輝,魏靜,王黎明.基于離散點截形螺旋面加工原理研究[J].中國機械工程,2007,18(10):1178 -1181.
[2]巫修海,張寶夫,程子瑜.羅茨真空泵螺旋轉子的CAD/CAM技術研究[J].現代制造工程,2011,5(2):165-166.
[3]Chen Tao,Shi Zhiliang.A tool path generation strategy for three-axis ball- end milling of free - form surfaces[J].Journal of Materials Processing Technology,2008,208(1 -3):259 –263.
[4]張鳴,劉偉軍,卞宏友.裁剪曲面加工中的等參數線軌跡連接方法[J].機械工程學報,2011,47(9):126 -133.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
