大型弧齒輪銑刀片及刃磨工裝
2013-09-29 12:16:50張金全張振宇鄭惠玲
制造技術與機床 2013年8期
關鍵詞:設計
張金全 張振宇 鄭惠玲
(①河南南陽二機石油裝備集團有限公司,河南南陽 473006;②山東祥通橡塑集團有限公司,山東濟寧 272000)
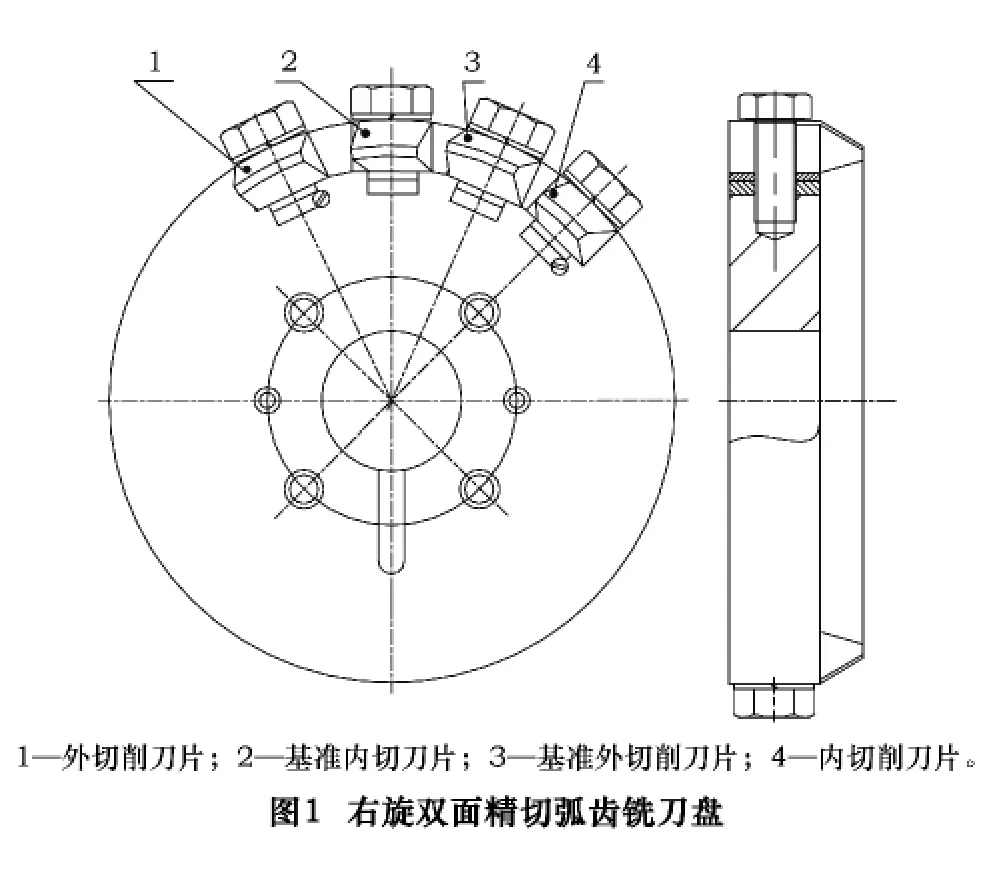
弧齒錐齒輪銑刀(盤)分粗切銑刀、全工序銑刀和精切銑刀3大類,其中精切銑刀一般分為雙面切削銑刀、單面內切銑刀和單面外切銑刀3種基本形式。雙面切削精銑刀盤分別有一個基準內切刀片和一個基準外切刀片。如果銑刀盤上只有一個基準內切刀片的是單面內切銑刀,只有一個外切刀片的是單面外切銑刀。銑刀還可以分為右旋銑刀和左旋銑刀兩類,面對銑刀的正面看去,切齒時順時針方向旋轉為左旋,逆時針方向旋轉的為右旋,圖1所示的為右旋雙面精切弧齒銑刀盤。一般情況下,公稱直徑為18英寸以下的弧齒銑刀刀片用鈍后,以整體形式在專用的錐齒輪銑刀盤刃磨機上進行磨削,然后在專用的弧齒銑刀盤檢查機上檢查刀盤精度。但是,對于石油機械、大型礦山機械等大功率、重型機械傳動中使用的、模數大于15 mm的弧齒輪,需要使用更大的銑刀盤切削加工,如目前常用的有21、24、28、32和40英寸等,刀片用鈍后需要找到合適的方法磨削。使用專用的錐齒輪銑刀盤刃磨機磨削是一種方法,使用普通設備結合設計合適工裝的方法,也很好地解決了大型弧齒輪銑刀片前面刃磨問題。
1 弧齒銑刀片
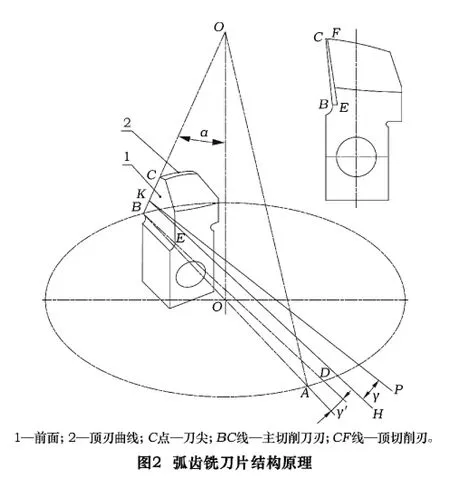
如圖2,弧齒銑(內切削)刀片結構形狀及名稱,圖中右上角為銑刀片二維平面簡圖。在生產中,刀片使用鈍了需要磨削其前面,使其切削刃(前面與主后面相交形成的BC線)保持鋒利,根據弧齒輪銑削加工的共軛原理,切削刃BC線是其被加工工件對滾圓錐的一部分,銑刀盤切削加工時的回轉軸線即圖中OO線,切削刃BC與軸線的夾角形成銑刀片的齒形角α(一般 α <20°,公稱直徑40 英寸的 α 取18°45'左右),刀片的前面與其回轉軸切面OBD(基面)形成一個傾角γ'即刀片的端面前角,K點為切削刃BC上任一點,KP線經過刀片的前面,KH平行于基面,HKP組成的平面垂直于刀刃BC線,則∠HKP=γ就是銑刀片在K點處的法面前角。刀刃BC線所在的主后面與圓錐面形成的夾角為主后角。銑刀片的刃磨只磨削前面,為了保證磨削前面后銑刀片的齒形角保持不變,銑刀片的主后面和副后面設計成阿基米德螺旋面。其頂刃所在的曲線2是在其阿基米德螺旋面(主后面)上的螺旋線,其螺旋升角即為頂刃(CF線)后角,磨削前面時前角γ值一般取10°~25°,其他角度使用過程中不磨削,保持制造時的角度值不變。
2 刃磨工裝的設計
2.1 工裝結構與工作原理
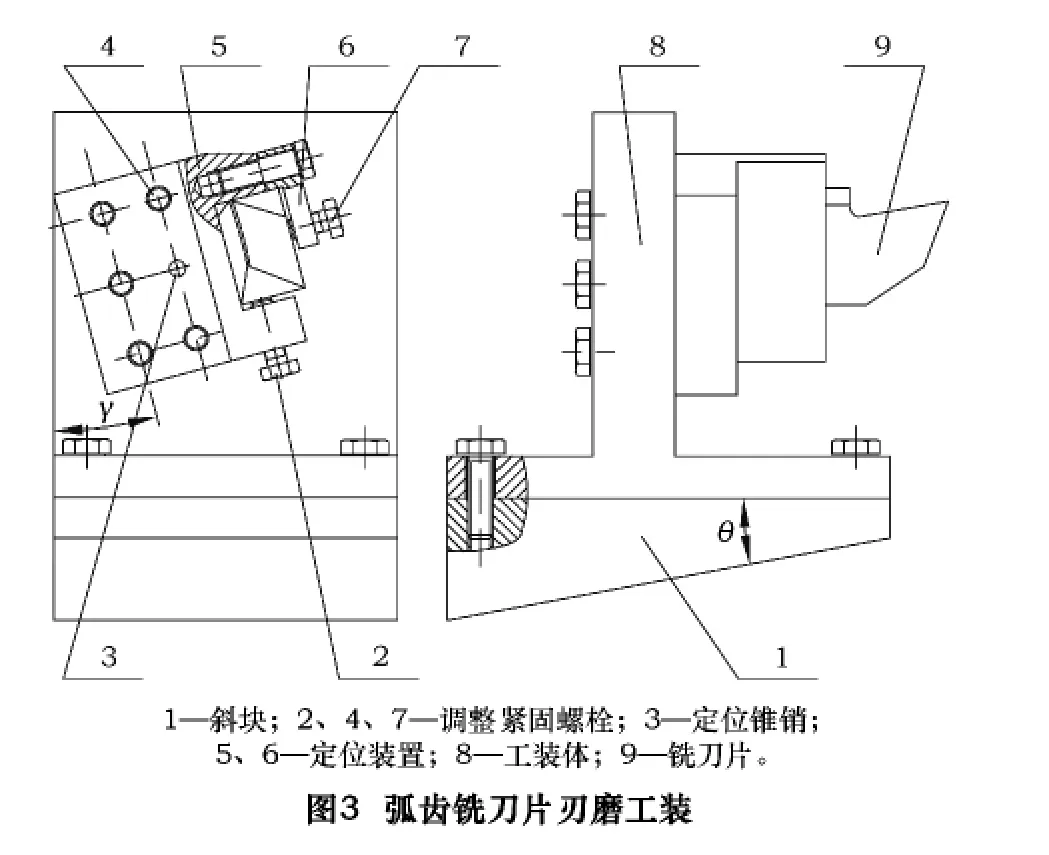
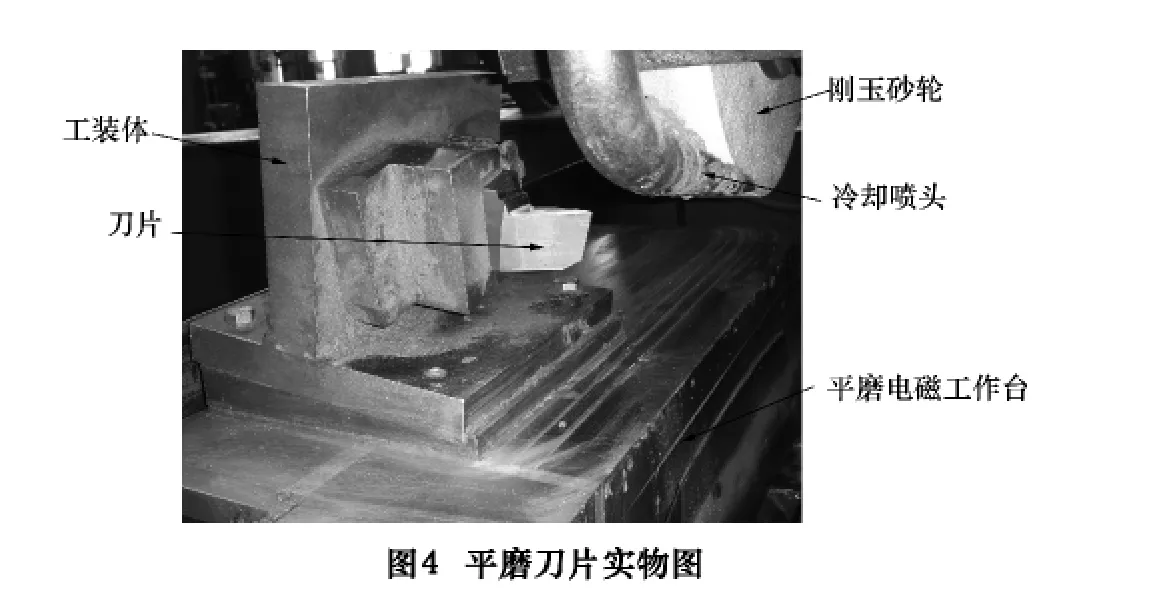
根據弧齒銑刀片結構原理設計刃磨工裝,如圖3所示。將工裝放置在平面磨床的電磁工作臺面上,斜塊1的底面與工作臺面接觸,斜面傾角θ是將前面轉換為平面的刀尖上翅角;定位裝置5安裝在工裝體8上面,利用2個定位錐銷準確確定其傾斜角γ,即刀片的法向前角,利用5個緊固螺栓4將其緊固;定位裝置6利用2個緊固螺栓緊固在定位裝置5上面;將刀片9放置到定位裝置5和6之間,刀片的側面和下面各用2個緊固螺栓緊固。第一次使用時需用百分表檢查刀片的前刀面,檢查通過斜面傾角θ和法向前角γ是否將刀片的前面轉換為水平面。一般來說,法向前角γ可以是一個可變的區間值,新刀片刃磨時可以保持與原設計一致,如果在使用中發現前角切削不合適,可以根據情況將法向前角增大或減小。圖4是在平面磨床上磨削時的實物照,圖示顯示的是一個刀片刃磨的情況,本工裝“弧齒銑刀盤銑刀刃磨裝置”獲得了國家實用新型專利(專利號:ZL 2007 2 0075746.4)。
2.2 工裝的適用范圍
在實際工作中,根據需要可以設計成多個刀片進行磨削,根據刀片的大小,確定磨削的數量,分別有1片、2片和10片不等,多片磨削效率更高。定位裝置5在工裝體8上可以設計成可調的,滿足不同法向前角γ值磨削的需要。
本裝置適用于較大刀片的刃磨,刃磨時將刀片從銑刀盤拆下來裝在夾具體里,磨削完成后再將刀片裝到銑刀盤上。
切齒過程中,出現扎刀現象造成銑刀片刀尖斷掉,如果刀片的切削部分還有再復回使用的價值時,可以利用平面磨大力切削的優勢,快速磨去刀尖損壞部分,也可以利用線切割的方法割去打掉的刀尖前面部分,再利用本工裝磨出需要的前面。
3 結語
大型弧齒錐齒輪傳動在石油鉆井裝備的轉盤傳動裝置上廣泛應用。制造過程中弧齒銑刀片用鈍后,可以磨削弧齒錐齒輪銑刀刀片的方法很多,有專用的錐齒輪銑刀盤(片)刃磨機床,也可以在萬能工具磨削機床上結合合適的工裝磨削[1]。使用本工裝磨削弧齒銑刀片,不用專門投資大型專用弧齒錐齒輪銑刀盤(片)刃磨機床,工裝設計制造簡便易行,對于多屬單件小批生產性質的大型弧齒錐齒輪制造,是一種經濟實用的解決方案。
[1]聶建武,劉金乾.萬能工縣磨床上刃磨弧齒錐齒輪銑刀的研究與實踐[J].陜西工業職業技術學院學報,2007(6).
[2]齒輪手冊編委會編.齒輪手冊[M].2版.北京:機械工業出版社,2008.
[3]曾韜.螺旋錐齒輪設計與加工[M].哈爾濱:哈爾濱工業大學出版社,1989.
[4]成大先.機械設計手冊第3卷[M].北京:化學工業出版社,2009.
[5]劉文劍,曹天河,趙維緩.夾具工程師手冊[M].哈爾濱:黑龍江科學技術出版社,1987.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
