面向風機葉片的五軸聯動后處理程序研究*
2013-09-29 12:16:52畢俊喜王麗琴郭宇庭
制造技術與機床 2013年8期
畢俊喜 王麗琴 郭宇庭
(內蒙古工業大學機械學院,內蒙古呼和浩特 010051)
后置處理是將CAM軟件生成的刀位軌跡轉化為數控加工的NC程序,通過讀取刀位文件,根據機床運動結構及控制指令格式,進行坐標運動變換和指令格式轉換。國外公司對后置處理技術研究要早于國內,故國內后處理技術比較落后。本課題是針對DMU100五軸聯動加工中心后置處理而設定的,由于該機床配置HeidenHain iTNC 530控制系統,現有CAD/CAM軟件無現成的后置處理,并且通用后處理應用效率不高,因此它的后置處理需要專用的后置處理器,這樣可以避免采用更為復雜的后置處理方法,避免后置處理過程過于繁瑣,有效發揮五軸加工中心的加工效率并提高五軸數控機床的利用率,使后置處理在整個數控加工過程所消耗的資源最少、時間最短、效率得到很大程度的提高。
1 五軸零件葉片設計
葉片的設計思路:設計五軸加工工件—葉片模型采用的是點→線→體:點就是葉片各截面的坐標點;線是將各坐標點擬合而成;體由線擬合而成。點根據NACA-4412美國的經典翼型坐標尺寸(如表1所示)計算出各截面的坐標值,再利用樣條曲線將各坐標點擬合成線,最后通過曲線掃描成體。
1.1 坐標點的計算
葉片的弦長連續變化的,葉片存在無窮多個翼型,設計時只能從中選出有限幾個來,確定出這些翼型的弦長,根據計算所得出在不同半徑下葉片弦長,具體如表 2 所示[1]。
為了便于設計葉片翼型,根據NACA-4412美國的經典翼型坐標尺寸,來計算出葉片各個界面的翼型,進而設計出葉片。翼型坐標尺寸是以弦長為1 mm時的翼型坐標尺寸,不同半徑下的翼型坐標尺寸用其葉片弦長乘以弦長為1 mm時的翼型坐標尺寸即可得到[1]。
1.2 模型的建立
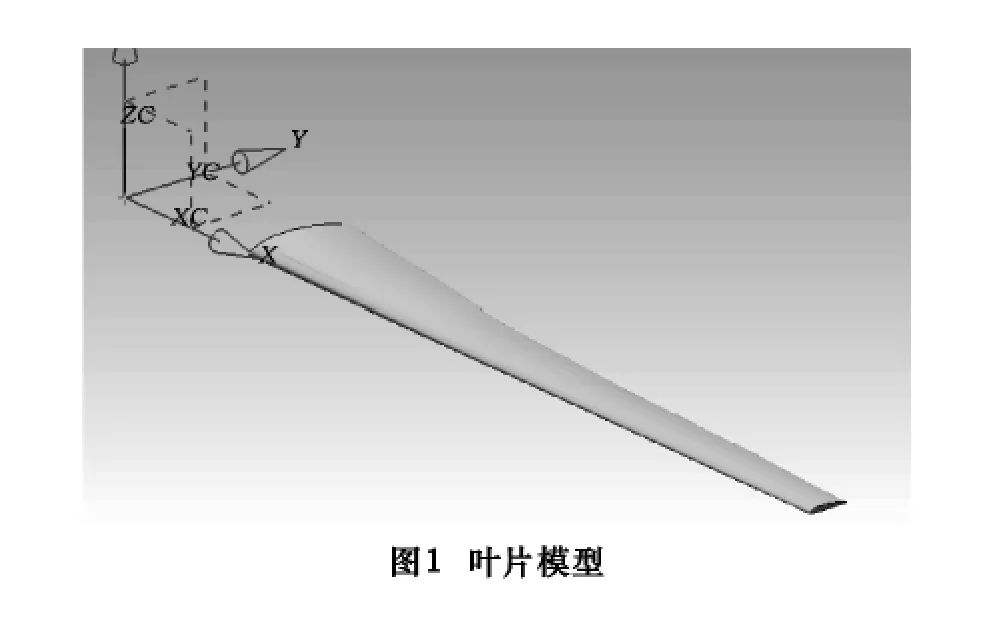
據葉片參數設計時計算出各個半徑下的翼型坐標尺寸,用“樣條”命令中“根據極點”將其采入,并完成線的創建;再用“網格曲面”中的“通過曲面組”命令創建體,完成實體建模,如圖1所示[3]。
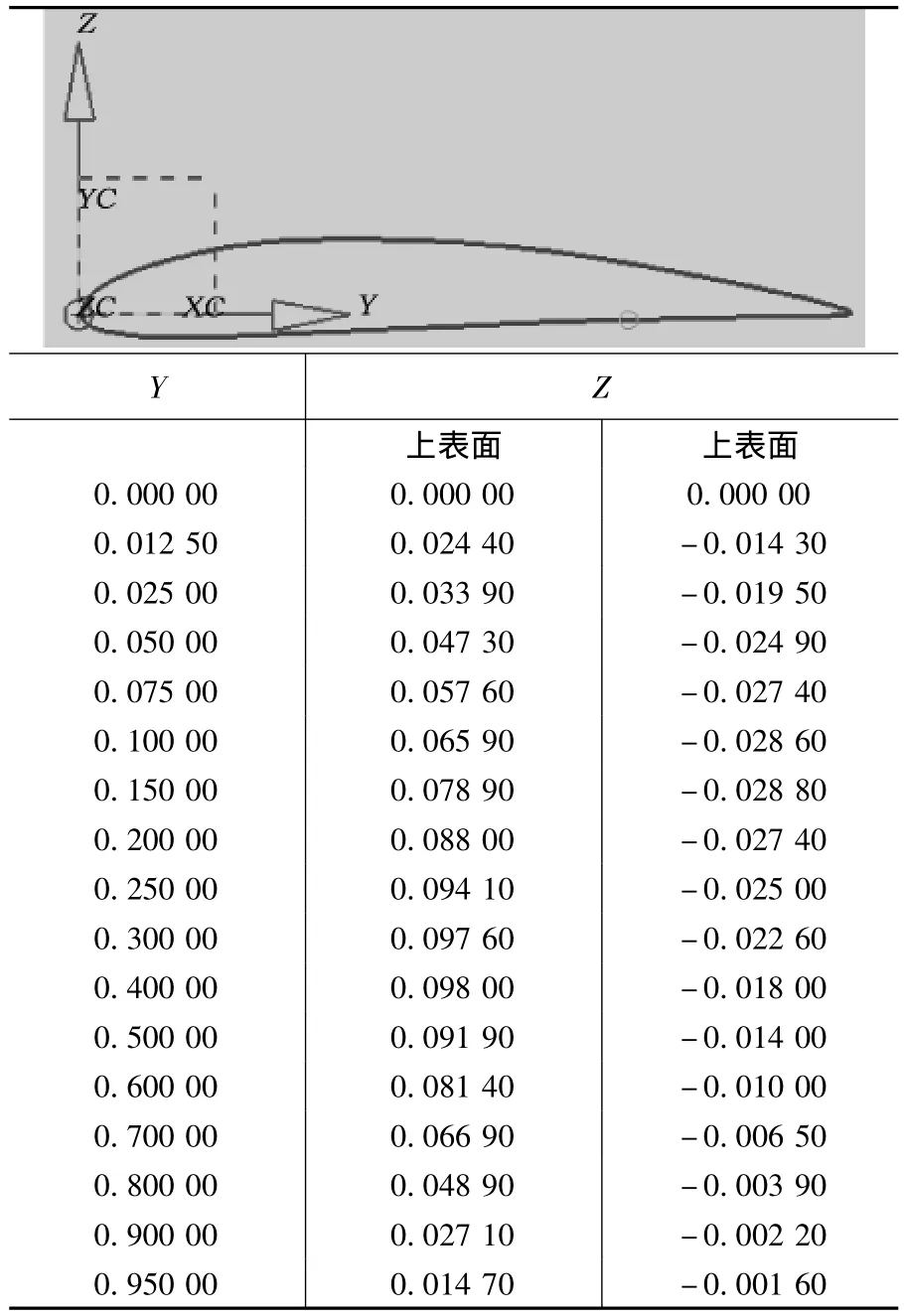
表1 經典翼型坐標尺寸 mm
表2 不同半徑下葉片弦長表題
2 后處理程序的設計
后處理程序設計時首先要對DMU100五軸聯動加工中心進行必要的了解,主要目的是了解機床的基本參數與控制輔助功能。主要的輔助功能如下:M128/M129指令,M128指令是刀尖點跟隨功能,M129指令是取消刀尖點跟隨功能;Cycle32指令保證數控系統自動地將兩個路徑之間的輪廓平滑過渡(無論補償與否)刀具與工件表面保持接觸;M126/M127指令,M126指令是旋轉軸短路徑運動指令,M127指令是旋轉軸取消短路徑運動指令;M27/M28指令,M27指令是啟動碰撞監控與測量探針功能,M28指令是取消碰撞監控與測量探針功能;M29指令是實現向刀具錐體吹氣,吹氣時間由機床參量來調整;M36指令是控制排屑器輔助指令[2]。
后處理程序主要設計的內容:設置機床的基本參數,包括有對機床的控制系統與機床的極限參數等的設置;定義程序頭、操作頭的機床動作與設置刀具、刀補及刀軌移動部分;設定操作結束前的機床動作與設定程序結尾[4-5]。
2.1 設置機床的基本參數
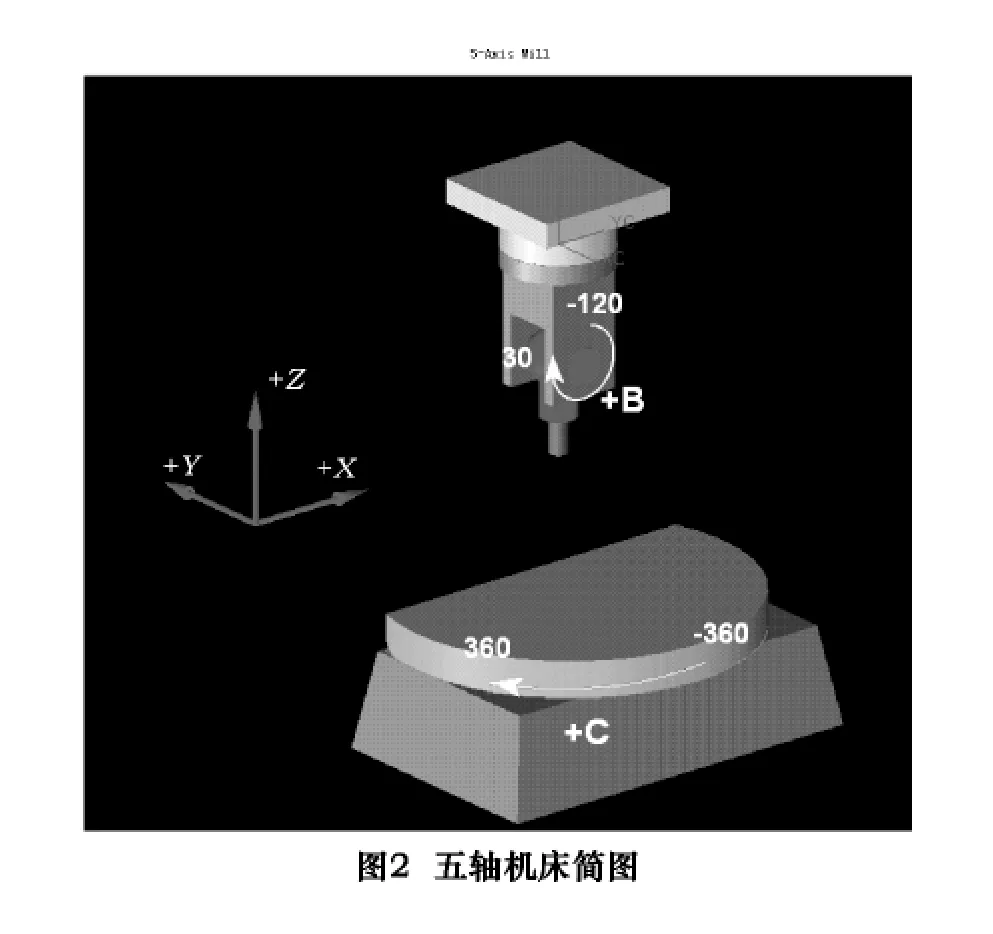
設置機床的基本參數主要內容有:將設置機床的類型為刀具擺動與工作臺回轉;將機床的控制系統設置為Heidenhain控制系統;對機床的極限參數等的設置。將機床的基本參數設定后,機床簡圖如圖2所示。
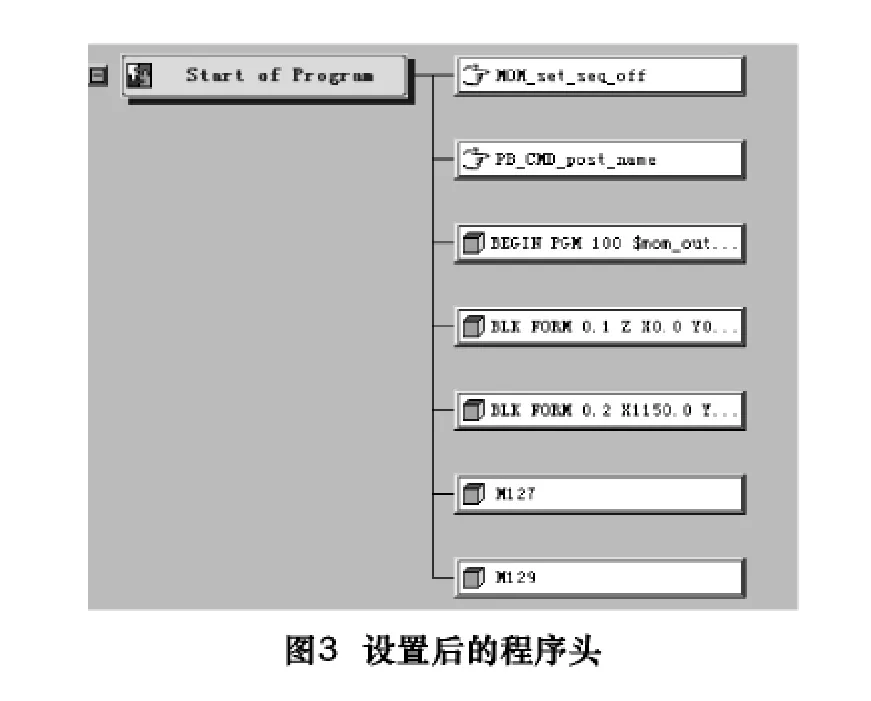
2.2 定義程序頭機床動作
程序頭機床動作主要有:添加NC程序輸出名稱;設置毛坯的大小;取消刀尖點跟隨功能M129,取消旋轉軸短路徑運動指令M127。定義完成后,程序頭如圖3所示。
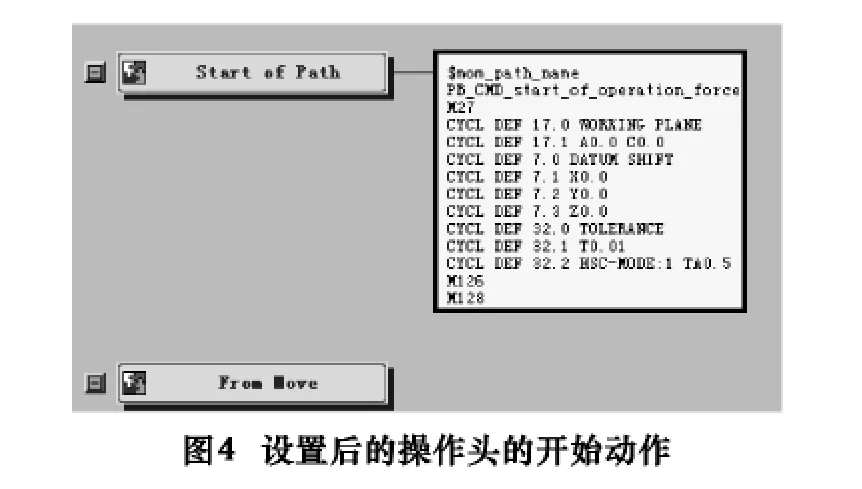
2.3 設置操作頭的機床動作
操作頭機床動作開始動作主要內容有:添加當前UG打開的加工文件名;施加工作力;添加碰撞檢測指令M27;選擇加工平面為XY面;選擇插補方式為圓柱插補;調用Cycle32功能;調用刀尖點跟隨功能指令M128;調用旋轉軸短路徑運動指令M126。設定完后,操作頭的開始動作如圖4所示。
操作頭中手動換刀設置:添加向刀庫中刀具錐體吹氣指令M29。操作頭中自動換刀設置:顯示刀具信息;添加向刀庫中刀具錐體吹氣指令M29;自動換刀的輔助指令M6。設置后的自動換刀如圖5所示。
2.4 刀軌的設定
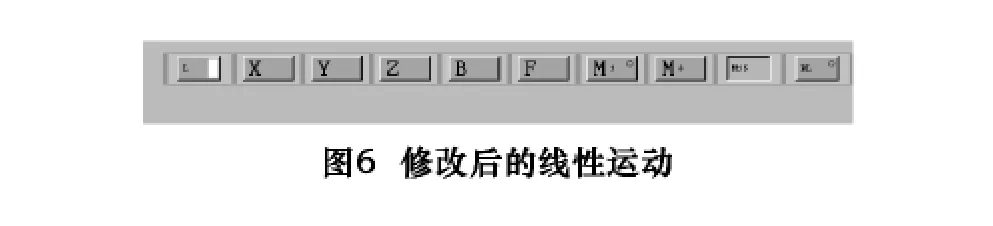
主要有對機床的控制、加工運動與鉆孔循環這3方面進行設定:加工運動主要定義快速進給、直線運動、圓弧運動這3種運動方式;機床的控制主要是定義進給、換刀、冷卻液、公英制等事件的格式與組成;鉆孔循環主要是定義當進行鉆孔加工循環時,系統如何處理這類事件,并定義輸出方式。機床的控制與鉆孔循環采用系統默認狀態,只對加工運動事件進行修改。
對線性運動修改:添加排屑器控制輔助指令M36;取消冷卻液的產生指令M8的任意狀態;機床加工時一般主軸轉速不改變,故刪除S塊。如圖6所示。

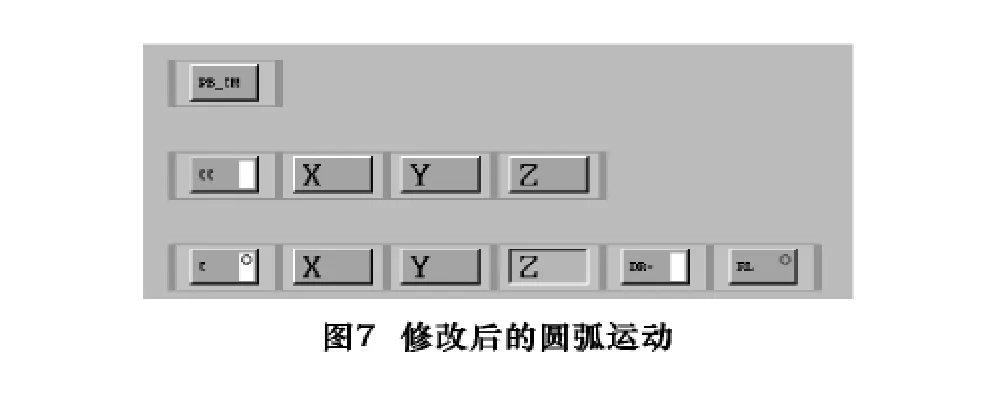
對圓弧運動修改:添加一個自定義的命令,由于Heidenhain操作系統只支持在3個主平面內進行;圓弧運動沒有主軸轉速與進給速度,故將F與S塊刪除。
自定義命令如下:
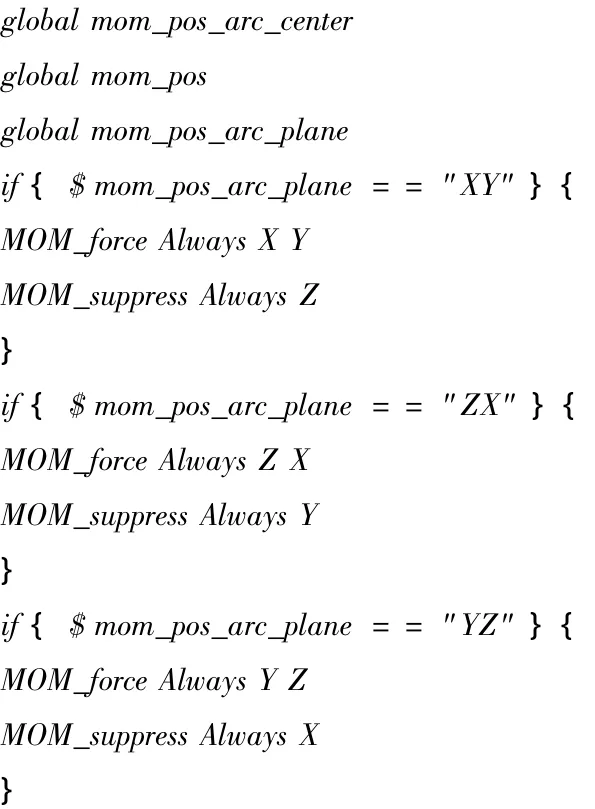
設置后的圓弧運動如圖7所示。
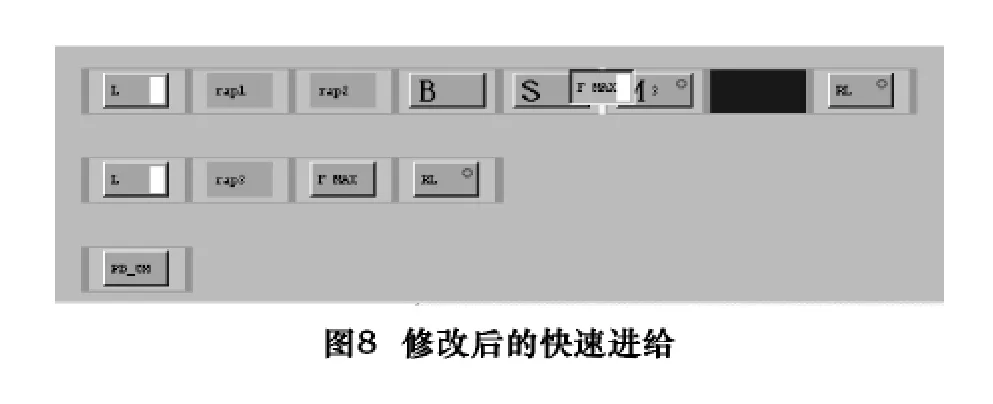
對快速進給修改就是改變FMAX塊的位置,修改后的圓弧運動如圖8所示。
2.5 設置操作結束的機床動作
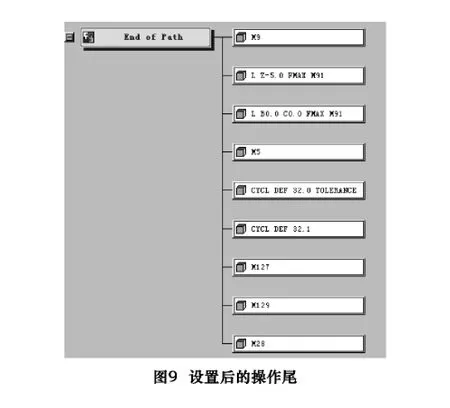
設置操作結束主要內容如下:添加冷卻液關閉命令M9;將機床退回機床原點以下5mm;將旋轉軸轉到零點位置;停止主軸旋轉指令M5;取消Cycle32功能;取消旋轉軸短路徑運動指令M127;取消刀尖點跟隨指令M129;取消碰撞檢查指令M28。其順序不可以打亂,否則機床將出現事故。設置后的操作結束如圖9所示。
2.6 定義程序尾機床動作
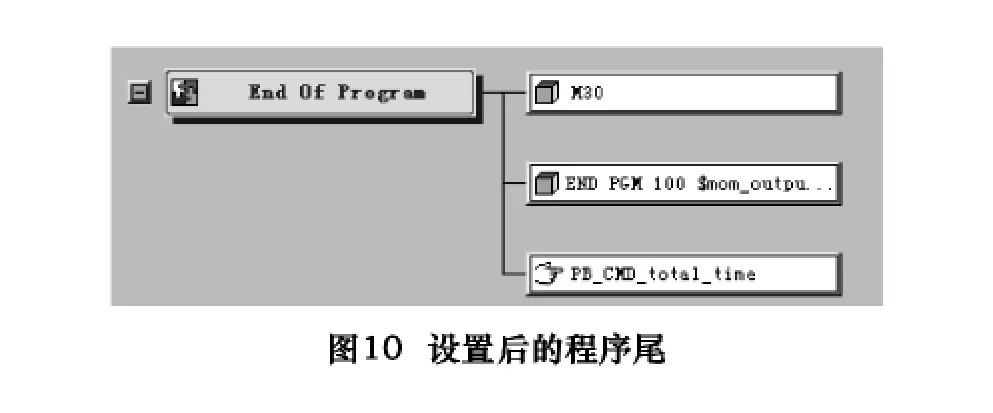
設置操作結束主要內容如下:定義NC程序輸出名稱;添加停止程序命令;創建一個自定義命令來計算加工時間。
計算加工時間的自定義命令如下:

設置后的程序結束如圖10所示。
后處理程序的數控系統控制指令輸出已經設置完成。而格式轉換與算法處理本程序采用UG系統默認值。
3 后處理的驗證
后處理驗證就是為了檢驗所設計的后處理的正確性。主要內容有:對葉片進行加工工藝的分析,將葉片加工按加工順序分為粗加工、半精加工和精加工;生成葉片粗加工、半精加工和精加工的刀具軌跡;驗證后處理程序,用葉片精加工的刀軌產生NC代碼以驗證后處理程序。
3.1 葉片加工工藝的分析
由于DMU100五軸聯動加工中心的A軸不能動,故對該葉片進行加工時,先加工好上半部分,再對下半部分進行加工。上下兩部分的加工很相似,故以上半部分為例。葉片工件的加工步驟按加工順序分為粗加工、半精加工和精加工。分別分析粗加工、半精加工和精加工這3個加工步驟不同的工藝要求,根據各個步驟不同的要求來確定各自的加工方法和工藝參數。
3.2 刀軌的生成
機械加工的過程受加工程序的控制,因此加工程序是機加工的關鍵。經過加工工藝分析,確定了具體加工方案,再將其轉化成加工程序。利用UG軟件將加工葉片的刀軌生成。
啟動UG程序,將葉片裝配文件調入其中,然后單擊“起始”按鈕,選擇“加工”命令,進入加工環境。應用UG軟件生成刀軌可分為兩個階段:一是設定加工幾何體與加工刀具:二是創建加工操作并產生刀軌[6]。
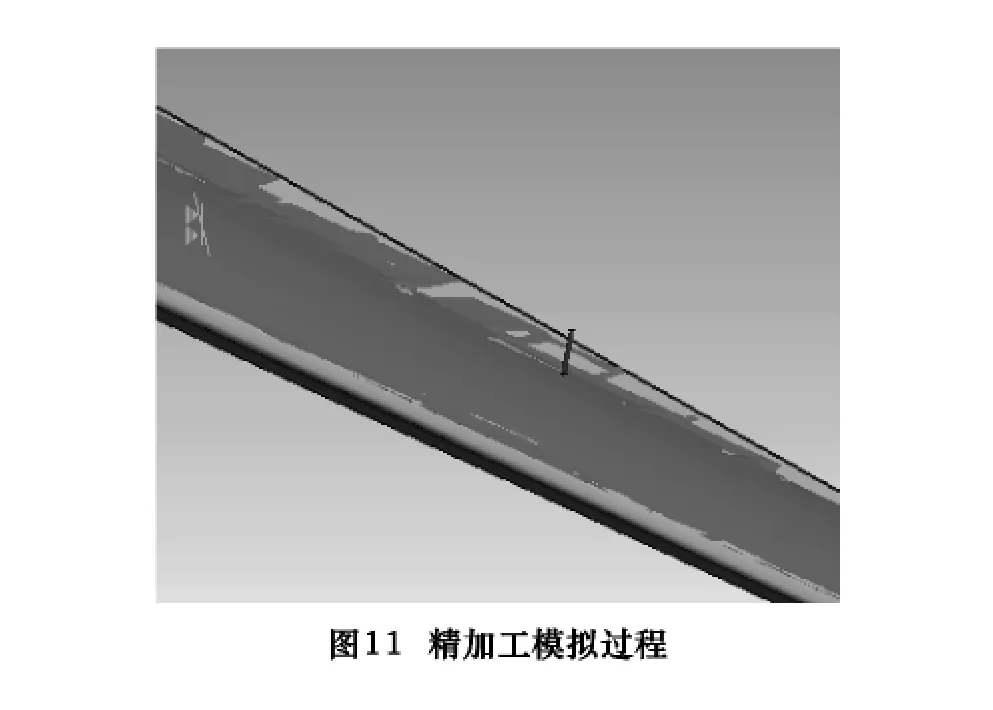
生成刀軌后,再進行模擬加工,如圖11所示。
3.3 后處理的應用
葉片刀軌的生成,主要是為了驗證建立的五軸后處理的正確與否。故以葉片的精加工為例,對后處理進行驗證。
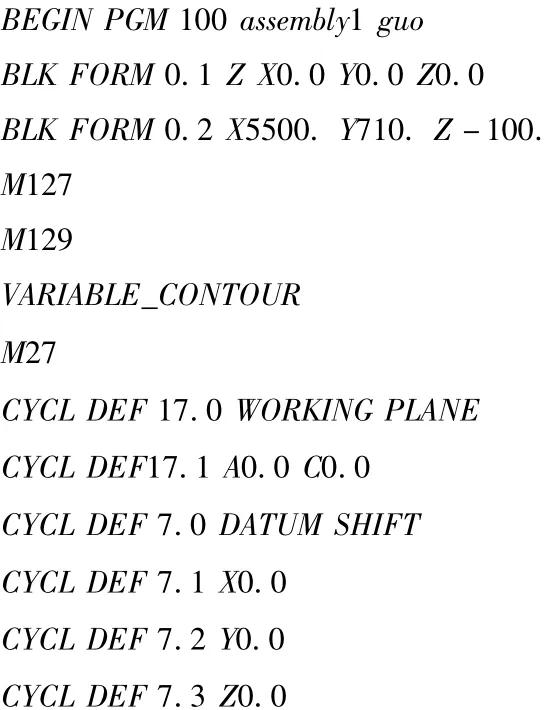
經過對葉片精加工的NC代碼的驗證,所設計的后處理是正確的。葉片精加工的具體NC代碼如下:

4 結語
本次設計出五軸聯動加工中心的后置處理程序可以將刀位文件轉化成可以用于加工的NC代碼,解決了該機床無現成的后置處理的問題。后處理程序在實現基本功能要求的基礎上,較其它通用后處理來說,加入了許多Heidenhain iTNC530的輔助指令,使機床的加工效率與加工質量得到了顯著的提升,從而體現出該后處理的優越之處。然而該后處理也有一些不足之處,因機床的一些輔助指令之間的相互位置對加工中心加工有一定的影響,而它將機床的輔助指令按照一種順序進行設置,并未進行比較求最優。若在實際加工中比較幾種不同的順序的后處理的加工效果,求其最優,這樣有利于提高加工中心的加工效率與加工質量。
[1]何顯富,盧露,楊躍進,等.風力機設計、制造與運行[M].北京:化學工業出版社,2009.
[2]HEIDENHAIN.海德漢編程中文[Z].2006.
[3]胡仁喜,王敏,劉昌麗.UG NX5中文版曲面造型實例圖解[M].北京:機械工業出版社,2008.
[4]張磊.UG NX6后處理技術培訓教程[M].北京:清華工業出版社,2009.
[5]路啟建,褚輝生.高速切削與五軸聯動加工技術[M].北京:機械工業出版社,2011.
[6]黃成,張文麗.UG NX7.5數控編程基礎與經典范例[M].北京:電子工業出版社,2011.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
今日農業(2020年20期)2020-12-15 15:53:19
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
能源(2018年10期)2018-12-08 08:02:48
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
中國衛生(2015年3期)2015-11-19 02:53:32
