大型凹球面數控加工工藝研究
2013-09-27 01:31:22姚龍濤
制造技術與機床 2013年8期
關鍵詞:效率
姚龍濤
(中信重工機械股份有限公司,河南洛陽 471039)
隨著數控加工技術在機械行業的深入應用,創新 加工方法、提高加工效率顯得越來越重要。對于不同特征的產品、不同的機床設備,應選用不同的數控加工工藝和編程方法[1]。產品的加工精度和生產效率除了受數控機床自身影響外,很大程度上也深受數控編程的影響[2]。以凹球面加工為例,常規工件采用車削加工效率高,易于保證尺寸精度,但對于不易裝卡的工件采用數控銑削加工,尤其對于大型凹球面的數控加工,選擇合適的刀具、合理的走刀路線,可以大大提高加工效率,充分發揮數控機床的作用,為類似產品的加工提供經驗[3]。
1 大型凹球面的加工工藝分析
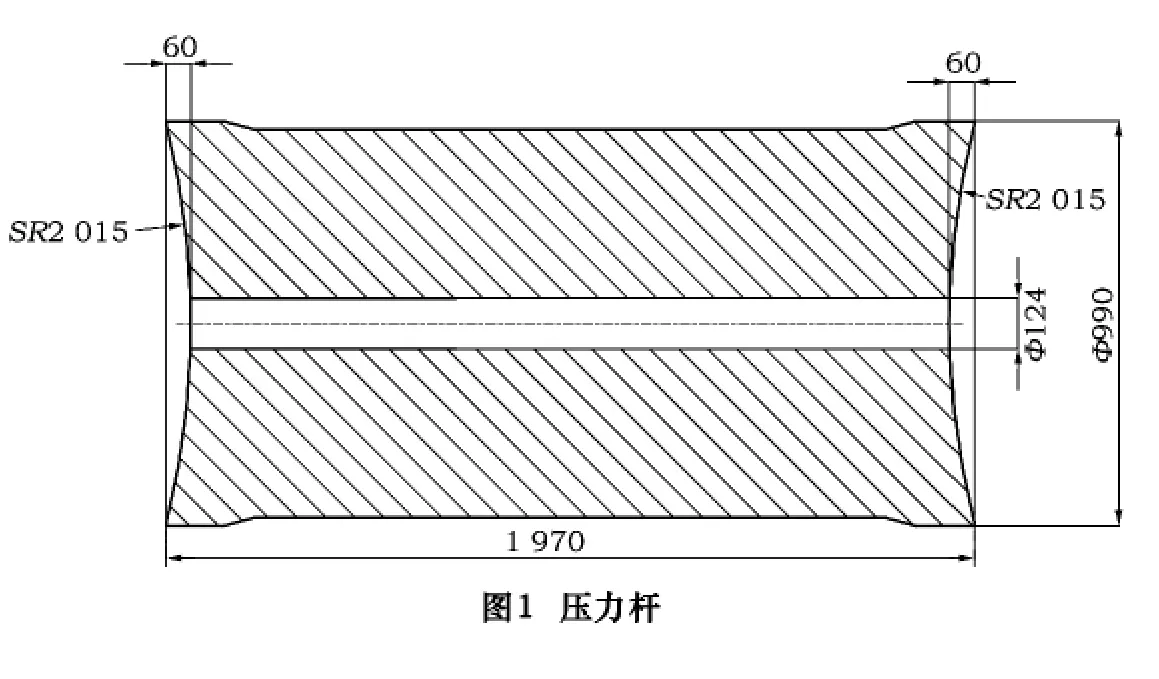
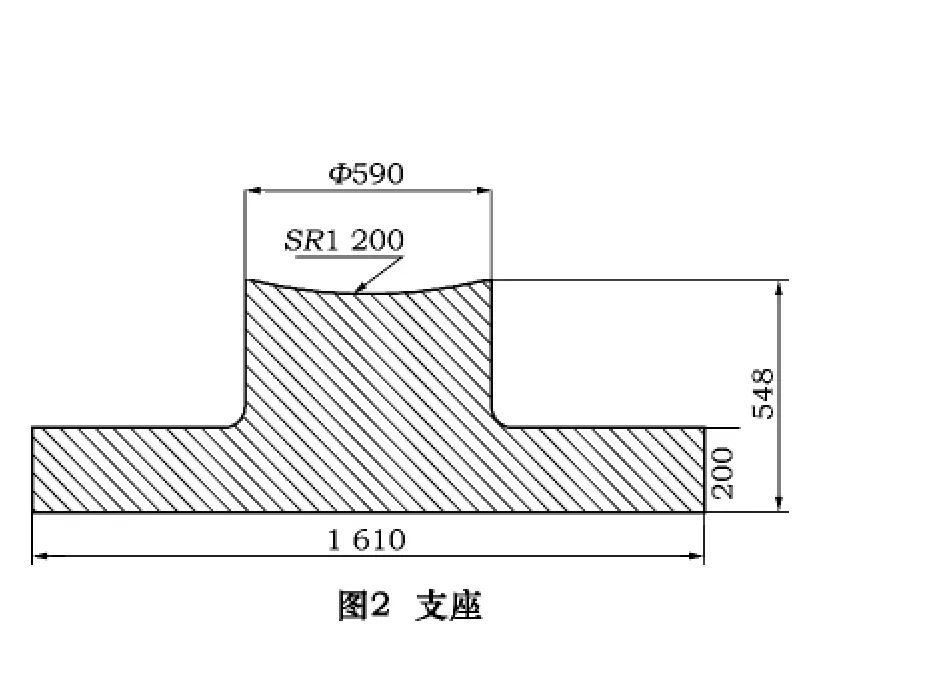
圖1所示的壓力桿零件外圓直徑990 mm,長2 000 mm左右,中心有直徑124 mm的通孔,兩端有半徑為2 015 mm的凹球面,粗糙度要求為Ra3.2 μm。對于半徑為2 015 mm的凹球面,常規方法采用車削加工,易于保證其尺寸精度,并且可直接拋光達到粗糙度要求,但裝卡、調裝找正都有困難,需要設計專用裝卡工裝。圖2所示的支座零件在1 610 mm×1 000 mm×200 mm的鋼板上凸出了一個直徑590 mm的圓柱,端部有半徑1 200 mm的凹球面,粗糙度要求為Ra3.2 μm。因其矩形底座的對角線長約為1 900 mm,加工凹球面至少需要選擇2.5 m數控立車或選擇2 m數控臥車進行加工。因加工時中心位置的速度幾乎為零,為減小粗糙度值需提高主軸轉速以提高切削速度,但此方法安全性和切削性都很差,并存在不易裝卡、車削危險性大等問題。
因此提出以銑代車的加工方法,即采用數控銑削加工凹球面,則工件的裝卡穩定性好、安全系數高。
2 數控銑削刀具選擇和走刀路線設計分析
2.1 球頭刀及其走刀路線分析
2.1.1 殘留峰高與刀具半徑、步距的關系
精銑加工是表面質量最關鍵的一點是取決于加工后的殘留峰高,不同的步距L、不同的刀具半徑R影響著殘留峰高H,容易得出:
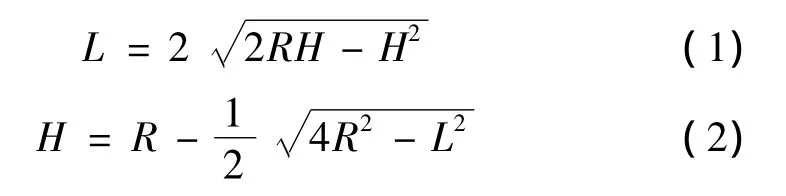
式中:L、R、H,單位都為 mm。
由式(1)、(2)可以看出當刀具半徑R一定時,步距L越小,殘留峰高H越小。殘留峰高影響著工件表面質量,步距L的大小影響著生產效率。加工編程時,可選擇采用改變刀具半徑和加工步距的方式來減小殘留峰高,保證粗糙度[4]。
走刀路線是指數控銑削加工過程中刀具相對于工件的運動軌跡,它反映了工序的加工過程。確定合理的走刀路線是保證銑削加工精度和表面質量的重要工藝措施之一,走刀路線合理與否,關系到加工的生產效率,也是確定數控編程的前提[5]。
2.1.2 同心圓走刀路線
殘留峰高H表現為同心圓形式。令球頭刀半徑為R,凹球面半徑為R球,凹球面端面半中心角為α,步距為L,步距數為n,每一圈圓刀具球心的行程是半徑為(R球-R)sinβ 圓的周長,β 為變化的角度:α/n,2α/n,…,nα/n,這些同心圓周長之和即為加工凹球面刀具中心總行程,設為A1,則,

由自變量數列求和有關的三角函數公式:

化簡得,

2.1.3 徑向切削走刀路線
殘留峰高表現為徑向形式,殘留峰高是變化的,由凹頂點到邊緣逐漸增大,邊緣處殘留峰高滿足要求,其余區域都滿足要求。令邊緣處殘留峰高為H,步距與同心圓切削時步距L數據相同,步距數不同,設為N。加工半徑為R球的凹球面,則每一徑向切削刀具球心行程是半徑為R球-R的圓的周長的α段長度,其加工步距數為凹球面邊緣處半徑為R球sin(α)的圓的周長與步距的比值,設加工凹球面刀具中心總行程為B1,那么容易得到:
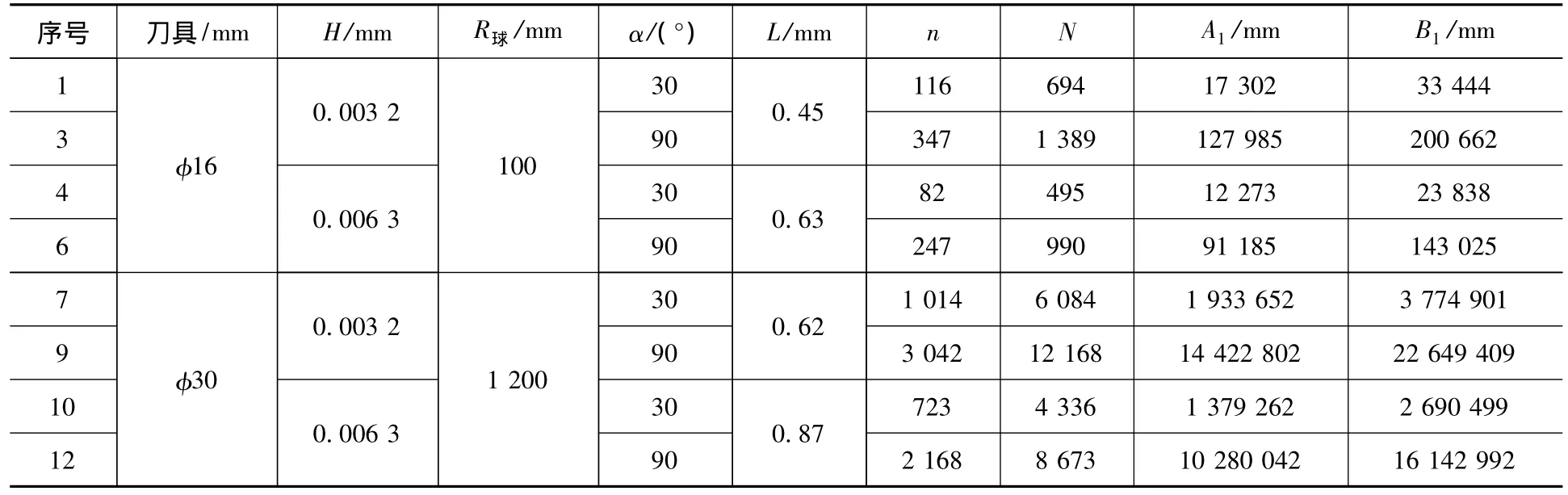
表1 球頭刀切削軌跡行程計算
表2 R圓角仿形面銑刀切削軌跡行程計算

2.1.4 計算分析
直接比較A1、B1的值比較困難,下面通過給定不同的刀具尺寸、殘留峰高、凹球面半徑及加工凹球面區域進行數值計算比較,見表1。對比表1中的A1、B1的計算數據,發現A1值都小于B1值,這在理論上證明了使用球頭刀加工時,在保證同一殘留峰高的條件下,采用同心圓走刀路線切削行程短、效率高。
2.2 帶R圓角的仿形面銑刀及其走刀路線分析
2.2.1 同心圓走刀路線
此時殘留峰高和面銑刀的直徑沒有關系,只和刀具R圓角的大小有關,等同于半徑為R的球頭刀的加工。如圖3所示,加工的凹球面的球半徑為R球,步距為L1,殘留峰高為H,刀具直徑為D,最小有效直徑為D1,刀具圓角為R,每一圈圓刀具中心的行程是半徑為(R球-R)sinβ-D1/2的圓的周長,式中 β 為:α0+α1,α0+2α1,……,α0+nα1;α1= α/n;α0為刀具無法加工的部位,為便于比較計算,當R球遠遠大于D時忽略α0,令加工凹球面刀具中心總行程為A2,那么化簡后得:

2.2.2 徑向切削走刀路線
其殘留峰高表現為徑向形式,刀具的有效直徑D0為D1+2Rsinβ是變量,在凹球面邊緣處的殘留峰高最大,設定步距時只需考慮保證此處的殘留峰高,在邊緣處的有效直徑D0為D1+2Rsinα,由有效直徑D0產生的殘留峰高H0是水平方向的,它與徑向殘留峰高H的關系為:H0=H/sinα,步距為L2,其步距數由邊緣圓弧周長與步距比值得到,如圖5所示,每一徑向刀具中心行程是刀具圓角半徑R中心軌跡平移D1/2,設加工凹球面刀具中心總行程B2,不難得出:

2.2.3 計算分析
同樣直接比較A2、B2的值比較困難,下面通過給定不同的刀具尺寸、殘留峰高、凹球面半徑及加工凹球面區域進行數值計算比較,見表2。
對比表2中的A2、B2的計算數據,發現以下幾點:
(1)序號1中A2值小于B2值,說明使用帶R圓角仿形面銑刀,如果刀具直徑與R值相差較小,走刀路線采用同心圓銑削加工效率高;
(2)序號2中A2值大于B2值,說明如果刀具直徑與R值相差較小,但加工的凹球面的半徑很大,走刀路線采用徑向銑削加工效率反而高;
(3)序號3-4中A2值小于B2值,說明使用的刀具直徑與R值相差較小,加工的凹球面的半徑很小,走刀路線采用同心圓銑削加工效率高;
(4)序號5-13中A2值大于B2值,說明刀具直徑越大且與R值相差越大,采用徑向切削走刀路線切削時行程越短、效率越高,加工的凹球面的半徑越大,提高的效率越明顯;另外,凹球面粗糙度要求越高、加工的凹球面的區域越大,提高的效率越明顯。
3 凹球面實際銑削加工驗證
圖1所示的壓力桿零件,兩端都有SR2015凹球面,在保證同等加工精度的前提下,采用φ32 mm球頭刀進行半精銑、精銑加工使用時間為147.2 h,采用φ125R8的仿形面銑刀進行半精銑、精銑加工時間為31.6 h,對比使用兩種刀具的加工時間,采用φ125R8仿形面銑刀效率高,一件壓力桿可節約115.6 h。
圖2所示的支座零件,凹球面半徑為SR1200,采用φ32 mm球頭刀進行半精銑、精銑支座的時間為26 h,采用φ125R8仿形面銑刀,半精銑、精銑加工一件支座凹球面的時間為6.5 h,對比加工時間,仍然是采用φ125R8仿形面銑刀加工效率高,一件支座凹球面的加工可節約時間19.5 h。
通過實際加工同樣證明了凹球面的半徑越大,采用仿形面銑刀加工效率提高的越明顯。
4 結語
通過對壓力桿、支座兩類零件的凹球面加工進行工藝分析、理論計算及零件的實際銑削加工,驗證了凹球面以銑代車加工工藝的可行性和采用徑向走刀編程的良好加工效果。并且驗證了使用球頭刀和仿形面銑刀加工效率區別較大,仿形面銑刀由于切削直徑遠遠大于球頭銑刀,加工效率優勢更加明顯,而且凹球面的區域越大,加工效率的提高越顯著。
通過這次工藝方法的創新,為同類型產品提供了新的工藝方法,充分發揮了數控銑床的作用,大大提高了加工效率,有一定的實用性和推廣價值。
[1]李宏策.數控加工與傳統機加工工藝比較[J].機床與液壓,2011,302(10):46-48.
[2]趙曉燕,劉志剛.宏變量在球面數控銑削加工中的應用[J].機械制造與自動化,2009(4):48-50.
[3]王華僑,張穎,孫煥軍.提高數控加工效率與潛能的關鍵技術應用研究(上)[J].金屬加工(冷加工),2008(11):64-66.
[4]巨江瀾.基于球刀數控加工的殘余高度控制研究[J].甘肅科技,2009(18):39-41.
[5]徐雙塘.淺談數控銑削曲面零件的走刀路線[J].CAD/CAM與制造業信息化,2011,195(6):63 -64.
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
