工件內(nèi)、外淺止口直徑的測(cè)量方法
2013-09-27 01:31:20遲濤
制造技術(shù)與機(jī)床 2013年8期
關(guān)鍵詞:測(cè)量
遲 濤
(天津職業(yè)技術(shù)師范大學(xué),天津 300222)
盤類零件的止口部位,經(jīng)常是起到裝配、定位甚至是密封的核心作用,尺寸精度往往較高。檢驗(yàn)人員在應(yīng)對(duì)15 mm以上止口深度的工件時(shí),可以選擇外徑千分尺、內(nèi)測(cè)百分表、內(nèi)測(cè)千分棒等通用量具進(jìn)行直徑測(cè)量。當(dāng)被檢測(cè)工件止口深度小于15 mm時(shí),量具的測(cè)量面無法與被測(cè)工件進(jìn)行接觸,因此采用一般的通用量具就無法得到工件直徑的實(shí)際尺寸,而在實(shí)際加工現(xiàn)場(chǎng)又必須測(cè)到精確尺寸以便及時(shí)進(jìn)行刀具的修正和補(bǔ)償[1]。如圖1所示零件內(nèi)、外止口深度尺寸均較小,針對(duì)此類零件較難檢測(cè)的情況,下面介紹幾種實(shí)用的測(cè)量方法。

1 專用量具測(cè)量
(1)帶表止口游標(biāo)卡尺、千分尺直接測(cè)量
如圖2所示為帶表止口游標(biāo)卡尺,該量具早期屬于專用定制量具,但隨著加工方式的逐漸轉(zhuǎn)變及淺止口類零件測(cè)量需求的逐漸加大,此類量具已經(jīng)成為通用類量具的一種。由于尺上游標(biāo)前方帶有鐘面式百分表,較好地克服了卡尺由于長(zhǎng)期使用磨損及自身測(cè)量精度的影響,能夠很好地保證測(cè)量精度。部分量具廠家也相繼推出了止口千分尺專用量具,但止口游標(biāo)卡尺、千分尺由于價(jià)格昂貴、量程受限、內(nèi)外止口不能同時(shí)使用、使用中極易損壞等缺陷使不少用戶望而卻步。

(2)內(nèi)、外卡鉗間接測(cè)量
如圖3所示為內(nèi)、外帶表卡鉗,是專用間接測(cè)量的量具。卡鉗對(duì)測(cè)量工件的內(nèi)、外溝槽尺寸是十分得心應(yīng)手的器具。當(dāng)內(nèi)、外止口沒有更加合適的量具進(jìn)行測(cè)量時(shí),卡鉗可以臨時(shí)勝任。由于卡鉗屬于間接測(cè)量工具,在使用前需要與千分尺、實(shí)際合格的工件或量棒校對(duì)零位,然后再進(jìn)行間接測(cè)量并讀出數(shù)值。卡鉗在測(cè)量時(shí)需要在移動(dòng)中找到讀數(shù)的最大值,當(dāng)表針出現(xiàn)反方向轉(zhuǎn)折時(shí)的讀數(shù)即為最大尺寸。一般的帶表卡鉗測(cè)量量程為20 mm,在檢測(cè)直徑較小的工件時(shí)是很好的測(cè)量利器。當(dāng)止口直徑越大,測(cè)量時(shí)越容易影響測(cè)量的手感及很難找到最大的讀數(shù)值。因此,在檢測(cè)直徑較大的工件止口時(shí),卡鉗雖可以使用,但并非得心應(yīng)手。

(3)專用卡板
如圖4所示為檢測(cè)用卡板。卡板的測(cè)量原理與塞規(guī)很相近,無外乎是利用通、止的原理來檢測(cè)工件合格與否。如果卡板的通端能通過工件,而止端不能通過工件,則表示工件合格。不論使用卡板的通端還是止端,都必須使卡板垂直于工件軸線,不可歪斜,否則檢驗(yàn)結(jié)果就不準(zhǔn)確。特別是高精度或大尺寸工件的止口更要注意,位置稍有歪斜,檢驗(yàn)結(jié)果就會(huì)有很大出入。卡板通常都是成對(duì)出現(xiàn)的,但每個(gè)卡板都需要單獨(dú)定做,目前市場(chǎng)上常用的卡板基本上都是帶有標(biāo)準(zhǔn)公差帶的整數(shù)尺寸。卡板在長(zhǎng)期的使用中會(huì)出現(xiàn)測(cè)量面磨損的現(xiàn)象,因此在一定時(shí)間內(nèi),需要對(duì)卡板進(jìn)行重新校對(duì)、檢驗(yàn),防止工件出現(xiàn)成批次的返修或報(bào)廢。卡板屬于特定尺寸的檢測(cè)工具,并不能夠檢測(cè)其他部位以及對(duì)測(cè)量范圍的調(diào)整,在檢測(cè)過程中只會(huì)出現(xiàn)合格與不合格兩種情況,極易產(chǎn)生殘次品。所以卡板可以是檢驗(yàn)人員的驗(yàn)定工具,但并不適合加工人員在生產(chǎn)過程中對(duì)半成品工件的檢測(cè)。
2 自制專用測(cè)量工具
(1)外止口帶表卡規(guī)
為了測(cè)量方便、快捷,可以自制卡規(guī)進(jìn)行相對(duì)直徑測(cè)量。如圖5、6所示為外止口鐘面、杠桿百分表卡規(guī)。其結(jié)構(gòu)均由兩側(cè)的支撐板、中間可調(diào)桿橋及表頭構(gòu)成。制作時(shí)要保證兩個(gè)支撐板底平面在同一個(gè)平面中。當(dāng)外止口的高度在5~10 mm的范圍時(shí),可以選擇鐘面百分表卡規(guī),但需要表頭適當(dāng)傾斜一定的角度,防止與底平面發(fā)生剮蹭。當(dāng)止口的高度小于5 mm時(shí),就只能選擇杠桿百分表作為測(cè)量的工具了。測(cè)量前調(diào)整好可調(diào)桿橋的長(zhǎng)度,保證表頭在合理的測(cè)量范圍。首先將被測(cè)目標(biāo)尺寸的合格樣件作為校對(duì)的依據(jù),并以此調(diào)整好表的零位。測(cè)量時(shí)將表頭另一側(cè)的支撐板內(nèi)板面與止口外圓貼緊并以接觸點(diǎn)為測(cè)量、滑動(dòng)的圓心基點(diǎn),輕微施加向下的壓力并滑動(dòng)表頭側(cè),使卡規(guī)以右側(cè)接觸點(diǎn)為圓心在工件表面做圓弧滑動(dòng)。當(dāng)表針轉(zhuǎn)折并出現(xiàn)反向旋轉(zhuǎn)跡象時(shí),此點(diǎn)即為外止口的實(shí)際直徑尺寸。外止口杠桿百分表卡規(guī)使用的方法與鐘面百分表卡規(guī)基本一致,但由于杠桿百分表的測(cè)量范圍僅在1 mm左右且抗振能力較差,因此在校對(duì)零位、調(diào)整測(cè)量長(zhǎng)度以及使用過程中都要倍加小心。

(2)內(nèi)止口帶表卡規(guī)
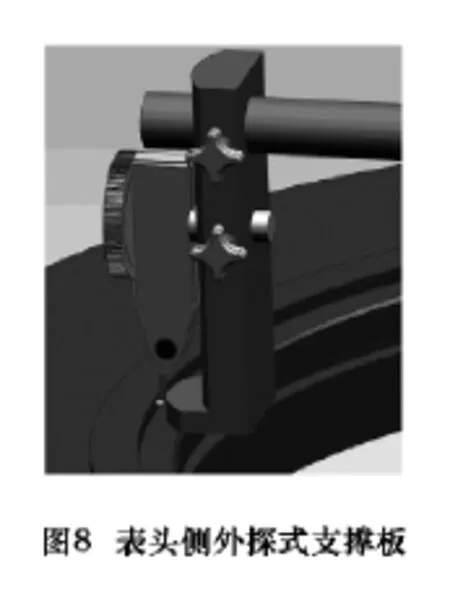
如圖7所示為內(nèi)止口杠桿百分表卡規(guī),內(nèi)止口卡規(guī)的測(cè)量方法與外止口測(cè)量方法完全相同,但內(nèi)止口不像外止口可以利用較大的零件平面來滑動(dòng)、支撐。由于受到空間的限制,故采用體積比較小的杠桿百分表作為相對(duì)示值顯示的對(duì)象。在測(cè)量時(shí)往往臺(tái)階底面較小且表頭向外探出的影響,占用了支撐板的空間位置,無法順利與工件接觸完成滑動(dòng)直徑測(cè)量。因此在制作表頭一側(cè)支撐板時(shí)要充分考慮接觸面過小等問題。如圖8所示為外探式滑動(dòng)支撐板,可以很好地解決支撐、滑動(dòng)及表頭安裝的問題。使用中要注意,由于接觸面積較小并不能施加過大的向下壓力,測(cè)量者要兩手同時(shí)扶持兩個(gè)測(cè)量板,防止外力過大使卡規(guī)變形影響測(cè)量精度。


3 測(cè)量方法的功效對(duì)比
以上筆者介紹了4種檢測(cè)深度較淺止口直徑的方法。帶表止口游標(biāo)卡尺測(cè)量精度較好、測(cè)量范圍廣,但只能夠檢測(cè)外止口直徑,價(jià)格較高;內(nèi)、外帶表卡鉗測(cè)量結(jié)果直觀、操作簡(jiǎn)便,量程較小,測(cè)量止口直徑存在不穩(wěn)定的現(xiàn)象;卡板是成品檢測(cè)的極佳驗(yàn)具,但無法滿足加工現(xiàn)場(chǎng)半成品檢測(cè)的需求。
動(dòng)手自制帶表卡規(guī)為加工企業(yè)提供了一個(gè)測(cè)量淺止口直徑的既投入少又效果好的測(cè)量方法。卡規(guī)具有以下優(yōu)點(diǎn):(1)根據(jù)淺止口結(jié)構(gòu)的尺寸要求,通過改變測(cè)頭的測(cè)量位置,可實(shí)現(xiàn)不同尺寸要求的淺止口直徑的測(cè)量[1]。(2)操作簡(jiǎn)單,使用方便,能根據(jù)半成品的加工尺寸及時(shí)調(diào)整刀具的補(bǔ)償,保證最終零件的尺寸精度。(3)可以選擇較輕便的鋁合金材料制作卡規(guī),大大減輕了檢具的重量。
4 結(jié)語
在實(shí)際生產(chǎn)中,各類較淺止口盤類工件紛繁復(fù)雜,需要從業(yè)人員細(xì)心研究,自制出適合工件檢測(cè)的帶表卡規(guī)。
[1]丁霖.淺止口直徑測(cè)量方法[J].機(jī)械工程師,2009(7):54.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
