GIS中電阻斷口電阻觸頭制造工藝改進(jìn)
2013-08-14 05:42:30孟祥喜
河南科技 2013年14期
關(guān)鍵詞:工藝
姬 瑜 孟祥喜
(河南平高電氣股份有限公司,河南 平頂山 467001)
一 前言
電阻觸頭在550kV及以上電壓等級(jí)GIS系列產(chǎn)品和罐式斷路器產(chǎn)品中,是電阻斷口的核心部件。為滿(mǎn)足產(chǎn)品電性能和機(jī)械性能要求電阻觸頭由兩部分裝配后再機(jī)加工成型。項(xiàng)1為導(dǎo)電用鋁合金,兩側(cè)面鍍銀5μm;項(xiàng)2為操作用合金鋼,電阻觸頭由兩部分粘膠后裝配,裝配力矩為200N·m,裝配中要求對(duì)接的鍍銀面不允許有膠液,固化后進(jìn)行機(jī)械加工,加工后要求a、b間電阻值小于20μΩ,對(duì)接面不允許有切削液,電阻觸頭表面不允許銹蝕,兩種材料之間圓滑過(guò)渡,使其形成一個(gè)整體(見(jiàn)圖1)。

圖1 電阻觸頭
二 加工難點(diǎn)和原工藝存在的問(wèn)題
最初我們使用下述加工工藝加工。在項(xiàng)2螺紋外部涂抹厭氧膠,在項(xiàng)1內(nèi)螺紋內(nèi)噴涂促進(jìn)劑后擰緊,擰緊力矩200N·m。簡(jiǎn)單防護(hù)后進(jìn)行機(jī)加工,加工過(guò)程中使用切削液數(shù)車(chē)加工。加工后表面粗糙度良好。但是裝配后的電阻觸頭經(jīng)測(cè)量有些阻值合格有些不合格,挑選裝配后合格的經(jīng)過(guò)機(jī)加工以后又出現(xiàn)電阻值超差。電阻值不穩(wěn)定,電阻值超差問(wèn)題同時(shí)困擾著裝配和機(jī)加工。經(jīng)過(guò)認(rèn)真分析,前期制造工藝中存在以下問(wèn)題:(1)沒(méi)有專(zhuān)用工裝,裝配困難,項(xiàng)1、項(xiàng)2裝配擰緊力矩難以保證,繼而難以保證裝配電阻要求。如圖2。(2)接觸面殘留膠液、切削液,造成裝配后、加工后電阻值飄移、超差,切削液成為混入異物來(lái)源。如圖3,4,5。(3)電阻觸頭表面銹蝕,GIS氣室內(nèi)不能有異物混入,涂油保護(hù)不可行。(4)兩種金屬膨脹系數(shù)差別較大,過(guò)渡面加工后有臺(tái)階,不能滿(mǎn)足電場(chǎng)性能要求。
鑒于以上情況,改進(jìn)電阻觸頭的制造方式,保證零部件和產(chǎn)品的質(zhì)量迫在眉睫。

圖2 裝配困難

圖3 電阻值漂移(1.7μΩ-28μΩ)

圖4 、圖5 對(duì)接面有膠
三 新工藝方案及實(shí)施驗(yàn)證
1.改進(jìn)裝配結(jié)構(gòu),保證膠液不殘留在對(duì)接面

2.優(yōu)化并固化裝配工藝
首先,要求對(duì)兩個(gè)裝配子件進(jìn)行不涂膠試裝配,檢查螺紋配合良好。其次,細(xì)化涂膠工藝要求。
①計(jì)算合理膠液用量,要求涂膠時(shí)候嚴(yán)格執(zhí)行。將膠液擠到項(xiàng)2外螺紋,從第三扣開(kāi)始涂抹,一共涂抹20扣左右,長(zhǎng)度40mm。②然后使用專(zhuān)用毛筆將膠液均勻刷在所涂抹的20扣外螺紋表面。③在項(xiàng)1內(nèi)螺紋噴涂適量促進(jìn)劑后將項(xiàng)1、項(xiàng)2裝配在一起,裝配長(zhǎng)度不要到項(xiàng)2涂抹膠液位置。④將電阻觸頭使用臺(tái)虎鉗固定牢固。⑤使用定值力矩將項(xiàng)1、項(xiàng)2擰緊至規(guī)定力矩,測(cè)量并記錄項(xiàng)1、項(xiàng)2間電阻值是否小于20μm,不合格的拆解檢查對(duì)接面是否殘留膠液。⑥將電阻觸頭項(xiàng)2外露的螺紋表面涂上薄薄一層B8潤(rùn)滑脂作為后續(xù)工序間防腐措施。⑦將裝配好的電阻觸頭放置在恒溫烘干間烘干固化2小時(shí),溫度要求60℃,并作放置時(shí)間和取用時(shí)間記錄,操作者蓋章確認(rèn)。⑧到取用時(shí)間后從烘干間取出,放置在8級(jí)潔凈度車(chē)間空冷2小時(shí)后使用一層發(fā)泡塑料布包裝送至機(jī)加工車(chē)間加工。

3.設(shè)計(jì)專(zhuān)用工裝保證裝配力矩
裝配力矩適當(dāng)可以保證接觸面壓緊,從而保證裝配電阻。裝配力矩小會(huì)造成裝配電阻較大,裝配力矩過(guò)大會(huì)增加裝配難度,損傷螺紋連接強(qiáng)度。
4.改進(jìn)加工方法
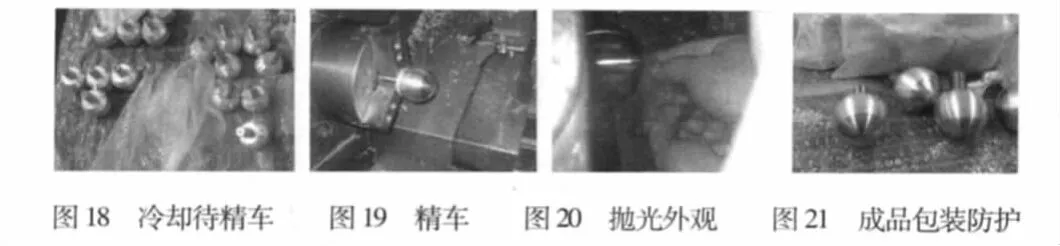
數(shù)車(chē)軟爪卡項(xiàng)1螺紋M24,項(xiàng)2鍍銀面與卡盤(pán)之間加聚四氟乙烯墊防護(hù),防止劃傷鍍銀面。不使用切削冷卻液粗車(chē)半球,主軸轉(zhuǎn)速800r/min,吃刀量0.5mm/r,留量1mm。半精車(chē)主軸轉(zhuǎn)速1000r/min,吃刀量0.3mm/r,留量0.3mm。半精車(chē)后冷卻兩小時(shí)至室溫后再進(jìn)行精車(chē),精車(chē)成型后使用百潔布拋光球面,彌補(bǔ)未使用切削液可能造成的表面粗糙度不足,注意過(guò)渡部位平滑過(guò)渡。卸下零件10分鐘后使用發(fā)泡塑料布包裝,打印完可追溯出廠標(biāo)識(shí)后使用防潮紙單件包裝,再使用發(fā)泡塑料包裹膠帶粘牢后放入50克硅膠,每5件密封包裝存儲(chǔ)待用。

經(jīng)過(guò)上述改進(jìn),避免了由于設(shè)計(jì)缺陷造成的后續(xù)裝配難度增加的后果;為該結(jié)構(gòu)制作的專(zhuān)用工裝保證了裝配力矩要求;為該結(jié)構(gòu)細(xì)化的裝配工藝保證了部件裝配質(zhì)量的穩(wěn)定,避免了合金鋼銹蝕和對(duì)接面殘留膠液影響電阻值;機(jī)加工工藝的改進(jìn)解決了螺紋縫隙和對(duì)接面縫隙殘留切削液?jiǎn)栴},從而影響電阻值不穩(wěn)定的難題;同時(shí)機(jī)加工工藝的改進(jìn),避免了吃刀量過(guò)大造成零件加工發(fā)熱嚴(yán)重造成的不同金屬過(guò)渡面加工后有臺(tái)階的問(wèn)題。
四 結(jié)語(yǔ)
目前,該工藝已經(jīng)納入到我公司GIS產(chǎn)品的生產(chǎn)中,給生產(chǎn)帶來(lái)了良好的效益,同時(shí)也得到了工人的一致認(rèn)可,有效的提高了零件合格率,降低了不必要的質(zhì)量損費(fèi)。同時(shí),化解了由于不合格責(zé)任不明造成的裝配部門(mén)與機(jī)加工部門(mén)之間的矛盾。解決目前斷路器電阻斷口電阻觸頭的加工問(wèn)題,最終保證了產(chǎn)品的質(zhì)量。對(duì)于批量生產(chǎn)的零部件問(wèn)題,尤其是原因眾多,不以區(qū)分影響程度的情況,可以采用六西格瑪方法,QC方法解決質(zhì)量問(wèn)題。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
