數控沖鈑金加工常見問題及改善措施
2013-06-18 01:14:44株洲南車時代電氣股份有限公司湖南412001范志濠
金屬加工(冷加工) 2013年23期
關鍵詞:變形
株洲南車時代電氣股份有限公司(湖南 412001)范志濠
1.零件脫落
為了提高數控沖加工的效率和板材的利用率,要求板材一次定位加工多個零件,在加工過程中,一些零件從板材上脫落下來,這就是零件脫落。零件脫落輕則停止繼續加工降低生產效率,重則造成加工事故。因此數控沖加工中的零件脫落問題,已經嚴重影響了工作效率和加工安全。
零件脫落主要是加工時設置的微連接不足,零件在加工中由于振動和沖擊造成了微連接斷裂,從而零件從板材上脫落下來。因此在加工過程中設置好微連接的尺寸,將會減少板材脫落的問題發生。對于板厚為0.1~1.0mm的鋁板,薄板留量小,板厚留量大;韌性板材留量小,脆性板材留量大;零件小留量小,板材大留量大。對于板厚小于2mm的鋁板,微連接為0.25mm,而其他板材為0.3mm;對于板厚大于2mm的鋁板,微連接為0.30mm,而其他板材為0.35mm。
2.廢料反彈
廢料反彈是指在數控沖加工過程中,沖裁廢料反彈到加工板材上。沖孔廢料反彈到加工板料上使板料厚度局部增加,易造成刀具磨損加劇和加工質量問題。
(1)造成廢料反彈的主要原因:①刃口的鋒利度不足。刃口圓角越大,越容易造成廢料反彈。②模具的入模量。每個工位模具沖壓時,要求入模量是一定的,模具入模量小,易造成廢料反彈。③模具的間隙是否合理。不合理的模具間隙,易造成廢料反彈。④被加工板材的表面是否有油物。若加工板材表面有油污,則上刀具下沖時打滑造成沖裁面積受力減小,廢料沖不下。
(2)預防措施:①當沖模R角變鈍、R角值增至0.2mm時需修模;當剪切毛刺大于0.4t時,需要進行修磨刀具,保持刀具的鋒利,以減小廢料反彈的概率。②采用“無廢料”結構的下模時,上模須沖入下模至少2.5mm,才能達到防止廢料反彈的效果。如果上模不能沖入2.5mm深,則需要通過加裝墊片來解決。③模具進行沖裁時,間隙要合理。一般加工時的間距要求如附表所列。④在板材加工前去除板材表面油污:用濕抹布擦拭板料表面即可;對于貼膜加工的板材一般不會出現油污現象,只要保證所貼膜表面沒有油污即可。
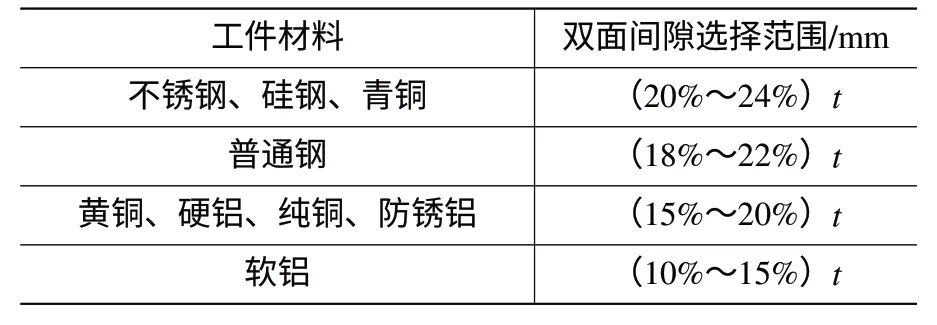
間距要求表
3.板材變形太大
板料數控沖加工時,由于殘余應力的影響,易引起板料變形。板料變形過大,會影響加工零件的質量,同時有可能造成加工事故。
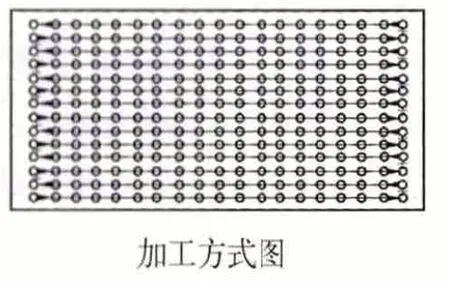
為了解決板料變形過大的問題,一般加工板料時按先定義X方向,再定義Y方向;沖孔時要滿足模具加工規范的要求;對于多個零件的排列加工,一般按Y方向加工;在網孔的數控沖加工中由于殘余應力的存在,必然引起板料的變形,再以 Y方向迂回加工,極有可能使得板料與機床的上下轉盤發生碰撞、卷料,構成極不安全的隱患。如果以附圖的方式加工,不但加工時間比較短,而且由于以X方向迂回加工,使得板料的變形部分在加工的過程中逐步降低了板料與機床發生碰撞退出上下轉盤之間,極大地減小了卷料的危險。
4.板材切邊劃痕太多
用方形刀具加工的板料兩邊緣劃痕太多,影響零件的加工和裝配質量。造成劃痕的原因是加工時,方形刀具與板材接觸加工的棱角所留下的痕跡。為了減少和避免劃痕,一般在滿足加工條件的前提下,要求節距越大越好;適當對零件剪切邊沿進行打磨加工。
5.模具磨損太快
影響模具損耗的原因一般為:在沖模材料的內部,或多或少都存在有金屬缺陷,如微裂紋、雜質、呈線性排列的金屬或碳的析出物等。模具損傷絕大多數出現在這些缺陷處,沖模金屬缺陷越多就越易出現損傷;引起沖模損傷的外因是沖模受力的大小與被加工板料的厚度、力學性能、沖模間隙大小及沖模刃口鋒利程度等。保持加工臺面清潔,保持潤滑良好,采用間隙適合的沖模,要及時修復沖模刃口等,都可以有效地避免不必要的沖模損耗。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
