用數(shù)控銑床加工多品種飛輪信號(hào)齒
2013-10-12 05:55:18東風(fēng)十堰發(fā)動(dòng)機(jī)部件有限公司湖北442003佀金生
金屬加工(冷加工) 2013年23期
東風(fēng)(十堰)發(fā)動(dòng)機(jī)部件有限公司 (湖北 442003)佀金生
現(xiàn)代發(fā)動(dòng)機(jī)部件越來(lái)越多樣化,隨著電噴發(fā)動(dòng)機(jī)的普及,飛輪基本都有信號(hào)齒。而信號(hào)齒的樣式多種多樣,傳統(tǒng)的滾齒機(jī)已經(jīng)滿(mǎn)足不了加工要求,并且無(wú)法適應(yīng)多品種、小批量的生產(chǎn)方式,所以現(xiàn)在數(shù)控銑齒得到越來(lái)越多的應(yīng)用。本文主要介紹數(shù)控銑齒的特點(diǎn)和應(yīng)用方法。
1.數(shù)控銑齒的硬件
數(shù)控銑齒的設(shè)備:數(shù)控銑床或加工中心、分度頭(見(jiàn)圖1a);數(shù)控銑齒的刀具:三面刃銑刀(見(jiàn)圖1b)。

圖1
2.適合用數(shù)控銑齒方式加工的幾種飛輪信號(hào)齒
(1)大馬力飛輪。特點(diǎn)是有58個(gè)窄信號(hào)齒和1個(gè)寬信號(hào)齒(見(jiàn)圖2)。由于齒不等分,所以無(wú)法用滾齒機(jī)加工。而用數(shù)控銑床銑齒,可以加工任意數(shù)量和位置及寬度的信號(hào)齒。
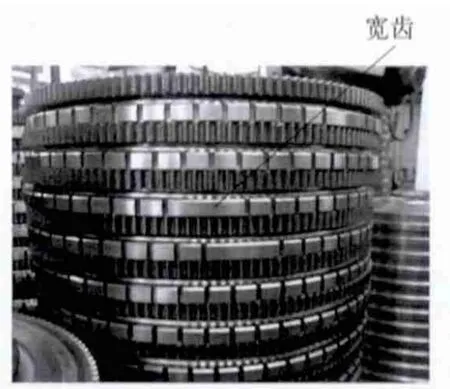
圖2
(2)南充飛輪。特點(diǎn)是有58個(gè)信號(hào)齒和1個(gè)兩齒寬的缺口(見(jiàn)圖3)。由于滾齒機(jī)無(wú)法去齒,只能滾齒后在其他工序再銑掉2齒。而用數(shù)控銑可以在一道工序內(nèi),一次裝夾加工完成。
(3)小批量、多品種、齒寬不同的飛輪。特點(diǎn)是齒寬多樣,如果對(duì)應(yīng)每個(gè)齒寬的飛輪都做滾刀,成本太高,所以不適合用滾齒機(jī)加工。如果用數(shù)控銑床銑齒,只要用一把三面刃銑刀,通過(guò)改變數(shù)控加工程序就可以加工各種齒寬的信號(hào)齒。

圖3
3.數(shù)控銑齒的工裝、刀具特點(diǎn)及調(diào)整方法
銑齒用三面刃銑刀的特點(diǎn):
(1)必須為三面刃銑刀,可以是可轉(zhuǎn)位刀片銑刀,也可以是焊接硬質(zhì)合金刀片銑刀。
(2)為了減小刀具銑削時(shí)振動(dòng)導(dǎo)致的槽寬不穩(wěn)定,須采用較小的進(jìn)給量,因此適合采用密齒銑刀。
(3)在加工齒寬不同的多種飛輪時(shí),可選擇齒寬最小的一種齒寬設(shè)計(jì)或訂購(gòu)銑刀。為了節(jié)省不必要的銑刀費(fèi)用,可以通過(guò)改變數(shù)控加工程序的方法用齒寬窄的銑刀加工出齒寬大于銑刀齒寬的齒槽。
分度頭的特點(diǎn):分度頭與數(shù)控系統(tǒng)連接,可以由數(shù)控程序控制。分度單位可分為0.5°、1°等。根據(jù)產(chǎn)品信號(hào)齒分度需要選擇。
調(diào)整工裝、刀具方法:首先設(shè)定工作原點(diǎn),即編程原點(diǎn)。原點(diǎn)Y方向零點(diǎn)為銑刀中心和飛輪信號(hào)齒厚度的中點(diǎn)對(duì)齊。X方向零點(diǎn)為刀具外圓離開(kāi)飛輪信號(hào)齒外圓3mm。Z軸零點(diǎn)為銑刀厚度中點(diǎn)與飛輪信號(hào)齒水平方向最外處切點(diǎn)(根據(jù)圖樣信號(hào)齒右向標(biāo)注)。
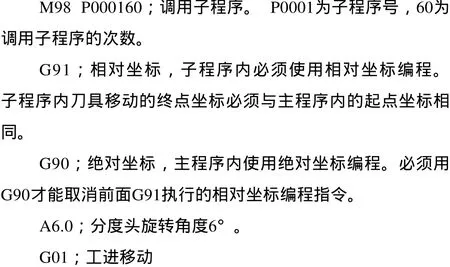
4.數(shù)控程序編制方法
數(shù)控程序是實(shí)現(xiàn)數(shù)控銑床加工多種形式信號(hào)齒和窄銑刀銑寬齒槽的關(guān)鍵。主要是用調(diào)用子程序的方法實(shí)現(xiàn)對(duì)多個(gè)齒槽的循環(huán)加工,不用對(duì)每個(gè)齒的銑削軌跡編程,只要把單個(gè)齒的走刀軌跡編為子程序,然后根據(jù)銑齒的數(shù)量調(diào)用相應(yīng)次數(shù)的子程序即可。
以國(guó)產(chǎn)南京思索數(shù)控系統(tǒng)為例,主要指令為:
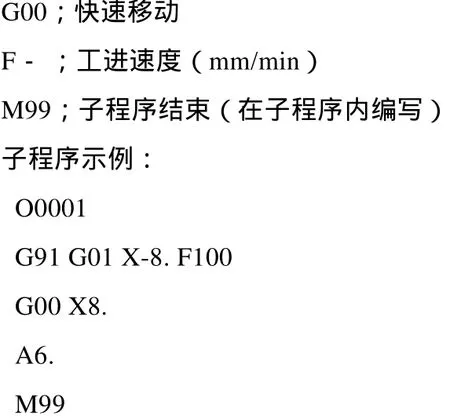
加工銑齒并去齒的飛輪信號(hào)齒時(shí),在銑削完60個(gè)信號(hào)齒后,刀具停在齒根部,飛輪慢速旋轉(zhuǎn),銑掉多余的齒即可。薄銑刀加工寬齒槽時(shí),子程序編制中讓銑刀對(duì)稱(chēng)齒槽中心線(xiàn)上下移動(dòng)需要增加的寬度,用銑兩刀的方法就可以實(shí)現(xiàn)。
5.結(jié)語(yǔ)
綜上所述,數(shù)控銑齒方法非常適合小批量、多品種飛輪信號(hào)齒的加工。在新品開(kāi)發(fā)時(shí)由于不需要重新定做滾刀,所以具有開(kāi)發(fā)周期短、成本低的優(yōu)點(diǎn)。在加工非均分信號(hào)齒時(shí)解決了滾齒無(wú)法加工的難題。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
兒童故事畫(huà)報(bào)(2019年5期)2019-05-26 14:26:14
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
Coco薇(2016年2期)2016-03-22 02:42:52
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(bào)(2015年3期)2015-11-11 17:20:00
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
