轎車制動盤的精加工工藝
2013-10-12 05:55:16河南萬向系統制動器有限公司新鄉453500張曉東
金屬加工(冷加工) 2013年23期
河南萬向系統制動器有限公司 (新鄉 453500) 唐 娟 張曉東
諸城市義和車橋有限公司 (山東 262200) 關炳奇
轎車制動盤在制動器零部件中屬精密零件,尺寸精度要求較高,特別是兩制動面的圓周厚薄差通常要求0.009mm,平行度要求0.04 mm,跳動要求0.025 mm。這些形位公差都靠精加工保證。同行都使用數控車床并采用雙刀同步車削工藝來保證,也有的會根據顧客要求采用兩制動面同時磨削工藝。加工示意如圖1、圖2所示。
我公司是專業生產汽車制動器的公司,生產各種制動器總成及相關零部件,對制動盤的生產已有十幾年的經驗,以往我們是采用雙端面同步磨削工藝來保證制動盤的形位公差。2012年我們為客戶開發了一種新品制動盤,材料為HT250+6種微量合金,如圖3所示。在試生產期間,客戶取消了磨削要求,以上形位公差必須用車削完成,而此時我們設備上的雙刀裝置也出現了故障。為此,必須改變思路,思考另一種加工方法迫在眉睫。
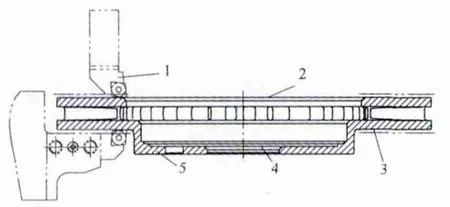
圖1 雙刀同步車削示意
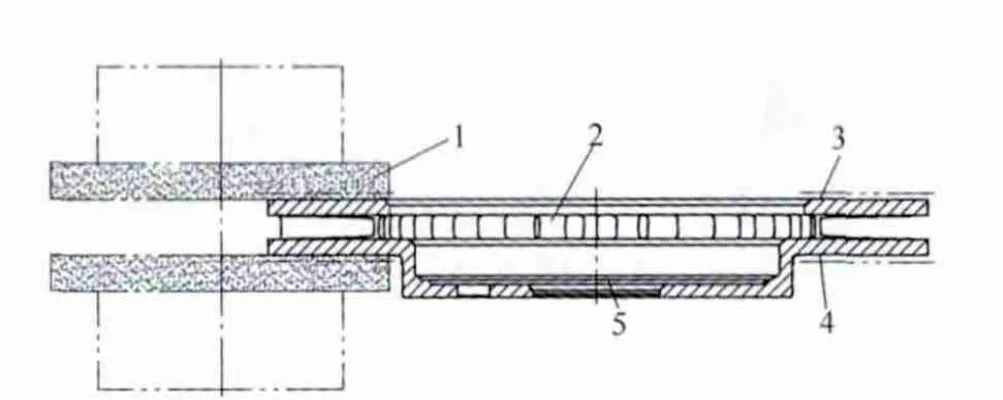
圖2 同步磨削示意
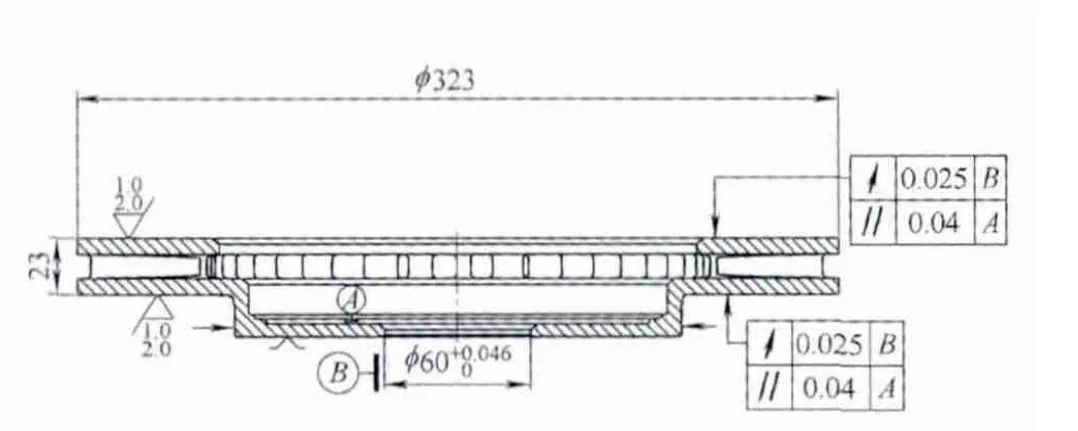
圖3 制動盤
1.分析
既然兩面不能同時加工,那么一次加工一個面是否可行呢?首先分析設備是否可行。設備除了有一套雙刀裝置外,還有獨立的刀塔,刀塔的端面及將兩把刀分別裝在兩個刀座上,對兩制動面分別進行加工,這樣效率上肯定會降低,這并不重要,關鍵質量是否能達到要求?其次要分析兩制動面為什么要同時加工。制動盤在精加工時為保證形位公差及表面粗糙度值Ra=1.0~2.0μm,我們選用的是陶瓷刀片,加工參數為:vc=500m/min、 f=0.2mm/r,加工余量不大于0.3mm。壁薄且直徑較大的工件,制動面如果無支撐,在高速旋轉的情況下,剛性較差,自身會發生抖動。
如果一次加工一個面,刀具與工件會發生共振現象,加工面將出現振刀紋,此時表面粗糙度及形位公差都達不到要求。如果用雙刀同時加工,兩把刀同時夾緊工件,增加工件的剛性,工件便不會抖動,也不會出現振刀紋,并且兩把刀行徑一致,只要設備本身精度沒有問題,形位公差便能有效控制,效率也提高不少。制動盤直徑323mm,屬于直徑較大產品,厚度23mm,不屬于薄壁件。首先驗證工件在高速旋轉時自身是否會發生變形。
2.驗證
將工件裝到卡盤上夾緊,低速旋轉工作臺,將百分表固定到刀架上,測量制動面跳動量,如圖4所示,然后百分表測量位置不變,再高速旋轉工作臺,轉速達到精加工時的轉速,此時跳動量與低速旋轉時比較幾乎無變化。此方法證明工件剛性較好。然后將上、下面選用跟雙刀加工一樣的參數,先加工一個面,然后再加工另一個面,如圖5、圖6所示。通過對每個工件的測量,發現制動面表面粗糙度不穩定,每次都是新刀尖加工的還行,加工20件左右后,表面粗糙度便超差,后來通過跟刀具供應商溝通,發現制動盤因材質里面含有少量鈦、鉻、鉬等較硬材料,非常影響刀具壽命。供應商為我們提供了一種CBN刀片,此刀片屬超硬材料,適合高速加工,刀片壽命較高。加工參數為:vc=800m/mim,f=0.2mm/r,加工余量0.3mm。經過對100個工件的連續加工、測量,各形位公差均達到客戶要求。表面粗糙度值前60只均可穩定到Ra=1.2~1.8μm之間,到第61只開始不穩定,更換新刀片后即可。通過多次驗證,最終將刀片壽命定到60只。而且通過刀具切削速度的提高及各工序間尺寸的調整,生產節拍同雙刀加工一樣——105s,絲毫不影響客戶要求節拍。
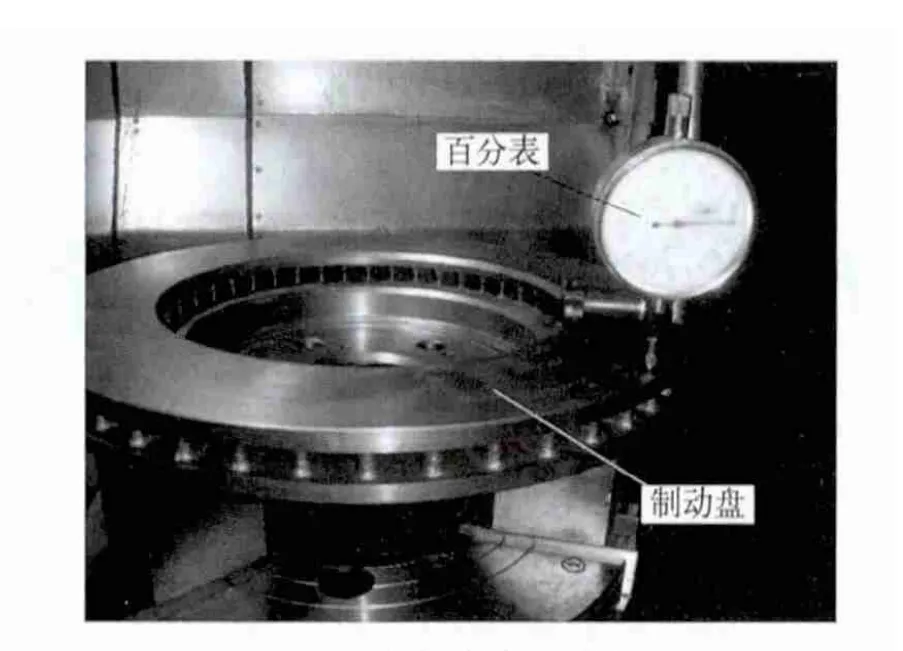
圖4 檢測制動盤剛性
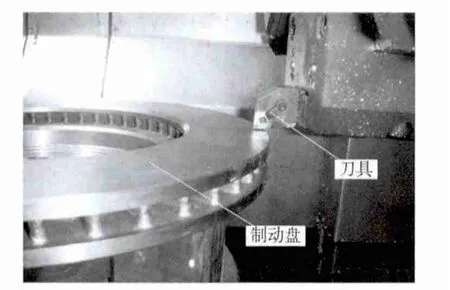
圖5 加工上制動面
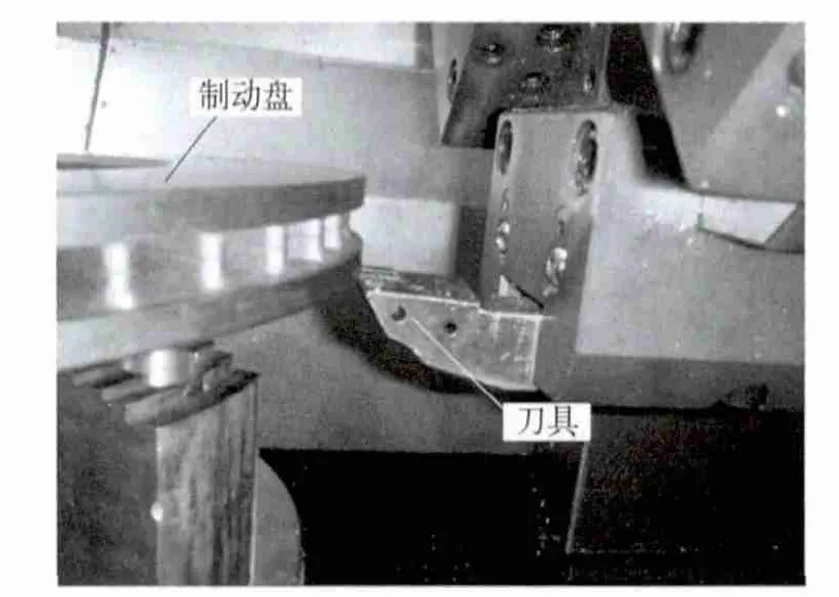
圖6 加工下制動面
3.結語
截至2012年底,我們用此方法成功為客戶開發了4種產品,生產節拍絲毫不受影響。現4種產品已全部批量生產。通過一年多現場實踐積累,總結出以下經驗:不管是普通的臥式數控車還是立式數控車,只要設備精度不下降,都可用此方法加工,加工時上下面參數選取不一定一致(主要是進給量),應根據實測表面粗糙度值進行調整,而且在加工薄壁零件時,參數的選取要避開工件與刀具的共振,這就需要根據不同的設備進行現場實際驗證。
