船用柴油機(jī)活塞桿的砂帶振動(dòng)拋光工藝改進(jìn)
2013-10-12 05:55:16大連萬(wàn)德厚船舶工程有限公司遼寧116600
金屬加工(冷加工) 2013年23期
大連萬(wàn)德厚船舶工程有限公司 (遼寧 116600) 陳 楠
秦皇島長(zhǎng)白機(jī)械有限責(zé)任公司 (河北 066311) 王繼紅
活塞桿是船用柴油機(jī)的主要運(yùn)動(dòng)部件之一,柴油機(jī)工作時(shí)活塞桿承受周期多變的氣體力和慣性力的作用,其加工質(zhì)量將直接影響柴油機(jī)的性能。活塞桿屬于長(zhǎng)軸類零件,兩端都是平面法蘭,桿身為圓柱空心體,外表面淬火硬化處理,具有較高的抗拉強(qiáng)度和剛度,如圖1所示。為保證船舶航行時(shí)柴油機(jī)的性能,活塞桿表面的形位公差和表面粗糙度要求都較高。傳統(tǒng)的砂輪磨削加工方式已難以同時(shí)滿足活塞桿質(zhì)量和生產(chǎn)效率的要求,還有船東對(duì)船用產(chǎn)品外觀日益嚴(yán)格的要求。因此,我們將表面精加工作為提高活塞桿加工質(zhì)量和效率,以及不斷滿足船東要求的工藝改進(jìn)研究方向。根據(jù)活塞桿長(zhǎng)軸類零件的特點(diǎn),并結(jié)合我廠多年加工活塞桿的實(shí)踐經(jīng)驗(yàn),我們發(fā)現(xiàn)砂帶振動(dòng)拋光輔助砂輪粗磨的工藝方案是行之有效的。
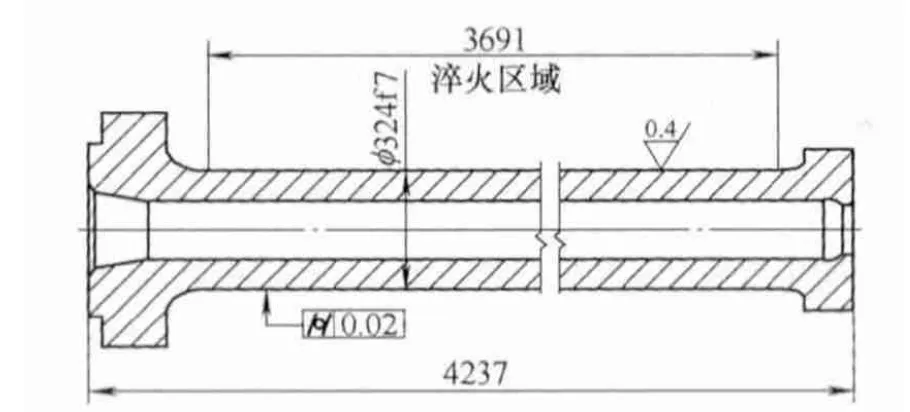
圖1 船用柴油機(jī)活塞桿
1.問(wèn)題分析
活塞桿表面淬火后硬度較高,按相關(guān)規(guī)范要求一般達(dá)到維氏硬度420~620HV20。磨削是最常使用的加工方法,但磨削效率較低,物料成本和機(jī)床維護(hù)成本都較高。以我廠加工的瓦錫蘭7RT—flex82T機(jī)型活塞桿為例(見(jiàn)圖1),其重量2590kg,總長(zhǎng)4237mm,淬火區(qū)域長(zhǎng)度3691mm,直徑324f7mm,圓柱度在0.02mm之內(nèi),表面粗糙度值要求Ra=0.4μm,淬火前表面余量一般在φ0.6~φ0.8mm。為滿足要求,國(guó)產(chǎn)M1380B×50外圓磨床砂輪粗磨加精磨方式加工單件活塞桿需要工時(shí)約20h,但成品后的表面外觀很難讓船東滿意。采取砂帶振動(dòng)拋光輔助砂輪粗磨的工藝方案,最終成品不僅可以滿足圖樣要求,而且表面不再有砂輪磨削留下的環(huán)狀條紋和振紋,總計(jì)需要工時(shí)約為18h,其中砂輪粗磨需要工時(shí)約15h,砂帶振動(dòng)拋光需要工時(shí)約3h。利用公司現(xiàn)有的國(guó)產(chǎn)HT125×50重型臥式車床即可實(shí)現(xiàn)砂帶振動(dòng)拋光,而車床的綜合工時(shí)費(fèi)只是外圓磨床的一半。
這樣,通過(guò)工藝改進(jìn),雖然增加了一道加工工序,但我們同時(shí)實(shí)現(xiàn)了活塞桿加工質(zhì)量和效率的提高,而且節(jié)省了成本,尤其重要的是能夠滿足船東對(duì)于船用產(chǎn)品外觀的嚴(yán)格要求。
2.工藝改進(jìn)
砂帶振動(dòng)拋光系統(tǒng)安裝在臥式車床上即可使用,一次性投人較少,柔性較大。工作時(shí),砂帶以恒速單向輸送配合拋光頭的高速寬幅振動(dòng)進(jìn)行拋光,砂帶不會(huì)重復(fù)使用,避免了一般精拋時(shí)所出現(xiàn)之工件首尾拋光效果不一致的弊病,能夠有效去除砂輪磨削造成的振動(dòng)條紋和擺動(dòng)條紋,加工后的工件表面一致性較佳,對(duì)比效果如圖2所示。相比較于傳統(tǒng)的砂輪精磨提高表面粗糙度的方式,砂帶振動(dòng)拋光工藝的加工效率高,質(zhì)量容易控制。采用砂帶振動(dòng)拋光替代砂輪精磨,輔助砂輪粗磨的工藝方案,非常適合我公司活塞桿表面精加工的生產(chǎn)現(xiàn)狀。
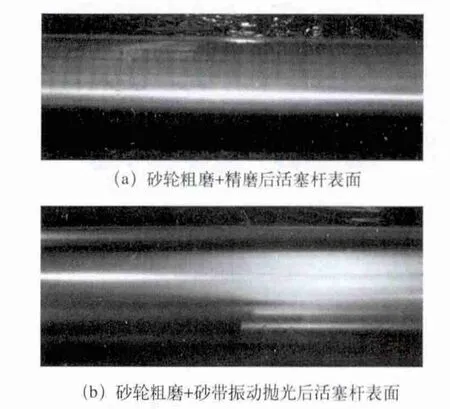
圖2 砂輪粗精磨削與粗磨后振動(dòng)拋光效果對(duì)比
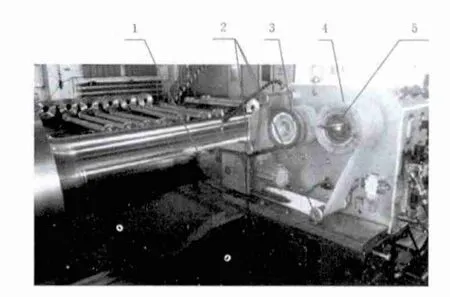
圖3 振動(dòng)拋光機(jī)
(1)砂帶振動(dòng)拋光系統(tǒng) 系統(tǒng)由振動(dòng)拋光機(jī)(見(jiàn)圖3)、聯(lián)接底座、臥式車床、冷卻裝置和過(guò)濾裝置組成。振動(dòng)拋光機(jī)經(jīng)聯(lián)接底座安裝在臥式車床溜板箱上,確保接觸輪與車床中心高一致。冷卻裝置采用車床本身的冷卻系統(tǒng),過(guò)濾裝置采用外圓磨床使用的工業(yè)纖維過(guò)濾布結(jié)合冷卻系統(tǒng)即可。
(2)振動(dòng)拋光機(jī) 公司選用某S4-Ⅲ型振動(dòng)拋光機(jī)用于活塞桿的拋光。如圖3所示,砂帶安裝在拋光機(jī)的輸出輪上,經(jīng)導(dǎo)帶輪和接觸輪連接在卷帶輪上。砂帶的收放速度在0~100mm/min可調(diào),由拋光位上的接觸輪通過(guò)氣缸中壓縮空氣的壓力緊貼在活塞桿表面,接觸壓力在0~1MPa可調(diào),接觸輪選用一定硬度的橡膠制成,其振動(dòng)頻率為0~30Hz可調(diào),振幅5mm。拋光開(kāi)始時(shí)活塞桿與砂帶相向轉(zhuǎn)動(dòng),接觸輪在自轉(zhuǎn)的同時(shí)也按一定頻率振動(dòng),并在一定的壓力下使砂帶接觸活塞桿表面開(kāi)始拋光。
(3)砂帶 根據(jù)活塞桿的45鋼材質(zhì)和表面粗糙度值要求Ra=0.4μm,振動(dòng)拋光時(shí)選用3M公司開(kāi)式型IMFF系列362L精磨帶。這是一種采用精選氧化鋁磨料經(jīng)結(jié)合劑均勻涂附于高平整度高強(qiáng)韌性聚酯薄膜背基的開(kāi)式砂帶,廣泛應(yīng)用于軸類零件拋光。開(kāi)式砂帶工作面容屑空間較大,表面不重復(fù)使用,細(xì)小磨屑可隨時(shí)帶走,不會(huì)造成拋光面堵塞,因而溫度低,不易造成活塞桿表面積熱燒傷。
活塞桿經(jīng)淬火粗磨后,表面粗糙度值達(dá)到Ra=0.6~1.0μm之間即可,據(jù)此我們分別選用粒度為60μm和30μm的兩種精磨帶作為拋光用砂帶。經(jīng)兩臺(tái)份7RT—flex82T機(jī)型16件活塞桿的振動(dòng)拋光試驗(yàn),我們得到活塞桿表面粗糙度與砂帶粒度關(guān)系如表1所示。由表1可得,活塞桿粗磨至表面粗糙度值Ra=0.8μm時(shí)配合粒度30μm的砂帶振動(dòng)拋光工藝實(shí)施,能夠在盡可能節(jié)省綜合成本前提下,保證表面粗糙度值Ra≤0.4μm的實(shí)現(xiàn)。試驗(yàn)中還發(fā)現(xiàn),當(dāng)活塞桿粗磨后表面磨削痕跡相對(duì)較重時(shí),需要粒度60μm和30μm的兩種砂帶配合使用才能實(shí)現(xiàn)較理想的外觀效果。
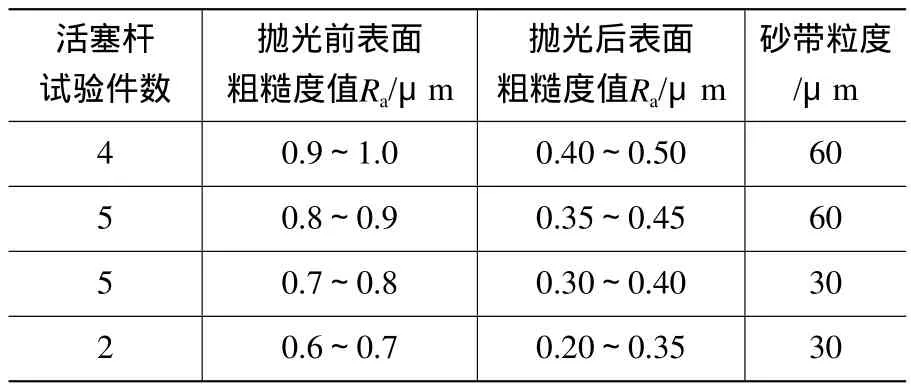
表1 活塞桿表面粗糙度與砂帶粒度
(4)工藝參數(shù) 影響砂帶振動(dòng)拋光效果的工藝參數(shù)較多,主要有活塞桿轉(zhuǎn)速、拋光機(jī)移動(dòng)速度(車床進(jìn)給量)、接觸輪的振動(dòng)頻率和接觸壓力、收帶速度以及砂帶張緊力等。根據(jù)活塞桿的重量和尺寸情況,以及多次振動(dòng)拋光試驗(yàn)的數(shù)據(jù)分析,我們確定了工藝參數(shù)的選擇,如表2所示。

表2 活塞桿砂帶振動(dòng)拋光主要工藝參數(shù)
3.可能產(chǎn)生的問(wèn)題及解決辦法
砂帶振動(dòng)拋光是彈性拋光,雖然能夠有效地降低高活塞桿的表面粗糙度值,但無(wú)法實(shí)現(xiàn)其形位和尺寸公差的提高。所以,采取砂帶振動(dòng)拋光之前,要求外圓磨床砂輪粗磨時(shí)必須保證活塞桿的形位和尺寸公差。必要時(shí),可以選用邵氏硬度90HS的硬塑性橡膠作為拋光接觸輪,但至多只能磨削掉φ0.005~φ0.01mm。
砂帶振動(dòng)拋光是在重型臥式車床上實(shí)施的,如果裝夾活塞桿的方式和尾座頂尖壓力不合適,極易造成活塞桿彎曲變形。為避免這種狀況發(fā)生,卡盤四爪裝夾活塞桿法蘭外圓時(shí)須墊紫銅片,而頂尖壓力按照尾座銘牌規(guī)定執(zhí)行。
4.結(jié)語(yǔ)
經(jīng)過(guò)前期試驗(yàn)及后續(xù)批量化生產(chǎn)的實(shí)踐證明,砂帶振動(dòng)拋光輔助砂輪粗磨的工藝對(duì)船用柴油機(jī)活塞桿進(jìn)行精加工是穩(wěn)定可靠的,解決了傳統(tǒng)磨削工藝造成的活塞桿表面環(huán)狀條紋和振紋問(wèn)題,滿足了船東對(duì)于船用產(chǎn)品日益嚴(yán)格的外觀要求,而且節(jié)省了時(shí)間,降低了成本。推廣使用砂帶振動(dòng)拋光工藝,對(duì)高硬度大型長(zhǎng)軸類工件表面精加工具有非常現(xiàn)實(shí)的意義。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
瘋狂英語(yǔ)·新讀寫(2020年3期)2020-06-06 09:05:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國(guó)公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
