薄膜上腔蓋的加工改進
2013-06-18 01:14:42西安航空動力控制科技有限公司陜西710077王慶輝權(quán)曉寧張小青李航站
金屬加工(冷加工) 2013年23期
關(guān)鍵詞:變形
西安航空動力控制科技有限公司(陜西 710077)王慶輝 權(quán)曉寧 張小青 李航站
鈦合金材料具有密度小、高比強度、耐高溫、耐腐蝕、無磁、透聲、抗沖擊震動等良好的綜合性能,在航天航空產(chǎn)品中應(yīng)用越來越廣泛。但由于其導(dǎo)熱系數(shù)低、塑性低、硬度高、彈性模量低、彈性變形大等特點,造成鈦合金材料切削加工性差,加工周期長。本文通過某型號薄膜上腔蓋車工工序的機械加工改進,從零件加工特征,加工路線安排,解決措施,刀具選擇加工切削參數(shù)及編程技巧方面來論述,為以后加工此類鈦合金提供一些借鑒。
一、問題提出
薄膜上腔蓋是我分廠一個重要零件,如圖1所示,加工周期長,薄壁易變形,給批生產(chǎn)帶來很大難度。
該零件主要加工特征有:
(1)零件為模鍛件, 材料為TC6,硬度高,為33~38HRC。
(2)端面加工余量大,如圖2所示,達到5mm之多,其外徑處為斷續(xù),難于加工。
(3)成品零件壁厚最小處只有1.7mm,容易變形。

圖1
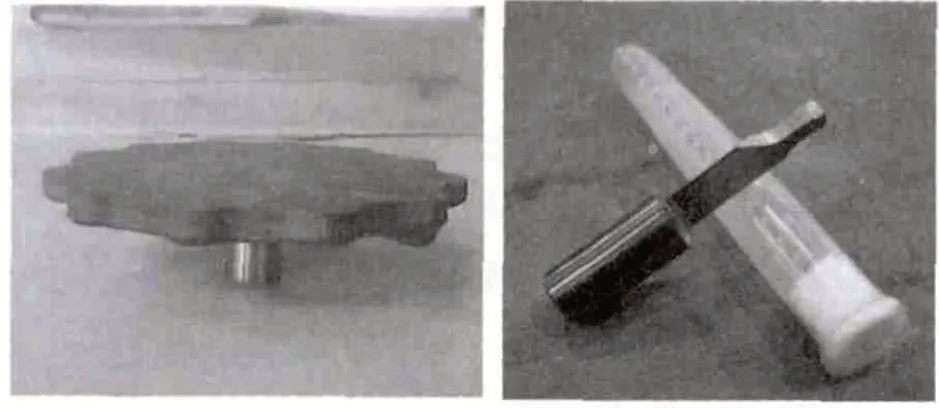
圖2
綜上所述,如何有效去除余量,解決內(nèi)型面加工刀具,薄壁易變形等問題成為制約生產(chǎn)的難題。
二、解決措施
1.合理加工,減少變形
為了減少零件加工變形,根據(jù)零件的加工特征,制定加工路線如下:
由于每道工序都為后續(xù)工序留有加工余量,能有效抵消零件加工中產(chǎn)生的變形,保證圖樣尺寸要求。
2.優(yōu)化切削刀具和切削參數(shù)
刀具選擇主要是加工端面刀具的選擇:①第一次試選。根據(jù)鈦合金材料和外形特點,決定用兩把55°外圓仿形車刀來加工,刀具鋒利,抗力會比較小。由于沒有適合的刀片,選擇sw30M刀片來試驗,選擇刀尖R=0.4mm,一把加工外徑斷續(xù)部分,一把加工連續(xù)部分。經(jīng)過試驗,效果不理想,主要是刀片材質(zhì)不適合,磨損嚴重。②第二次試選:采用兩把普通車刀,刀具材料為YG8來加工。由于零件鍛件表面有硬化皮,刀刃干兩、三個工件,就會產(chǎn)生崩刃現(xiàn)象,需要再次修磨刀具,浪費時間。③ 第三次選擇:根據(jù)鈦合金的加工特點,選擇鈦合金刀片材料KC730,選擇刀尖角R=0.4mm的90°外圓粗車到加工斷續(xù)部分,連續(xù)部分采用刀片材質(zhì)為PR930,刀寬為3mm的外槽刀來加工連續(xù)部分。由于刀具鋒利,加上冷卻充分,滿足加工要求。如圖3所示。
在初中物理教材中,很多知識點和結(jié)論都是建立在物理實驗的基礎(chǔ)上所得來的。但是在傳統(tǒng)的教育模式下,很多教師都僅僅重視對實驗過程的描述和結(jié)論的講解,并沒有帶領(lǐng)學(xué)生親自動手進行實驗操作,使得學(xué)生只能靠聽講的方式掌握實驗的過程和內(nèi)容。這樣的教學(xué)方式已經(jīng)不適用于新課改。因此,在現(xiàn)代教育的背景下,初中物理教師應(yīng)該將教學(xué)的重心向?qū)嶒灲虒W(xué)轉(zhuǎn)移,提高實驗教學(xué)的課程比例,為學(xué)生提供更多自己動手探究物理知識的機會和空間。這樣的教學(xué)方式有利于使學(xué)生通過更加直觀的渠道掌握物理知識。
圖3
切削參數(shù)選擇:在加工的過程中,選擇合適的切削參數(shù),不僅可以提高效率,也可以降低消耗。
開始加工時,90°外圓刀切削參數(shù):n=180r/min,f=0.1mm/r,ap=0.8mm,外槽刀切削參數(shù):n=80r/min,f=0.1mm/r,ap=2mm,兩刀切除,加工一件活需要35min。為了提高效率,對切削參數(shù)進行適當(dāng)調(diào)整,采用低轉(zhuǎn)速大進給的加工原則,優(yōu)化90°外圓刀切削參數(shù)為:n=100r/min,f=0.1mm/r,ap=2mm,外槽刀切削參數(shù):n=500r/min,v=40mm/min,f=0.15mm/r,ap=2.5mm,去除余量時間減少到15min。
編程技巧:采用G71加工斷續(xù)部分,并且斷續(xù)起刀點降到斷續(xù)面內(nèi),便于第一刀刀片能多接觸,提高刀片壽命。連續(xù)部分用G75指令,每次徑向切深10mm,退0.6mm,便于冷卻,最終取得較好的加工效果。
刀具選擇:采用端面槽刀25mm×25mm來加工內(nèi)型面。優(yōu)點是可以節(jié)省刀位和時間。此外,刀具剛性好,并且槽刀刀片鋒利,不容易產(chǎn)生積屑瘤。刀片材質(zhì)PR930,刀寬2.5mm。
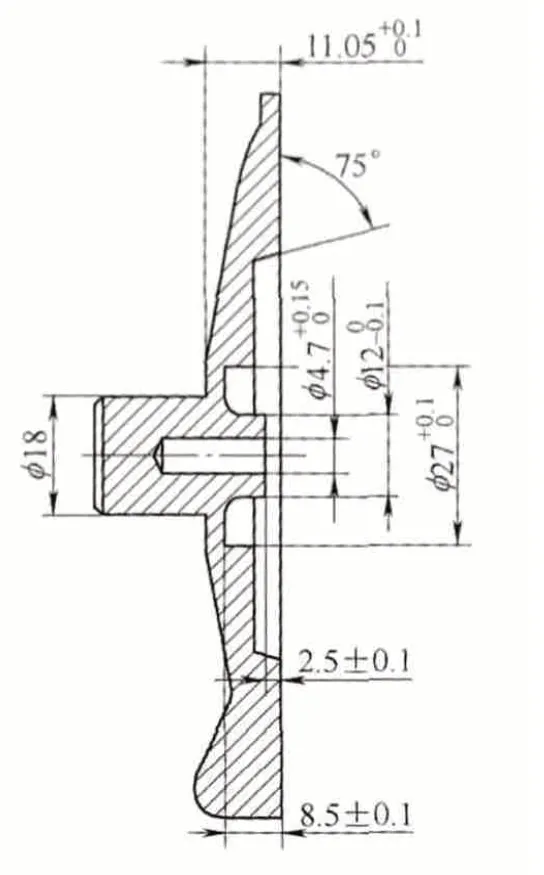
圖4
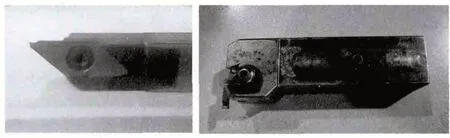
圖5
切削參數(shù):端面槽刀切削參數(shù):n=200r/min,f=0.08mm/r,ap=2mm;12mm×12mm槽刀參數(shù)為:n=280r/min,f=0.08mm/r,ap=1.8mm;鏜孔刀φ12mm切削參數(shù):n=350r/min,f=0.08mm/r,ap=1.5mm。

內(nèi)腔的粗加工主要采用外槽刀來加工端面槽,剛性好,并且使用數(shù)控標(biāo)準刀具,節(jié)省成本,加工調(diào)整方便。
(3)內(nèi)腔型面精加工(見圖6)。
精加工,保證總長(11±0.05)mm,保證型面壁厚(2.1±0.4)mm和其他所有尺寸。
刀具選擇主要是型面粗、精加工刀具的選擇:粗加工型面采用20mm×20mm-K3外槽刀來加工,如圖7所示。刀具刀片要修磨,根據(jù)零件度數(shù)10°±30′,切削刃要磨成斜面,比加工度數(shù)大一些。優(yōu)點:刀具鋒利,抗力小,剛性好,可以大進給,調(diào)整方便。
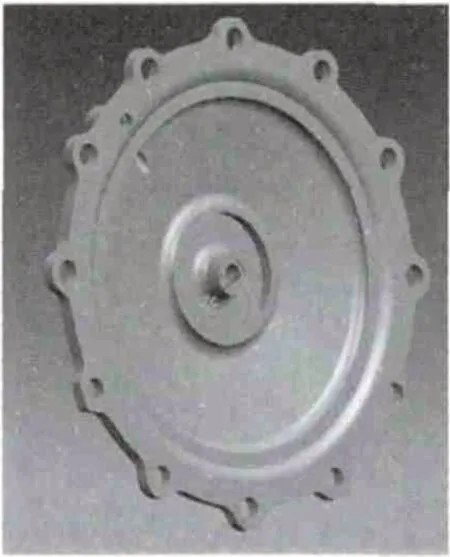
圖6
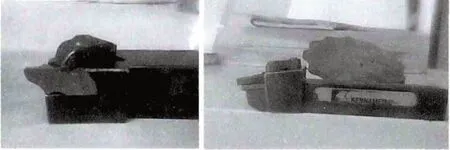
圖7
精加工型面,10°和圓弧限制了刀具,并且型面最深處達8.2mm,刀具選擇不好,精加工型面時容易產(chǎn)生振顫。后要經(jīng)過拋研才能使用,費時費力。有沒有適合加工的刀具,經(jīng)過試驗查找,用30°外圓仿形車刀橫向裝來精加工型面解決了這一難題。
優(yōu)點:剛性好,刀具鋒利。
把10°型面一分為二,粗加工切削參數(shù)為:外:n=180r/min,f=0.1mm/r,ap=2mm。內(nèi):轉(zhuǎn)速改變n=280r/min,其他不變。精加工型面切削參數(shù):外:n=200r/min,f=0.06mm/r,ap=0.3mm。內(nèi):轉(zhuǎn)速改變n=300r/min,其他不變。
編程技巧:外槽刀粗加工10°型面時,用G71編程,在刀具不干涉的情況下取型面一點為程序起刀點,先加工一環(huán)形槽,采用先外后內(nèi)向兩邊加工型面。
精加工10°型面時,采用兩個相交的起刀點,加工時采用兩個刀補,因為零件型面彈性變形回彈力不一樣,在實際干活中要根據(jù)加工情況修改刀補,直到內(nèi)外型面相接比較平滑為止。精車順序和粗車一樣,先外后內(nèi),采用這樣的方法,加工方便,尺寸容易保證,刀具剛性好,零件不容易變形。
(4)左端面合并加工 原來工藝夾頭在精車完內(nèi)型面后工藝安排要用線切割割掉,并且在左端面要加工一個臺階孔和內(nèi)螺紋,如圖8所示。
線切割加工時候不能走的太快,時間比較長,所以通過自磨高速鋼內(nèi)槽刀來切除工藝夾頭。臺階面加工用φ5mm內(nèi)槽刀粗加工。由于臺階深只有1mm,這樣加工可以避免薄壁變形,Z向不受力,加工效率高。最后用φ8mm鏜刀精加工,從里向外,能有效減少振動。螺紋底孔用另外一把刀來加工,這樣下來就減少了不必要的加工時間。
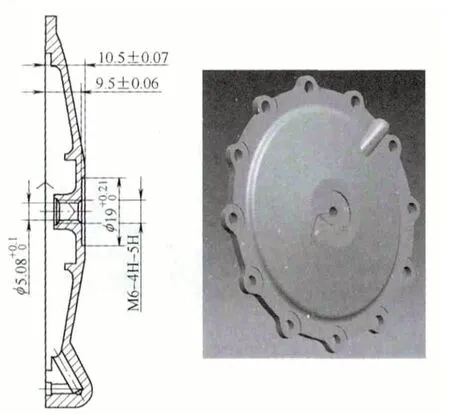
圖8
三、結(jié)語
(1)實踐證明,在數(shù)控加工過程中,選擇合適的刀具不但可以節(jié)省加工時間,并且可以提高加工效率,通過合理安排,該零件提高效率200%。
(2)加工質(zhì)量穩(wěn)定,型面表面粗糙度好,消除表面顫振現(xiàn)象,合格率從原來的80%提高到100%。
(3)節(jié)約成本,采用外槽刀來加工內(nèi)腔型面比用硬質(zhì)合金整體槽刀節(jié)省成本。
(4)總結(jié)出鈦合金粗加工的最佳切削速度為v=40~60mm/min,并且在其他鈦合金零件加工中證明有明顯效果,刀具壽命顯著提高。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
