CATIA編程刀具半徑補償的建立與取消
2013-05-14 02:15:02中航工業慶安集團有限公司陜西西安710000劉壯壯杜陽春
金屬加工(冷加工) 2013年7期
關鍵詞:程序
中航工業慶安集團有限公司(陜西西安 710000)劉壯壯 杜陽春
在編制數控加工中心輪廓銑削加工程序時,為了編程方便,經常利用數控系統為我們提供的刀具補償功能,編制帶有半徑補償的數控程序。隨著科技的進步,利用CATIA、Pro/E等軟件來編程成為機械加工發展的趨勢。由于刀具的磨損,或者在加工時讓刀引起的誤差,在銑削復雜外形或者型腔時,我們也希望在編程軟件上編制可以帶刀具半徑補償的程序,方便操作人員調試,減少工作量,提高工作效率。
1.刀具補償的作用與過程
由于刀具的磨損,或因換刀引起的刀具半徑變化時,不必重新編程,只需修改相應的偏置參數即可。加工余量的預留,可通過修改偏置參數實現而不必分為粗精加工各編制一個程序。
利用CATIA等軟件編程和手動編程一樣,刀具半徑的補償過程也需要分三步:刀補的建立、刀補的運行和刀補的取消。刀具刀補的建立、運行、取消可以用同一個命令實現。
2.利用軟件編程刀補的建立、運行和取消
在用CATIA編程時,會選擇輪廓銑削命令來完成零件外形的銑削加工。輪廓銑削命令為“Pro file Contouring”,進入“刀具路徑參數”選項卡(見圖1),單擊,在“m achining”選項卡中,選擇“com pensation output”選擇“2D radial profile ”,就可以將刀具半徑補償建立了(見圖2)。
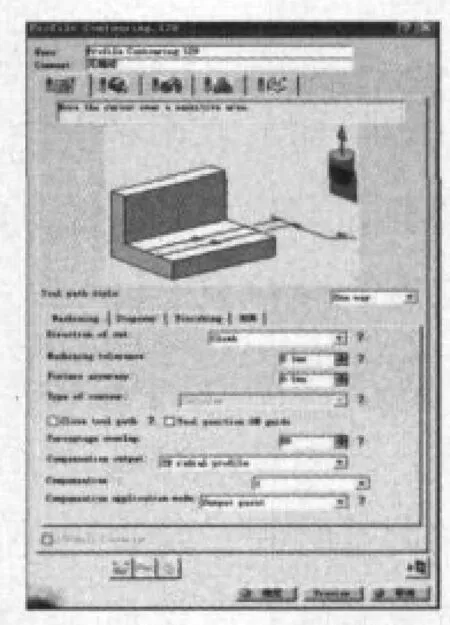
圖1 刀具路徑參數選項卡
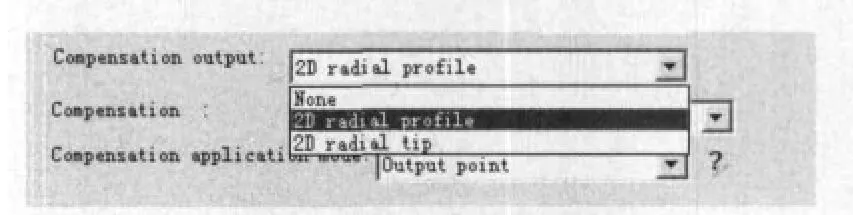
圖2 建立刀補選項卡
點擊“TOOL PATH REPLAY”,顯示刀路軌跡,圖3中所示輪廓軌跡為實際切削軌跡,是刀補運行的結果。刀具半徑補償的建立與取消可以通過設置“刀具路徑參數”選項卡中“進刀/退刀路徑”選項卡來完成。點擊進入“進刀/退刀路徑”選項卡(見圖4)。

圖3 零件加工軌跡
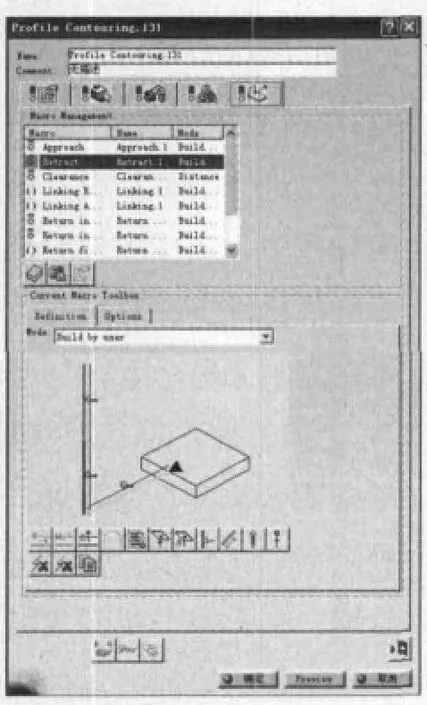
圖4 刀具路徑選項卡
其中“Approach”為進刀路徑設置,“Retract”為退刀路徑設置,在M ode中選擇“Build by user”。在刀具進刀與退刀方式選擇,即選擇刀具進刀/退刀與所選零件輪廓線垂直。刀具的建立與取消將會在所設置的垂直線段上實現。圖3所示的輪廓軌跡,生成后置,轉換為程序即:

上述即完成了刀具半徑補償的建立、運行與取消。利用軟件進行編程,要注意的一個地方是螺紋程序的編制。像HEIDENHA IN或者SIEMENS等系統自身帶有銑螺紋模塊,只需將程序編制為模塊式的,通過更改刀具直徑就可以實現螺紋銑削調試。FANUC系統的機床不可以直接編制帶有刀具半徑補償的程序,通過銑螺紋命令編出不帶刀補的程序,手動加刀補(見圖5)。
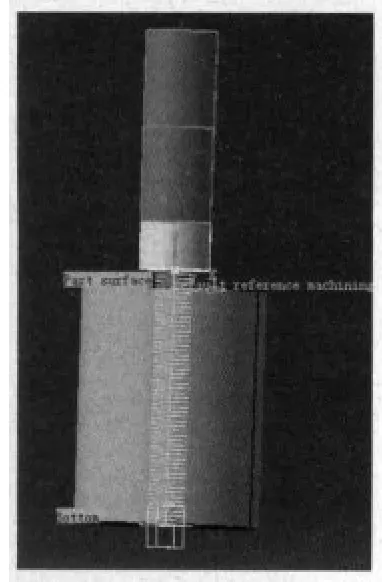
圖5 銑螺紋刀具軌跡
特別要注意的是螺紋退刀時的刀路,刀具退刀時與螺旋線軌跡相切的圓弧是在平面上,而不是螺旋線。因為螺紋銑刀帶有螺旋角度(見圖6),所以,必須將銑螺紋退刀時的圓弧軌跡刪除,防止將螺紋銑傷。下列程序為沒有手動加刀補:
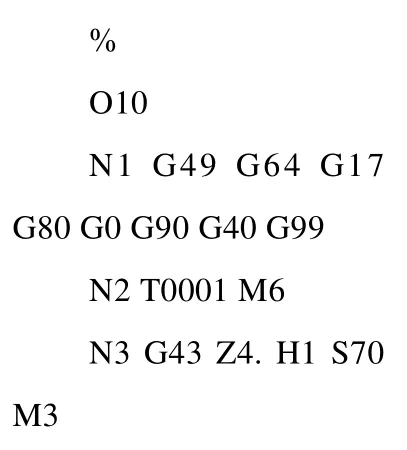
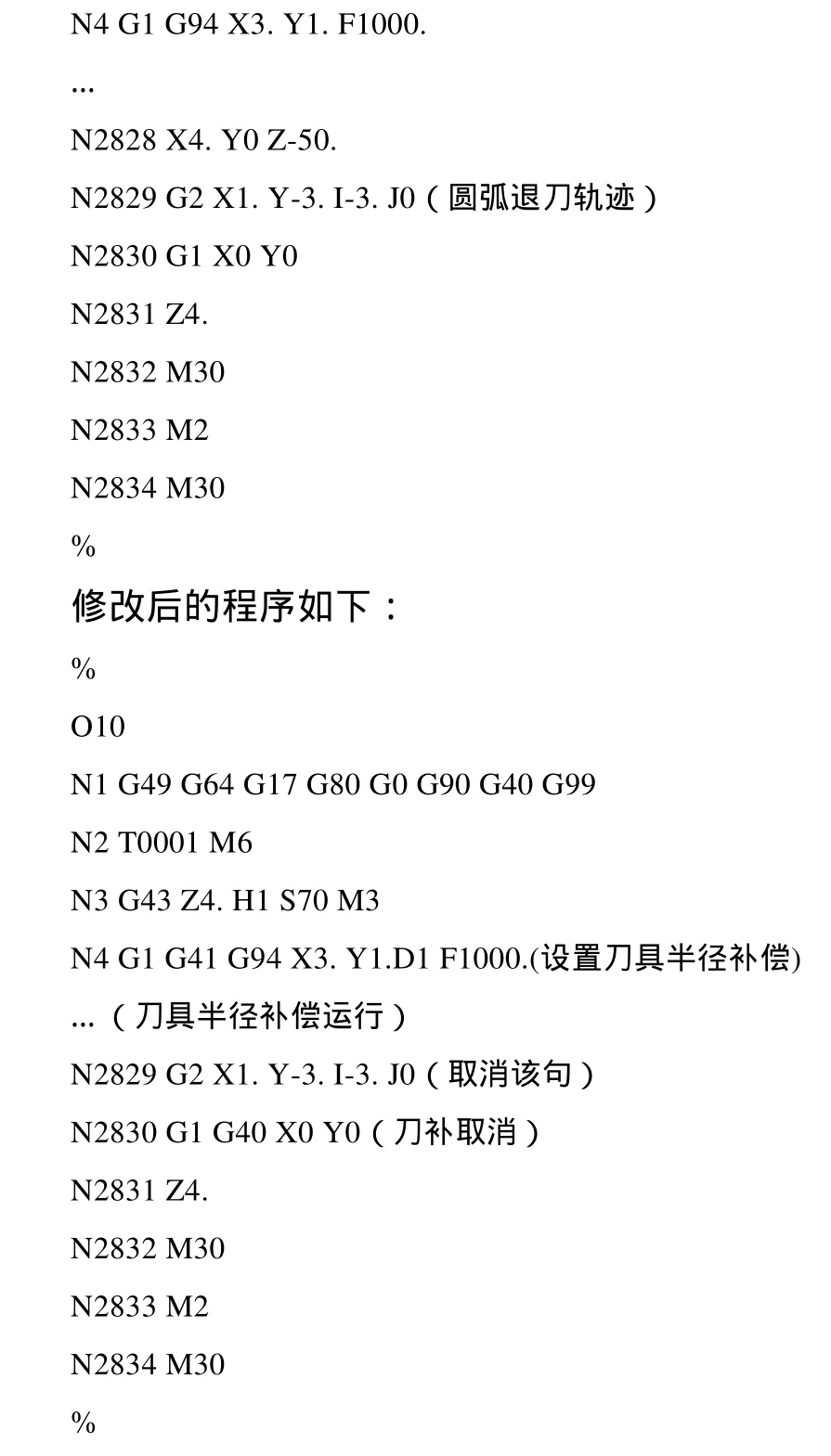
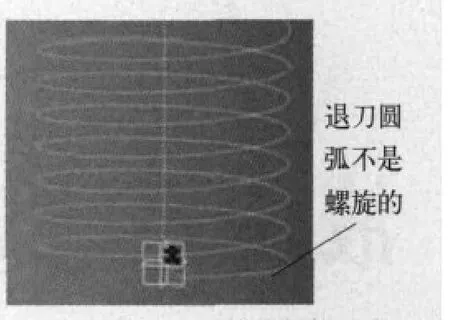
圖6 銑螺紋刀具軌跡局部放大
最后進行程序的仿真,需要利用仿真軟件,檢驗程序是否正確,我們公司使用Vericu t軟件。仿真時需要進行設置,打開仿真軟件,點擊,在中激活G代碼,在徑向刀具補償選擇“開-默認為全半徑”(見圖7)。然后就可以進行程序的仿真。
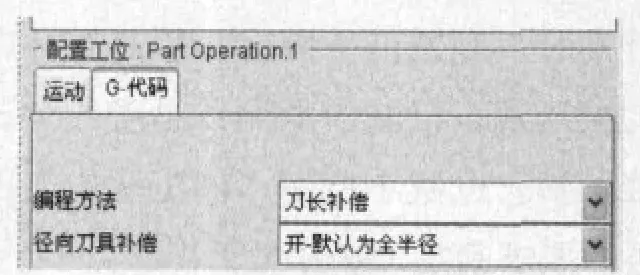
圖7 刀具半徑補償設置
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40