沖裁模單邊毛刺產(chǎn)生的原因及防止措施
2013-10-11 14:09:50九江職業(yè)大學(xué)江西332000王維昌
金屬加工(冷加工)
2013年7期
九江職業(yè)大學(xué) (江西 332000) 王維昌
沖壓時(shí)凸、凹模間隙的大小直接影響到毛刺的大小,他們之間存在著間隙大則毛刺也大這樣一種正向關(guān)系。隨著沖壓生產(chǎn)的持續(xù)進(jìn)行,凸、凹模不斷磨損而使得間隙不斷增大,毛刺也在不斷的變大。然而在實(shí)際生產(chǎn)時(shí)我們經(jīng)常會(huì)遇到這樣的現(xiàn)象,即生產(chǎn)進(jìn)行后不久,工件的某一邊毛刺會(huì)突然變大,且難以去除,嚴(yán)重的影響到工件的使用(如螺紋、內(nèi)外圓角樣、電機(jī)硅鋼片等)。那么是什么原因引起這類薄而硬工件產(chǎn)生單邊毛刺的呢?筆者經(jīng)過在生產(chǎn)中反復(fù)觀察和研究發(fā)現(xiàn),問題的出現(xiàn)和這些情況有關(guān)。
一、引起單邊毛刺增大的幾種可能情況
(1)凸、凹模之間發(fā)生錯(cuò)位:凸、凹模之間錯(cuò)位后,使得原本均勻的間隙變成一邊大一邊小,如圖1所示(以下均以圓形件為例)。間隙變大的一邊,毛刺也就隨之增大。
因工作原因,除需要將班級成績匯總之外,還需要將每個(gè)學(xué)生每學(xué)期的成績告知家長。輸入學(xué)號后,調(diào)取學(xué)生姓名,在之前完成的16級機(jī)械設(shè)計(jì)專業(yè)成績總表中獲得該學(xué)生本學(xué)期的各科成績。
(2)凸模發(fā)生傾斜:凸模傾斜后,原來水平圓形刃口變成偏向一邊且傾斜的橢圓形刃口,如圖2所示。使得原來均勻的間隙變成一邊大一邊小,間隙變大的一邊毛刺也就隨之增大。
打我記事,這兒就是墳場。墳場很大,在里面走半天,也走不出來,都是草草埋了,堆個(gè)墳頭就了事了,幾乎看不到墓碑。

圖1
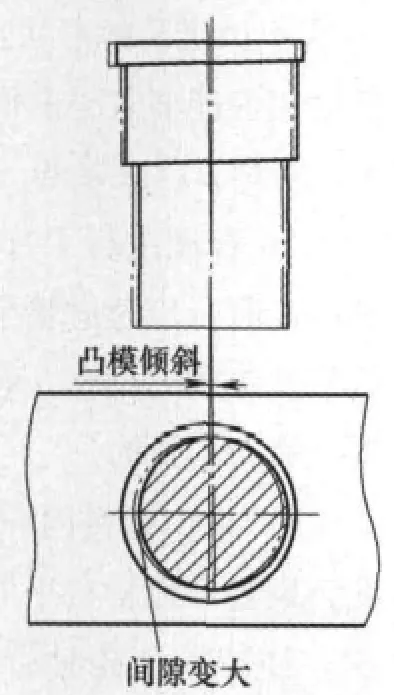
圖 2
具體為農(nóng)產(chǎn)品生產(chǎn)場所的水、大氣等環(huán)境污染,以土壤污染與水環(huán)境污染最嚴(yán)重。……
登錄APP查看全文