M20直槽絲錐的刃磨修復再利用
2013-10-11 14:09:46晉西利民工業有限責任公司山西太谷030812馬星明史慶紅劉莉英
金屬加工(冷加工)
2013年7期
晉西利民工業有限責任公司 (山西太谷 030812) 馬星明 史慶紅 劉莉英
我公司加工的一種零件,其材料為40Cr,調質處理,有一個較深的螺紋孔(見圖1),一直以來用定制的加長直槽絲錐加工。由于絲錐刃口鈍化、崩牙等原因造成刀具消耗過大,更重要的是一旦絲錐在攻螺紋過程中折斷,那工件也有報廢的危險,這個損失更大,因此,對刀具損耗的要求也放寬了不少。絲錐一旦磨鈍后,被加工螺紋的表面粗糙度會顯著惡化,造成尺寸超差,切削力增加,容易引起崩刃和折斷。為了有效降低刀具損耗,我們對庫存的報廢絲錐進行了分類,選擇刃口鈍化的絲錐進行刃磨修復(見圖1和圖2)。
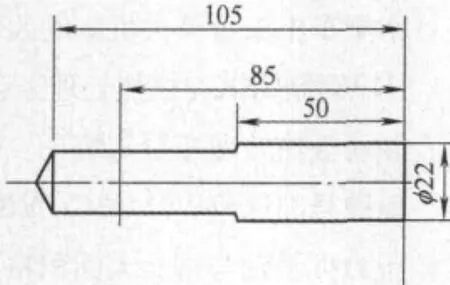
圖1

圖2
刃磨在工具磨上,使用蝶形砂輪,依靠絲錐的中心孔定位夾緊,進行絲錐前刀面的刃磨(見圖3)。為了保證重磨后的絲錐刃口有正確的圓周分度,用擋片靠在容屑槽的一個側面,靠刃口原來的等分精度來保證重磨后刀齒部的等分。重磨時修磨絲錐磨損部分,使刀齒鋒利即可。
磨削時還應注意以下方面:刃口不應有燒傷和卷刃,為了防止絲錐刃口的燒傷,每次磨削的吃刀深度應不大于0.03mm;磨削后的前刀面應與容屑槽底圓滑過渡,以保證絲錐的整體強度。
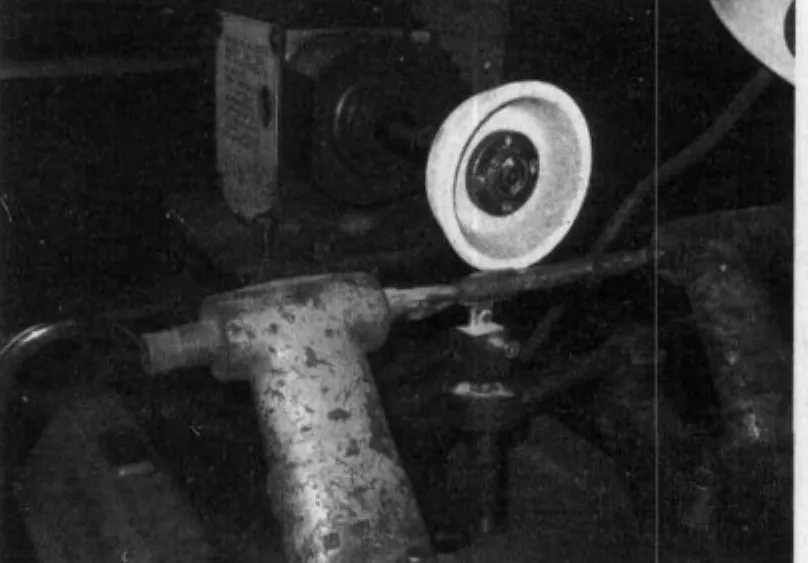
圖3
試驗時我們先重磨了兩支絲錐交給操作者使用,并讓其記錄該絲錐加工的螺紋數量(以在切削過程中發生異響或由操作者自己判定絲錐是否已經磨鈍)。經過幾次試驗,我們確定了重復刃磨次數在3~4次時,絲錐有較好的強度,加工出的螺紋也符合要求。……
登錄APP查看全文