利用FANUC宏程序開發防錯功能
2013-10-11 14:09:48中國電科集團第三十八研究所精密加工分廠安徽合肥230031江葉青
金屬加工(冷加工) 2013年7期
關鍵詞:功能
中國電科集團第三十八研究所精密加工分廠 (安徽合肥 230031) 豐 詠 江葉青
數控加工中難免會出現各種各樣的失誤。如附圖所示的典型零件,材料為不銹鋼,方腔由線切割加工好,線切割割出的尺寸誤差為±0.05mm,法蘭盤正反面凹槽與方腔的對稱度不超過0.03mm,每件都得校正零件零點。因為調試的批量大,多少存在麻痹思想,在校正過程中輸入錯誤、或者忘記輸入(有些輸入了X忘記了Y方向),還有些在移動坐標軸時杠桿百分表表針干涉被碰到而造成誤差。

密封艙法蘭盤圖
這些看似不可控的失誤,我們可以通過一些方法變得可控。FANUC數控功能很強大,特別是宏功能,可以根據自己的需要編寫復雜的加工或應用程序。
這個應用功能首先我們要解決的是,要用宏程序記憶我們需要的一些參數,如現行使用的工件坐標系(G54~G59)、工件坐標系內各坐標值、存儲值與現用工件坐標值進行比較計算加以判斷、判斷后結果輸出等。
在加工批量零件過程中我們通常要做靠柵來限制零件自由度,而上述法蘭盤有對稱度要求,我們不得不每件重新打零點,但是零點的偏離值應該在線切割割出誤差范圍內即小于0.1mm,如果等于零或者大于偏差值都屬于不正常。還有些零件做不了靠柵需要每件校調,它的零點值不與上一件重合的可能性為零,如果有一個方向相等,我們就可以判斷這個方向沒有校正或者沒有輸入數據,這里要用設定參數加以區分兩者不同。
主程序:


參數定義:
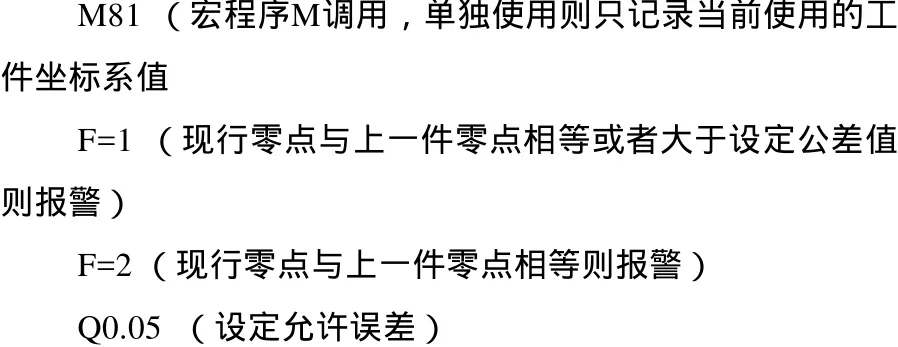
應用程序主體:



宏程序M調用功能調用 O9027子程序,開發新M代碼:
(1)按下【OFS / SE】→設定【SETTING】數據可輸入改為1。
(2)【SYSTEM】→【參數】→No:3202 NE9 = 0使 O9000 后程序可讀寫,將 O9027 存入機床,恢復NE9 = 1 程序讀寫保護。
(3)查找 No:6088 輸入81 保存,利用宏程序 M 調用功能,用 M81 調用 O9027。
(4)【SETTING】數據可輸入改為0,設定參數不可寫入。
通過在主程序頭尾加入M81防錯功能,可以有效地檢測因遺忘零點沒有輸入,或輸入坐標值時失誤,避免公司的財產損失。
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55