車削鈦合金柱銷螺母夾具設計
2013-05-14 02:14:58東北輕合金有限責任公司黑龍江哈爾濱150060黃文明關怡娟王洪軍張鵬立
金屬加工(冷加工) 2013年7期
東北輕合金有限責任公司(黑龍江哈爾濱 150060)黃文明 關怡娟 王洪軍 張鵬立
公司承接了一項外協加工任務,工件如圖1所示,材料為TC4鈦合金,外圓加工后的形狀和幾何尺寸都比較規范,其加工難點為該工件的M 18螺紋孔軸線對φ35mm圓柱軸線的垂直度不超過0.02m m,螺母及φ20mm圓柱槽的切削加工。針對上述情況,我們設計了一套利用車床加工柱銷螺母的夾具,取得了很好的效果。
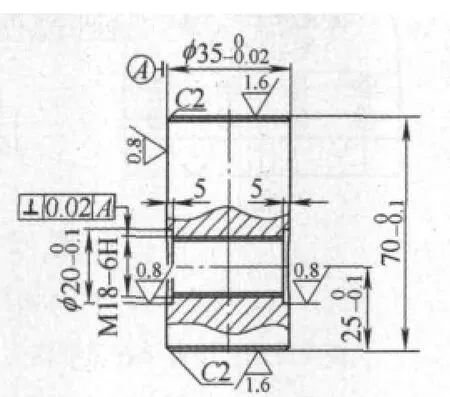
圖1 工件
1.夾具結構
夾具結構如圖2所示,主要由夾具體2、緊固螺桿3、彈簧5、壓板4、調整螺栓7、螺母8等組成。夾具體中φ35mm工作孔與工件之間的間隙為0.03mm,以便保證工件裝卸自如。
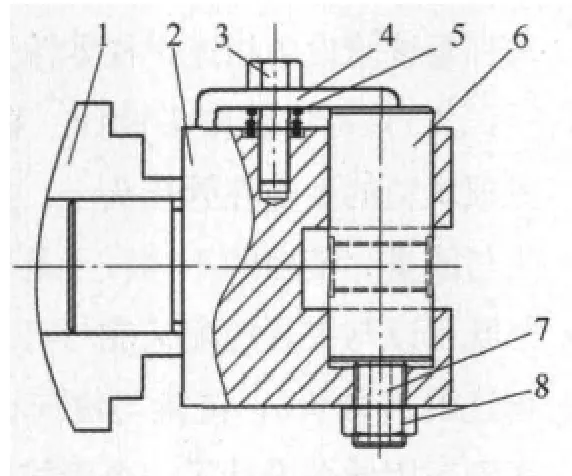
圖2 夾具結構
2.工作原理
如圖2所示,先將夾具體2裝入自定心卡盤上,將千分表固定在機床刀臺上,用千分表找夾具體A面(見圖3)對機床軸線的平行度不大于0.01mm;然后再找B面相對于A面的垂直度不大于0.02mm后夾緊。再將工件裝入夾具體2的工作孔中,夾緊緊固螺桿3,使壓板5將彈簧收縮將工件壓住,這樣就可以在車床上加工工件M 18螺紋和φmm×5mm的一側圓柱槽了。加工完后停車,松開緊固螺桿,彈簧將頂出工件。加工另一側圓柱槽時,用自定心夾盤夾心軸,找正夾緊后將柱銷擰緊在心軸上,即可車削φmm×5mm的圓柱槽。
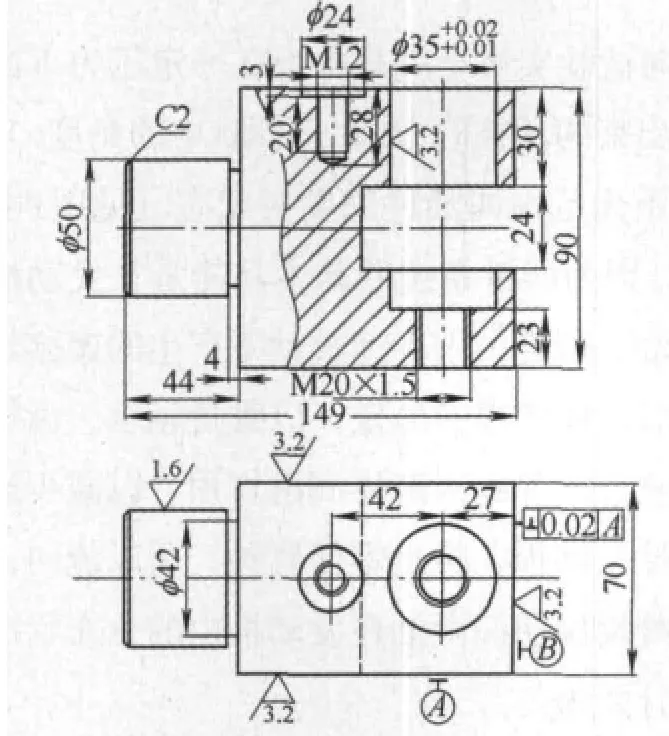
圖3 夾具零件
制造夾具時,注意夾具體上φ35mm工作孔的加工,要求φ35mm工作孔對夾具體軸線的垂直度、平行度不大于0.01mm。
3.結語
實踐證明,該夾具結構簡單,裝夾方便,調整靈活,生產效率高,節省了繁瑣的校正時間,保證了工件的加工精度,可換性好,加工過程中安全可靠,很適合用于大批量生產。