YAG激光焊接不銹鋼薄板焊接工藝參數優化
2013-02-05 07:58:58余世航陳岱民
長春大學學報 2013年2期
余世航,陳岱民
(1.長春理工大學 機電工程學院,長春 130022;2.長春大學 機械工程學院,長春 130022)
0 引言
激光焊接技是激光加工技術的主要方向之一,具有焊接速度快,熱變形小,能夠獲得較大的深寬比等顯著優點。在汽車生產用用CO2激光焊接轎車底板,焊線全自動化并配有焊縫監控系統,在熱影響區小于1mm,形成焊縫長1950mm,板厚0.9mm,焊縫光亮平整焊接單件時間為20s。4.7kwCO2激光焊接焊接車輪輪盤鋼圈,其工藝生產在焊接速度為25cm/min能完成厚lmm鋼圈整個生產過程,只需一名操作工人便可完成整條生產線的電子計算機控制。近年來,國內激光焊接的研究也取得一定的成果,陳濤、王志勇、丁岳等人通過脈沖焊接試驗中激光參數分析,得到了電壓和脈寬的相互制約關系,為激光焊接提供了參數選擇的范圍參考。閻啟通過對焊縫熔寬的測量分析了焊縫寬度與焊接速度的關系,對激光焊接選用的焊接速度提供了參考。這些研究往往考慮的是單一因素對焊接的影響,事實上激光焊接質量是多個因素共同作用的結果,因此考察多個因素共同作用時對焊接影響具有重要的研究價值,本文采用正交試驗的方法進行參數的優化重點考察脈沖寬度,焊接速度,激光頻率對焊接的影響。
1 試驗方法的選擇
激光焊接是多個因素共同作用的結果,各影響因素之間存在著一定的影響關系。激光深熔焊接的熔深可由以下經驗公式表示:

式中:h—激光焊接的熔深
P—激光的功率密度(w)
v—焊接速度(mm/s)
β、γ—取決于激光光源、聚焦系統和焊接材料的常數
實際的焊接過程中,熔深也受到脈寬、頻率的影響。可見單一因素分析激光焊接質量具有很大不足,同時研究激光焊接的多個因素有著重要的意義。
無交互作用的正交試驗的原理是:選取具有代表性的焊接參數組合的本部分實驗來代替全部試驗,能夠有效減少試驗次數,本文的正交試驗建立在單因素試驗的基礎進行,單因素試驗以激光功率為例進行優化,如表1所示。
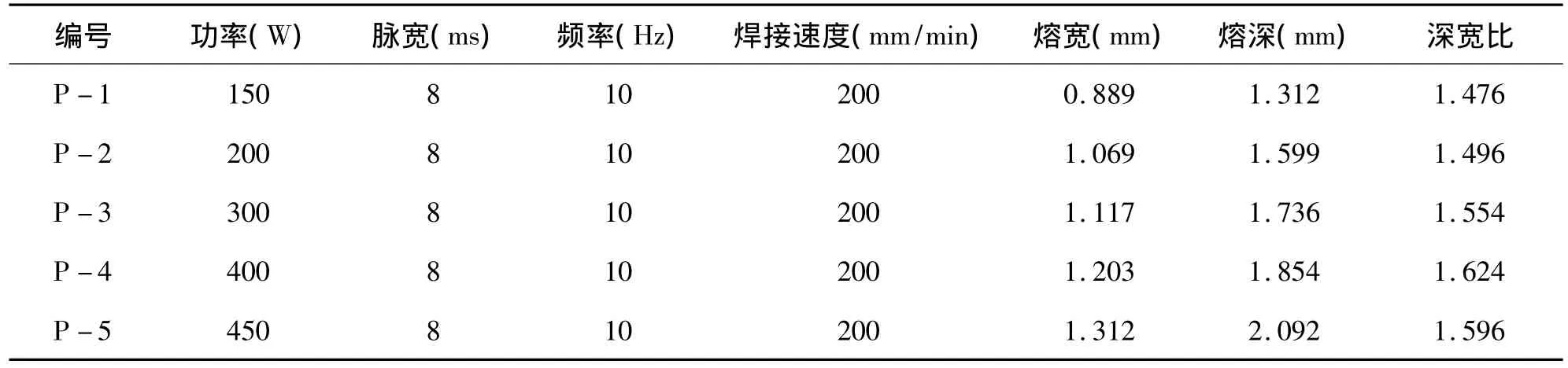
表1 激光功率密度對焊接的影響
為了更加直觀的考察焊接參數與焊縫的關系,將上表繪制成曲線如圖1所示。

圖1 激光功率改變對焊縫的影響
從圖1可知,激光熔寬和深熔比都隨著激光功率的增呈遞增趨勢,而深熔比增先增加后見小,在350W~450W之間深熔比的最大值,進一步的單因素試驗表試驗適合2mm厚304不銹鋼焊接而言,選取功率參數在380~420W之間。
對于脈沖寬度和激光頻率的選取采用同樣的試驗方法來選擇。本次采用500WYAG脈沖激光器選用的焊接速度200mm/min,氣流量為0.3MPa的N2,焦距100mm,正交試驗的安排如下:
根據L9(34)型正交表進行試驗安排,如表2所示。
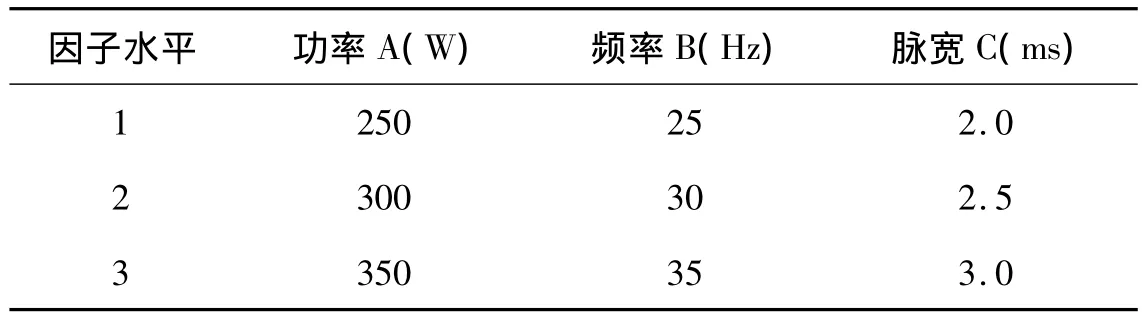
表2 試驗采取的因素水平參數
2 實驗結果及分析
焊接試驗測得結果如表3所示。

表3 正交試驗的數據表
以深熔比為參考量對激光參數進行優化,如表4所示。
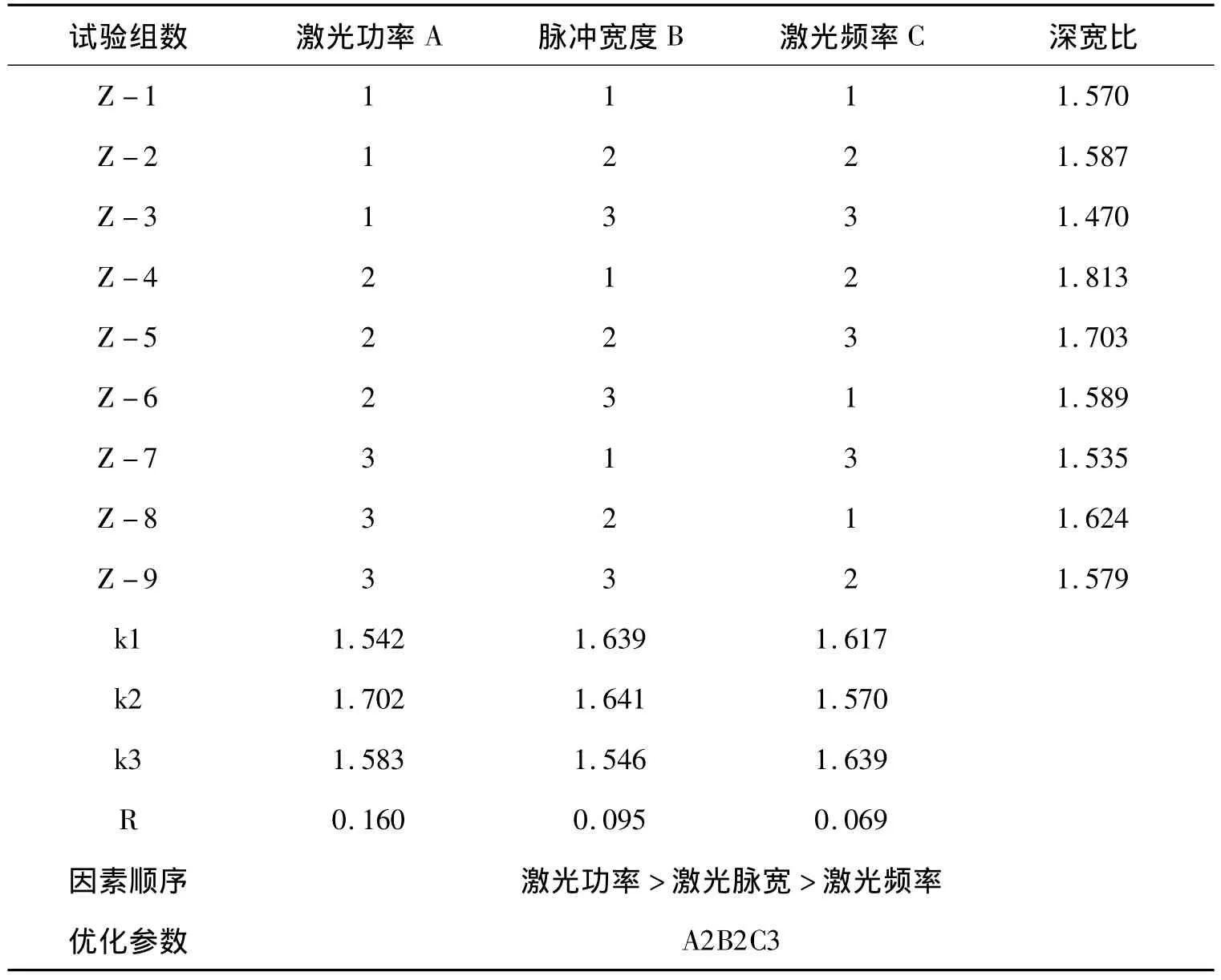
表4 正交試驗參數優化
由于激光焊接的加工范圍很小,使得過渡區域變得極窄且模糊,事實上我們要了解焊接的過程,只需要對焊接的母材,熱影響區和焊縫做金相組織分析就能夠了解焊縫的性質。
當需要深入了解金相組織的硬度信息,進行顯微硬度測試是常用的方法。顯微硬度分析對于金相組成成分和屬性的研究有很大的意義。在研究合金成分時測定合金組分及難容化合物的顯微硬度就可以藉此做出判斷。當知道硬度值時可以對材料的極限強度做出估值,所以硬度試驗有著較高使用價值。對于薄板激光焊接可以采用維氏顯微硬度法做測試,通過公式(1)可求出硬度值。
對試樣做金屬維氏顯微硬度測試前,要對試樣進行預處理(磨光或拋光),本次試驗采用硬度儀對焊縫接頭的橫斷面進行測試。
對于2mm的304不銹鋼選取焊接參數優化參數組YB做硬度測試,測試方法相同,考慮到焊縫熔寬的不同,此次的測試采取每個0.1mm取定的方式,如表5所示。

表5 YB試樣的硬度測試結果
對應的曲線如圖2所示。
2mm厚的304不銹鋼的硬度在焊縫中心的硬度略低于母材,在焊縫熔合線處高于母材。經多次測量發現,不同焊接工藝下焊接接頭變化規律大體相同。熱影響區、焊縫、母材和熔合區組成了焊接接頭,但是這種熱影響區在顯微組織下所觀察到的區域卻很小。這主要是由于熔池內的液態金屬的溫度梯度(G)、過冷度、晶體的生長速度(R)和合金元素含量多種作用的結果。當以很大的過冷度冷卻熔池內液態金屬的時候,金屬內的枝晶的成長都會加速。G:R比值影響著焊縫焊接的邊緣與中心所產生的晶粒產生。G:R比值和焊縫焊接部位的溫度梯度跟枝狀晶的生成難易程度成正比。G:R比值和焊縫焊接部位的溫度梯度跟等軸晶的生成難易程度成反比[4,5]。因此等軸晶在焊縫中心產生,枝狀晶在接頭熔合區產生。合金元素的成分大小影響著焊縫的硬度和組織。跟母材的晶粒相比,焊縫晶粒越大,焊縫的硬度越高;焊縫中心區所產生的等軸晶的硬度小于焊接接頭所形成熔合區的硬度,歸其原因是焊縫中心區合金元素的成分大小小于熔合區的,這最終導致了焊縫中心區的硬度小于熔合區。熔合附近的材料相當于冷作硬化過程而其硬度相對于母材有所提升。母材區的微觀形貌、熱影響的微觀組織形貌、焊縫區的形貌如圖3、圖4、圖5所示。
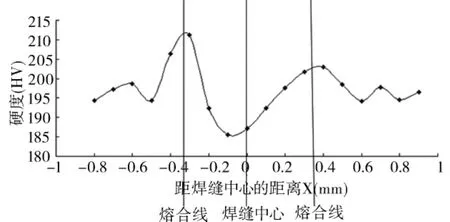
圖2 YB焊接試樣的硬度測試曲線圖

圖3 母材區的微觀形貌

圖4 熱影響的微觀組織形貌

圖5 焊縫區的形貌
3 結語
(1)工藝參數的研究表明:對于2mm304不銹鋼的焊接,在氣流量為0.3MPa的N2,焦距100mm,焊接速度在200mm/min時的優參數是:功率400W,脈寬8ms,激光頻率15Hz。
(2)對焊接試樣的顯微硬度分析表明,焊接熔合線附近的硬度高于母材,在焊縫中心的材料硬度稍低于母材,這主要是受溫度梯度、過冷度焊接區域合金枝晶物共同作用的結果。
[1] 蘇寶蓉.我國激光焊接技術在汽車土業中的應用簡況[J].汽車焊接國際論壇,2003(4):281-283.
[2] 陳濤,王智勇,丁岳等脈沖激光焊接制約參數分析[J].應用激光,2001(8):4-7.
[3] 閻啟.激光焊接速度對熱軋鋼焊接的影響[J].機械工程材料,2004(8):5-8.
[4] 胡亮.6mm不銹鋼(304)光纖激光焊接的工藝研究[D].鎮江:江蘇大學,2010.
[5] 張文俊.A304不銹鋼調制脈沖YAG激光焊工藝的研究[D].天津:天津理工大學,2012.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
制造技術與機床(2015年10期)2015-04-09 07:06:00
