PLC的自動送料車實驗設計
2012-12-21 03:44:18供稿木春梅韓守梅劉蘊絡王常策MUChunmeiHANShoumeiLIUYunluoWANGChangce
金屬世界 2012年2期
關鍵詞:故障
供稿|木春梅,韓守梅,劉蘊絡,王常策/MU Chun-mei,HAN Shou-mei,LIU Yun-luo,WANG Chang-ce
PLC的自動送料車實驗設計
Design of Automatic Feeding System Based on PLC
供稿|木春梅,韓守梅,劉蘊絡,王常策/MU Chun-mei,HAN Shou-mei,LIU Yun-luo,WANG Chang-ce
內 容 導 讀
PLC技術簡介
1987年國際電工委員會 (IEC)對可編程控制器(Programmable Logic Controller)作出定義[1]:可編程控制器是一種數字運算操作的電子系統,專為工業環境下的應用而設計。它采用可編程的存儲器,用來在其內部存儲和執行邏輯運算、順序控制、定時、計數和算術運算等操作的命令,并通過數字式或者模擬式的輸入和輸出端口,控制各種類型的機械或生產過程。可編程控制器及其有關的外圍設備,都應按易于與工業控制系統形成一個整體、易于擴充其功能的原則設計。由于PLC是專為工業應用而設計,具有控制功能強大,可靠性高,編程簡單,組合靈活,性價比高等特點,因此近年來在工業自動控制、機電一體化、改造傳統產業等方面得到廣泛的應用。
基于PLC的自動送料車實驗設計
基于PLC的自動送料車控制系統任務[3]為:啟動送料車后,小車自動返回裝料點A等待裝料,裝料時間為5s;料裝滿后,自動向卸料點B運行,到達卸料點等待卸料,卸料時間為5s;料卸空后,它再自動向裝料點A運行……如此周而往復。在整個控制過程中,指示燈可指示小車的運行方向,而運行到任意位置的小車均可實現立即停車!同時系統設置有兩點間運行時間超過15s故障報警,超過25s自動停車和短路反饋功能。
實驗中PLC主機采用OMRON SYSMAC CPM1A-30CDR-A[1,4],它的工作電源為交流電,屬于繼電器輸出型,有18個輸入端子,12個輸出端子,輸入端子和輸出端子都有其對應的指示燈,當有信號輸入輸出時,對應的指示燈亮。根據實驗任務選擇PLC主機輸入接點和輸出接點見表1。
控制過程
圖1為根據自動送料車控制系統任務所設計參考梯形圖。圖2為自動送料車的主電路、控制電路圖和實際電路。圖1中輸入接點 00002 被觸發后,輔助繼電器20000線圈得電,其對應常開觸點閉合,控制電機反轉的輸出繼電器01006得電,控制反轉指示燈的輸出繼電器01007得電,其對應輸出接點指示燈亮;當送料車到達A點時,輸入接點00004被觸發,反轉輸出繼電器01006,01007失電,送料車停車裝料,指示燈滅;同時時間繼電器TIM000得電,開始計時,5s后其對應常開觸點閉合,使控制電機正轉和正轉指示燈的輸出繼電器01004和01005得電,送料車向B點運行,時間繼電器TIM000停止計時;到達B點時,輸入接點00005被觸發,01004和01005失電,送料車停在B點卸料,正轉指示燈滅。同時時間繼電器TIM000重新開始計時,5s后重復下一輪動作;在此過程中,時間繼電器TIM001和TIM002用于15s故障報警和25s自動停車的計時;當發生短路或者手動停車時,短路反饋輸入接點00006和停車輸入接點00003被觸發,輔助繼電器20000失電,其對應常開觸點打開,正轉或反轉輸出繼電器失電,送料車停車。
故障排查及處理
基于PLC的自動送料車硬件控制電路是由強電電路和弱電電路組成,所涉及的元器件較多。在控制程序通過調試的情況下,若電路發生故障,一般是采用電壓檢查法和故障分析法來排查電路的故障點[5]。
電壓檢查法
電壓檢查法是運用電壓表,查出電路中電壓的異常情況,并根據電壓的變異情況和電路工作原理做出推斷,找出具體的故障原因。一般是將電壓表的兩個表筆分別放在電源的兩端,然后固定一個表筆不動,沿電路逐點移動另一表筆,若電壓表的讀數為電源電壓,則電源至該點間電路正常,若表筆逐點移動過程中,電壓在兩點間發生突變,測量這兩點間電壓,若為電源電壓,則表明這兩點之間為故障點。
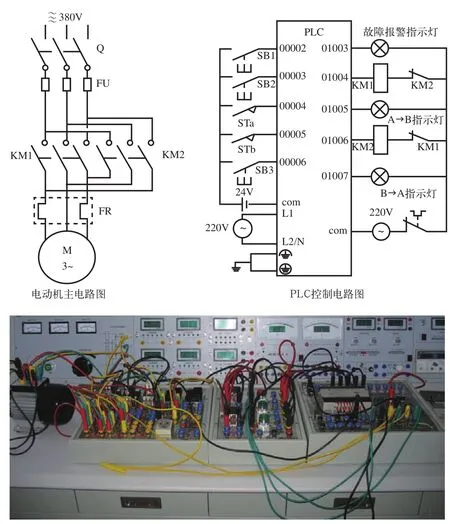
圖2 自動送料車主電路圖、控制電路圖及實際電路圖
故障分析法
故障發生時,首先觀察故障所引起的異常現象,根據現象分析該故障是由什么原因引起的,確定故障的大致范圍,再通過電壓檢查法對該范圍進行排查,確定故障的具體位置。一般在連接自動送料車電路時會出現以下幾個方面的故障:
(a)按下啟動按鈕,電動機和兩個繼電接觸控制器同時發出異常聲響與震動,此時應立刻斷開電源開關。檢查控制電路中的互鎖觸點是否接反。
(b)按下啟動按鈕后,電動機不轉動或者只能單向轉動。此情況應先觀察控制電路中繼電器的鐵芯是否吸合,若已吸合,說明控制電路中繼電器的線圈已得電,控制電路無故障,則故障應在主電路中,檢查電機連接及繼電器主觸點的連接是否正確。若繼電器的鐵芯沒有吸合,則故障在控制電路中。檢查控制電路,觀察PLC主機所對應輸出接點指示燈,若燈不亮,則故障在PLC主機的輸入電路中,用電壓檢查法排查,確定故障的具體位置;若燈亮,則故障在PLC主機的輸出電路中,用電壓檢查法排查,確定故障點。
結束語
基于PLC的自動送料車控制實驗是一個綜合設計性的實驗。它涉及到PLC的軟件編程和調試以及硬件控制電路的設計與連接。梯形圖和硬件電路的設計促進了便于更深層次的理解實驗內容,提高分析問題、解決問題的能力,增強設計水平。硬件電路涉及的控制器件較多,接線較為復雜,能夠直觀而形象的了解各種器件的功能、接線方法和注意事項,有利于培養和鍛煉實際動手能力,真正體驗到控制系統的軟、硬件相結合,并融入其中。
[1] 王冬青,譚春. 歐姆龍CP1H PLC原理及應用. 北京:電子工業出版社,2009
[2] 韓守梅,劉蘊絡. 電工電子技術實驗教程.北京:兵器工業出版社,2009
[3] 霍罡,樊曉兵. 歐姆龍CP1H PLC應用基礎與編程實踐. 北京:機械工業出版社,2008[4] 董春利. 三相異步電動機控制線路的安裝與檢修. 實驗技術與管理,2007,24(4):45-47
介紹了PLC技術,基于PLC的自動送料車的實驗設計原則與任務,探討了實驗故障的排查方法。實驗具有很好的綜合性和設計性,有利于理解實驗內容,提高分析問題、解決問題的能力,增強設計水平。硬件電路涉及的控制器件較多,接線較為復雜,能夠直觀而形象的了解各種器件的功能、接線方法和注意事項,有利于培養和鍛煉實際動手能力,真正體驗到控制系統的軟、硬件相結合,并融入其中。
北京科技大學信息學院,北京 100083
表1 小車控制程序的I/O地址分配表
輸入接點 輸出接點起動SB1:00002 故障報警指示燈:01003停車SB2:00003 正轉線圈KM1: 01004到達A點STa:00004 A→B指示燈:01005到達B點STb:00005 反轉線圈KM2: 01006短路反饋信號SB3:00006 B→A指示燈:01007
實際運行
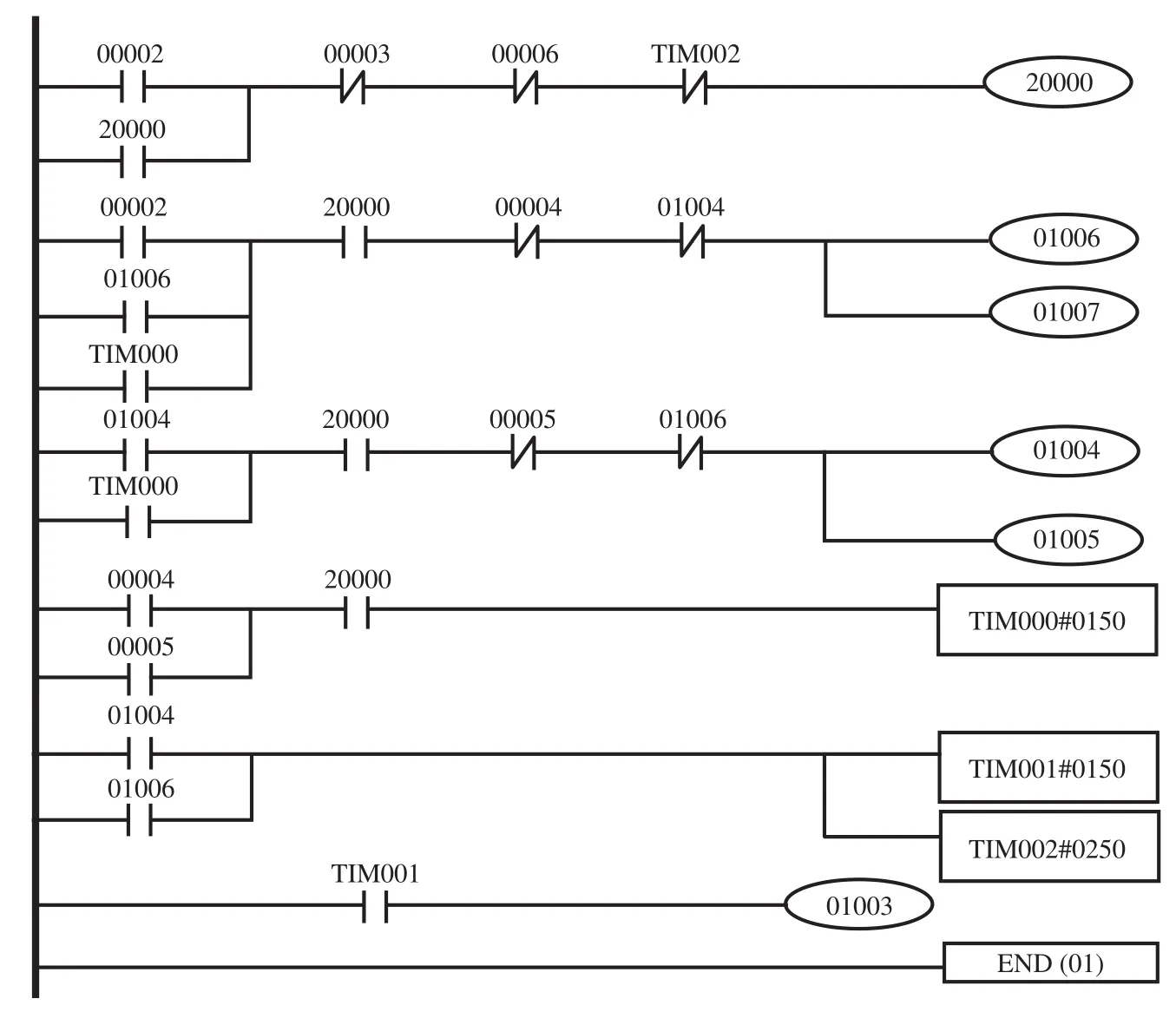
圖1 自動送料車梯形圖
將圖1中梯形圖寫入PLC主機,調試無誤后按圖2連接硬件控制電路。硬件電路檢查無誤后,通電運行。按下啟動開關SB1,繼電器KM2線圈得電,其主觸點閉合,電動機反轉,送料車向A點運行,A-B指示燈亮。到達A點,擋塊壓下A點的行程開關STa,其動合觸點閉合,繼電器KM2線圈失電,主觸點打開,電動機失電,送料車停在A 點等待裝料。5s后繼電器KM1線圈得電,電動機正轉,送料車向B點運行,B-A指示燈亮。到達B點,擋塊壓下B點行程開關STb,其動合觸點閉合,繼電器KM1線圈失電,主觸點打開,電動機失電,送料車停在B 點等待卸料。5s后繼電器KM2線圈得電,送料車重復上一輪動作,如此周而復始。在此過程中可以用手動開關SB2命令送料車隨時停車。24V直流信號模擬短路反饋信號。系統中含有短路保護和過載保護功能,當發生短路時主電路中FU熔斷,電路斷開。當發生過載時,熱繼電器FR的常閉觸點打開,電機失電停止轉動。
木春梅(1979.4—),女,碩士,北京科技大學信息學院電工電子實驗室工程師,主要從事電路電子技術等方面的研究
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39