四錘頭鍛造原理及實施效果分析
2012-09-25 11:11:52王玉寶任勝利
大型鑄鍛件 2012年1期
關鍵詞:變形
王玉寶 任勝利
(內蒙古北方重工業集團有限公司,內蒙古014030)
自由鍛壓機的優點是對坯料規格的適用范圍大,可以進行鐓粗工序,能夠生產更大截面的鍛件,缺點是在進行拔長工序時變形金屬受力狀態差,側向流動差異大,變形不均勻,鍛透性較差,內部缺陷不易焊合。精鍛機變傳統的二錘頭為四錘頭,有效改善了變形金屬的應力狀態,表面質量好、生產效率高,其不足是設備投資高,每次壓下量相對較小,鍛透性受一定影響,較大規格鍛件需要在另外的壓機上進行壓實制坯,工序長、火次多。基于以上原因,俄羅斯設計制造了四錘頭鍛造裝置,該裝置集自由鍛壓機與精鍛機的優點與一體,變傳統的二錘頭為四錘頭。
1 四錘頭的工作原理和鍛造原理
1.1 工作原理
四錘頭裝置安裝在自由鍛壓機上,見圖1所示。下錘頭(8)固定在壓機移動臺上,上錘頭(6)通過中橫梁的上下運動作同步上下運動,兩個側向錘頭(5、7)通過滑塊在水平方向作橫向運動并伴隨縱向滑動,這樣就完成了四個錘頭的協調運動。
1.2 鍛造原理
二錘頭鍛造是采用上下兩個錘頭使鋼錠(或坯料)變形,從而得到所需內部質量和形狀的鍛件。上錘頭移動、下錘頭靜止,當兩個錘頭擠壓時,金屬會發生顯著的側向流動(圖2),需要擠壓多次才能得到橫截面所需尺寸。而四錘頭鍛造是采用四錘頭鍛造裝置,使鋼錠(或坯料)變形,從而得到所需內部質量和形狀的鍛件。鍛造坯料時,四個錘頭相對坯料作垂直擠壓,同時側向兩個錘頭相對坯料作切向運動,使坯料橫截面產生額外的剪切應力(圖3),鍛透性更加優越,并可提高生產效率。
2 四錘頭鍛造曲軸坯的生產工藝及實施
2.1 主要技術要求
曲軸坯宏觀偏析、晶粒度以及力學性能合同要求分別見表1和表2。
2.2 變形工藝的制定
根據以往兩錘頭的生產經驗,制定了四錘頭鍛造裝置鍛造時的主要變形參數,即開始時輕壓鋼錠的棱角部分,壓下量不應過大,一般控制在30 mm~50 mm左右,進給量一般為滿砧進給。鋼錠棱角倒圓后,每道次的變形量一般控制在10%~15%之間,進給量一般為砧寬的0.75~0.9倍,當拔到距成品尺寸20 mm~30 mm時,壓下量一般控制在10 mm~20 mm之間,進給量一般為砧寬的0.6~0.85倍。在拔長過程中,根據四錘頭的工作原理和鍛造原理,制定了鋼錠(或坯料)的變形順序即橫截面發生形變的順序為圓—四方—八方—十六方—圓,見圖4。若一個變形周期不能夠得到所需尺寸時,可重復以上變形順序,直至得到所需尺寸。
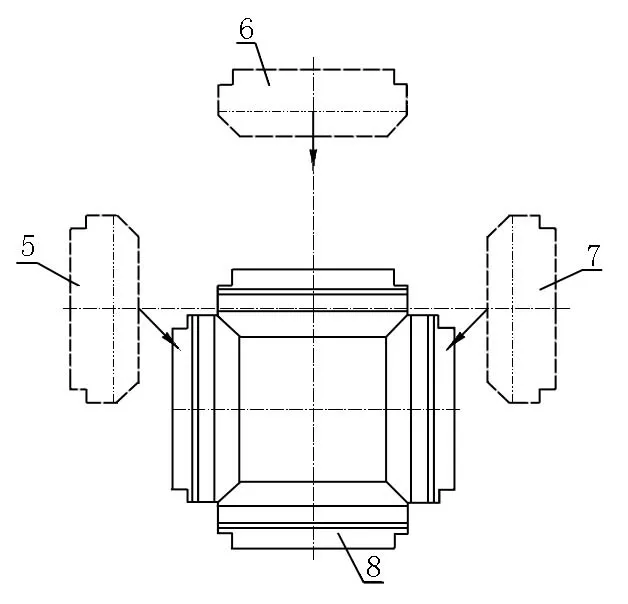
圖1 四錘頭裝置工作原理圖Figure 1 Four-hammer devices work principle diagram
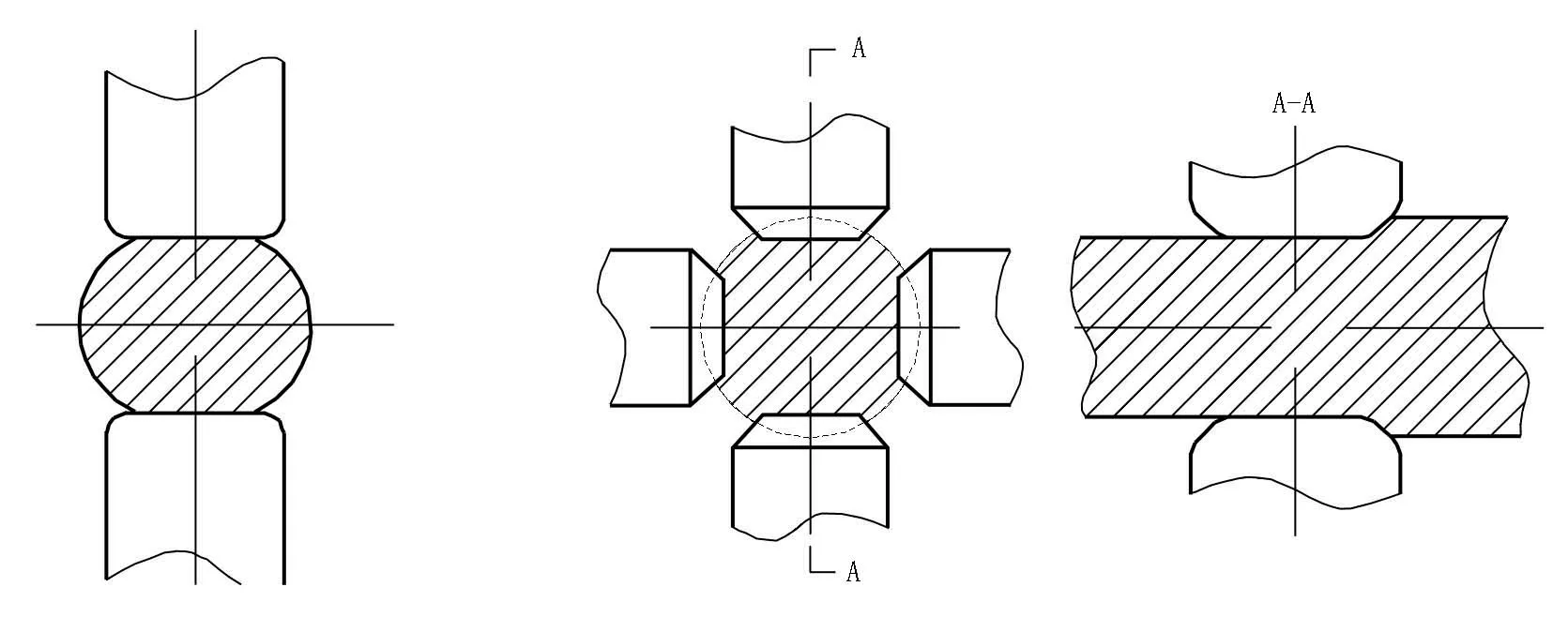
圖2 二錘頭鍛造原理 圖3 四錘頭鍛造原理 Figure 2 Two-hammer forging principle Figure 3 Four-hammer forging principle

鋼種中心疏松一般疏松錠型偏析一般點狀偏析邊緣點狀偏析晶粒度S44SyD-SF690-142CrMoA≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≤2.0≥55~8≥5
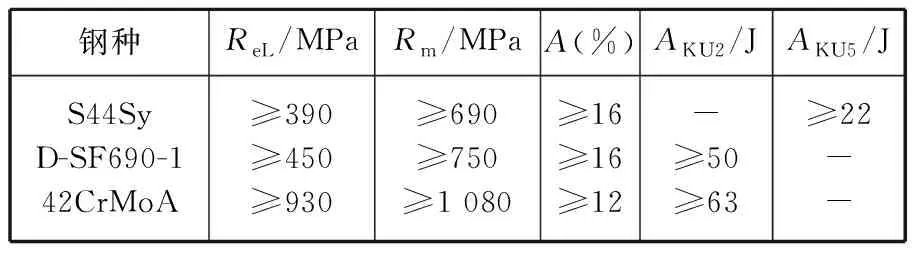
表2 力學性能Table 2 Mechanical properties requirement
2.3 工藝實施
按上述工藝方案對S44Sy、D-SF690-1、42CrMoA曲軸坯進行試鍛造,鍛造時同一母材爐任抽50%的鋼錠采用兩錘頭鍛造,另外50%的鋼錠采用四錘頭裝置鍛造來進行對比分析。現以同一母材爐的11支42CrMoA曲軸坯(粗加規格?286 mm×6 200 mm)為例:錠型4.75 t、規格?311 mm±5 mm×6 200 mm±50 mm、鋼錠預熱4.0 h、鋼錠加熱4.0 h、鋼錠保溫2.0 h,保溫后分別采用250 mm寬四錘頭和上平下V砧進行鍛造,每道次的變形量均控制在10%~15%之間,其鍛造時間、鍛后鍛件質量狀況、機加工和探傷情況見表3。
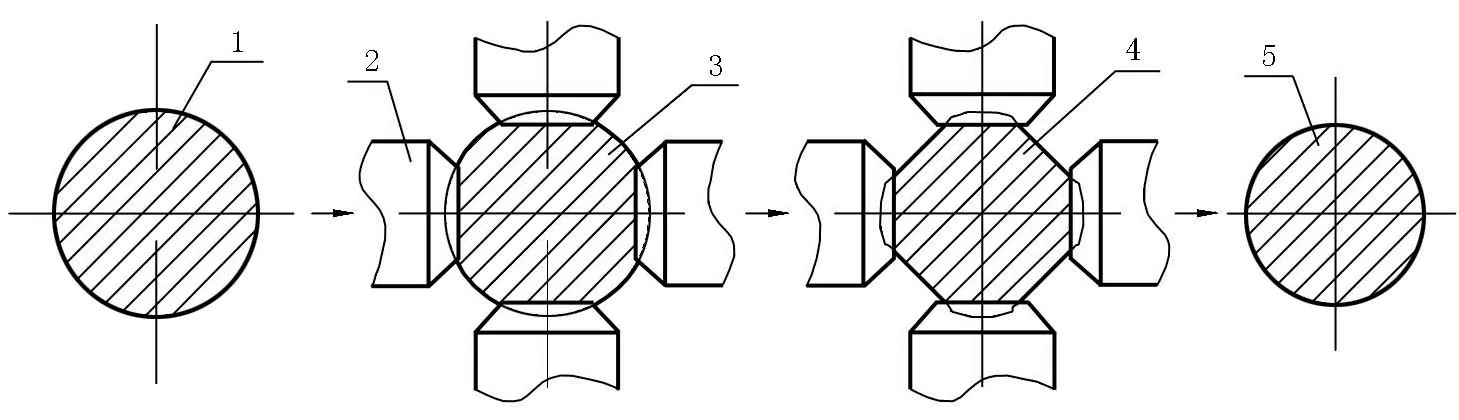
1—鋼錠或坯料 2—錘頭 3、4—變形后的坯料 5—成品制件圖4 四錘頭鍛造鋼錠橫截面發生主要形變的順序Figure 4 The main deformation sequence of steel ingot cross section by four-hammer forging

制件號鍛造時間/min鍛后尺寸/mm表面質量鍛造裝置機加工、探傷情況12345678910115535305560506040503530?309×6 240?313×6 230?314×6 250?311×6 250?306×6 240?312×6 230?310×6 200?313×6 210?310×6 240?310×6 210?315×6 220合格合格合格打磨二處不超差,合格合格打磨不超差,合格合格合格合格合格合格二錘頭四錘頭四錘頭二錘頭二錘頭二錘頭二錘頭四錘頭二錘頭四錘頭四錘頭合格合格合格合格合格合格合格合格合格合格合格
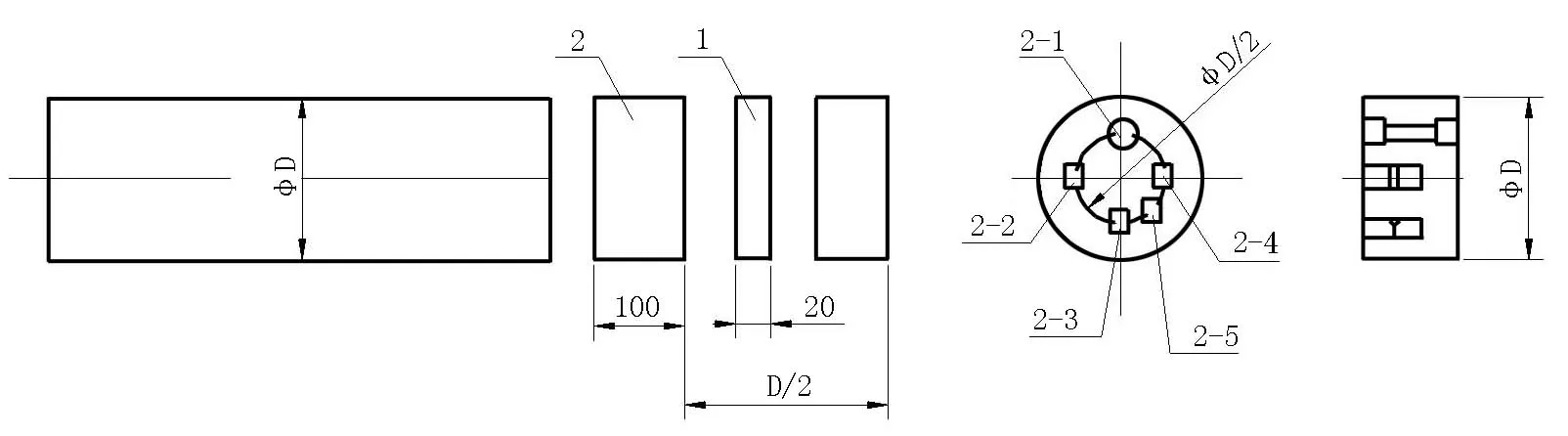
圖5 取樣圖Figure 5 Sampling diagram
鋼種鍛造形式中心疏松一般疏松錠型偏析一般點狀偏析邊緣點狀偏析晶粒度S44Sy兩錘頭四錘頭1.00.51.00.50000006.57.5D-SF690-1兩錘頭四錘頭1.01.01.000000006642CrMoA兩錘頭四錘頭1.01.00.5000000077
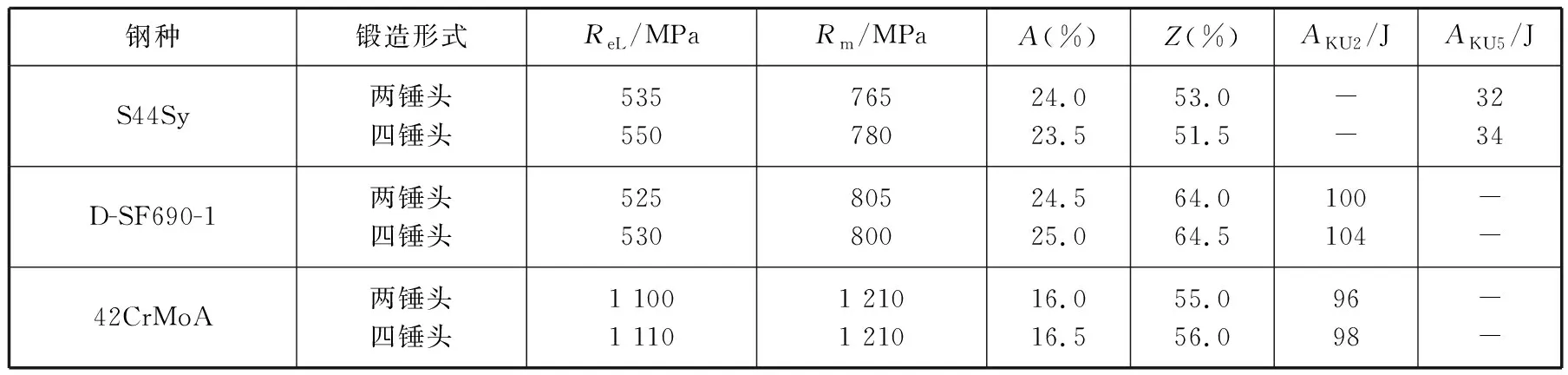
表5 力學性能檢驗結果Table 5 The test results of mechanical properties
2.4 試驗結果
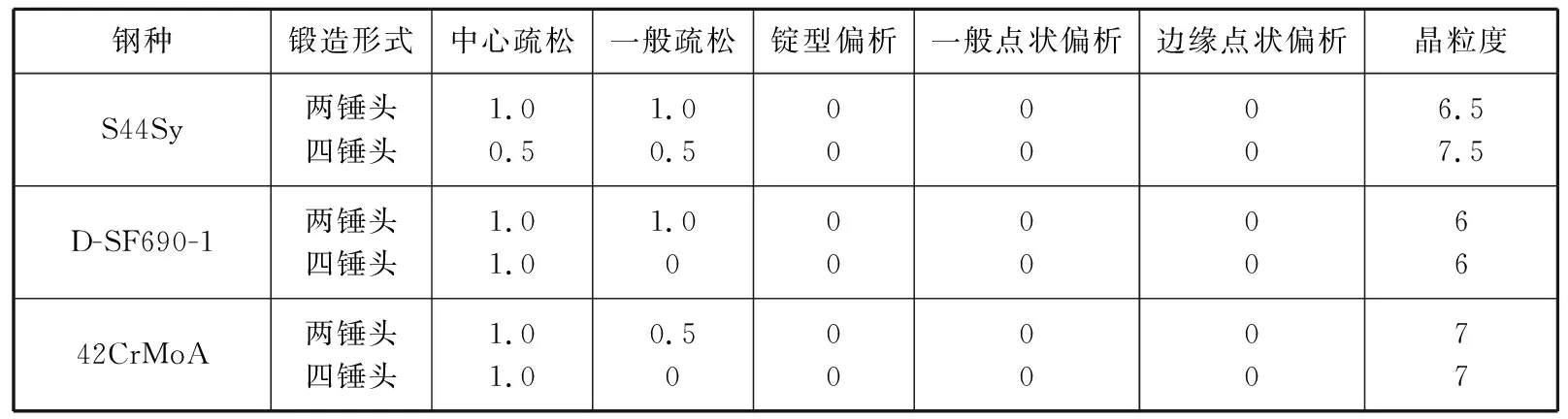
對采用四錘頭裝置和采用兩錘頭鍛造的S44Sy、D-SF690-1、42CrMoA曲軸坯,退火后每一母材爐各抽3支鍛件從冒口端按圖5要求切片做低倍、晶粒度、力學性能試驗,其試驗結果平均值見表4和表5。
從表4和表5中所列數據看,其低倍、晶粒度、力學性能指標能夠滿足合同要求。
3 四錘頭鍛造實施效果分析
3.1 四錘頭裝置對生產效率的影響
在四錘頭裝置中進行鍛造時,由于受四個錘頭的垂直擠壓,避免了金屬的側向流動,增加了拔長效率。由表1統計數據得知:二錘頭生產6支,鍛造用時330 min,平均單支用時55 min;四錘頭生產5支,鍛造用時170 min,平均單支用時34 min。四錘頭裝置提高生產效率38.2%。
3.2 四錘頭裝置對設備動力費用(不含燃氣費用)的影響
由于采用四錘頭裝置鍛造可提高生產效率38.2%,則單位時間的動力費用將減少,減少的設備動力費用為27.6%。
3.3 四錘頭裝置對金屬加熱、退火燃氣耗量的影響
由表3統計數據可知,采用兩錘頭鍛造一爐曲軸鋼錠需要約10 h,采用四錘頭裝置鍛造一支曲軸節約21 min,則采用四錘頭鍛造一爐曲軸可節約高溫鍛造時間3.85 h。退火爐每爐曲軸坯鍛件退火純工藝時間約需67 h(不包括待料時間),則每退火爐可節約待料時間11.55 h(每退火爐按120 t計算)。則:
降低金屬加熱燃氣耗量:3.85/20×100%=19.25%;
降低金屬退火燃氣耗量:11.55/97×100%=11.9%。
3.4 四錘頭裝置對鍛件內部質量的影響
從表4、表5中試驗結果看,采用四錘頭裝置鍛造和采用兩錘頭鍛造的曲軸坯其低倍、晶粒度、力學性能指標都能夠滿足合同要求,采用四錘頭鍛造的曲軸坯其低倍組織略好于兩錘頭鍛造的曲軸坯。由于性能熱處理不在同一爐內進行,其結果與兩錘頭鍛造的曲軸坯力學性能可比性較小。但從坯料受力情況分析,兩錘頭鍛造時坯料受力狀態差,側向流動嚴重,且側面在變形中產生較大拉應力,易產生裂紋,同時因內部金屬流動差異大,變形不均勻,鍛透性差,內部缺陷不易焊合。而采用四錘頭裝置進行鍛造時,側向錘頭沿較為復雜的軌跡移動,因此在毛坯的橫向平面中金屬會產生額外的側移動,使坯料橫截面產生額外的剪切應力,這會改善金屬內部質量。
4 結論
采用四錘頭裝置鍛造曲軸坯,改變了坯料的受力狀態,坯料受四個錘頭的來自四個方向的擠壓作用,沒有側向流動,主要都是縱向流動,整體均勻性好,鍛透性優越。同時提高了生產效率、降低了設備動力費用、降低了金屬加熱退火燃氣耗量、改善了鍛件內部質量。
[1] 鍛件質量分析. 北京:機械工業出版社,1983.
[2] 鍛造工藝學. 北京:機械工業出版社,1988.
[3] 2 000t(3 000 t)壓機四錘頭鍛造裝置使用手冊.俄羅斯重型鍛壓機械股份公司.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36