用模鑄八角錠作為自耗電極生產(chǎn)H13鋼電渣重熔錠
2012-09-25 11:12:30趙明剛馮曉雪張學(xué)美
大型鑄鍛件 2012年1期
趙明剛 王 磊 馮曉雪 張學(xué)美
(天津賽瑞機(jī)器設(shè)備有限公司,天津300301)
經(jīng)過50余年的發(fā)展,電渣冶金已顯示出強(qiáng)大的生命力,技術(shù)水平和生產(chǎn)能力正處于穩(wěn)定上升階段[1]。經(jīng)電渣重熔冶煉出的電渣錠相對(duì)電爐錠而言,在改善偏析、去除雜質(zhì)、提高綜合性能等方面有很大優(yōu)勢(shì),故其產(chǎn)品廣泛應(yīng)用于惡劣環(huán)境下。
為保證電渣重熔過程的穩(wěn)定進(jìn)行,生產(chǎn)中所用的自耗電極多是經(jīng)鑄造、鍛造而得到的截面相等或差異較小的連鑄坯或鍛坯。國(guó)內(nèi)連鑄坯直徑一般不超過?600 mm,若將其作為自耗電極,填充比只有0.6,偏小,應(yīng)用后熔速偏,低噸鋼電耗過高。若將八角錠鍛成鍛坯,則增加了鍛造、退火等環(huán)節(jié)費(fèi)用,且生產(chǎn)周期加長(zhǎng)。為降低生產(chǎn)成本且得到優(yōu)質(zhì)電渣錠,我廠通過調(diào)整冶煉工藝參數(shù),使模鑄八角錠可直接作為電渣重熔用自耗電極。
1 電渣車間設(shè)備及自耗電極規(guī)格
1.1 設(shè)備
電渣車間1號(hào)爐于2010年5月建成,公稱冶煉電渣錠重量為10 t,結(jié)晶器規(guī)格為?1 050 mm/?1 000 mm×2 500 mm,變壓器容量為2 500 kVA,電壓調(diào)節(jié)范圍52 V~92 V,為有載有級(jí)調(diào)壓。
1.2 電極
車間試生產(chǎn)時(shí)曾以?650 mm、?700 mm鍛坯為自耗電極,這些電極坯料都是用5.0 t模鑄八角錠鍛成的圓坯。為降低生產(chǎn)成本,擬直接使用材質(zhì)為H13的5.0 t八角錠做電渣重熔用自耗電極。其規(guī)格為700 mm/750 mm×1 500 mm。
2 冶煉工藝
2.1 自耗電極
自耗電極化學(xué)成分見表1。電極經(jīng)噴砂處理后可將表面的銹蝕、氧化皮徹底清除,同時(shí)用吊掛砂輪將鋼錠的重皮、飛翅、夾渣等冶金缺陷清理掉。自耗電極需烘烤至500℃以上方可入爐冶煉。對(duì)于溫度高于500℃的電極余尾可不烘烤而直接冶煉。
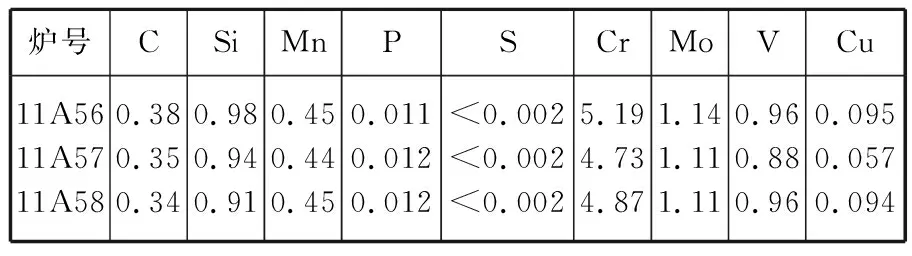
表1 H13鋼自耗電極化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 1 The chemical composition of H13 steel consumable electrode(mass fraction, %)
2.2 輔助電極
使用空管做輔助電極。主要有以下三點(diǎn)好處:(1)較傳統(tǒng)的實(shí)心輔助電極而言,重量較輕,減少了支臂的承重,無(wú)形中提高了設(shè)備的壽命,同時(shí)便于操作;(2)增加了爐口電壓,使熔滴得到細(xì)化,提高了冶金質(zhì)量;(3)空管是軋管廠所生產(chǎn)的毛管,多數(shù)為廢品,供我廠使用可變廢為寶,降低生產(chǎn)成本。
2.3 渣系的選擇
考慮降低H13鋼中易氧化元素Si、V的燒損以及渣系的經(jīng)濟(jì)性,我廠在原ANF-6渣中添加了MgO。即選用以CaF2、Al2O3、MgO為組元的三元渣。
CaF2:選用高純度螢石。防止含有不穩(wěn)定的氧化物導(dǎo)致鋼中Si、V的燒損[2];盡量降低渣料中的P、S含量以防止降低H13熱作磨具鋼的力學(xué)性能。
Al2O3:能明顯降低渣的電導(dǎo)率,減少電耗,提高生產(chǎn)率[3]。但其含量不宜過高,因?yàn)殡S著Al2O3含量的增加,將使渣的熔化溫度和粘度升高,并將降低渣的脫硫效果,另外重熔過程難以建立和控制。
MgO:電熔鎂砂,加入 MgO的目的在于提高熔渣的粘度。在熔渣表面形成一層半凝固膜,可防止渣池吸氧及防止渣中變價(jià)氧化物向金屬熔池傳遞氧,從而降低鑄錠中氧、氫、氮含量,同時(shí)這層凝固膜可減少渣表面向大氣輻射的熱損失[3]。
渣系的比例是在查閱了CaF2、Al2O3、MgO的相圖基礎(chǔ)上,選擇共晶成分點(diǎn)并結(jié)合生產(chǎn)經(jīng)驗(yàn)而制定。
2.4 渣量的選擇
八角錠具有帽口端(見圖1)與錠尾端(見圖2)截面差異較大的特征。渣量偏小,在冶煉錠尾端時(shí),由于填充比較小易造成埋深不夠而使冶煉過程不穩(wěn)定。渣量過大,在冶煉帽口端時(shí),不易提升渣溫,降低鋼液的流動(dòng)性,進(jìn)而造成三相區(qū)溫度過低,影響冶金質(zhì)量。為確保重熔過程的穩(wěn)定性及冶煉出優(yōu)質(zhì)電渣錠,本工藝結(jié)合自耗電極的外形尺寸、結(jié)晶器尺寸、渣系特征,確定采用中等渣量,以盡可能確保整個(gè)重熔過程的穩(wěn)定。
2.5 電力制度
因八角錠錠尾端與帽口端截面差異較大,若采用同一電力制度難以保證冶煉過程的穩(wěn)定,故按截面積大小將其分成五部分。第一支電極重熔時(shí)結(jié)晶器溫度低,必須采用高電壓、低電流使熔渣在較短的時(shí)間內(nèi)達(dá)到一個(gè)恒定的溫度,以保證電渣錠底部有很好的表面質(zhì)量。在選定三元渣冶煉
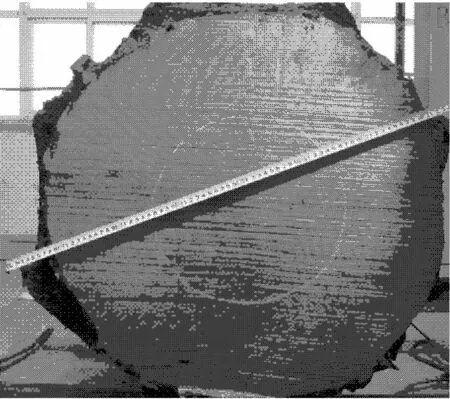
圖1 5.0 t八角錠帽口端Figure 1 The riser end of 5.0 t octagon ingot
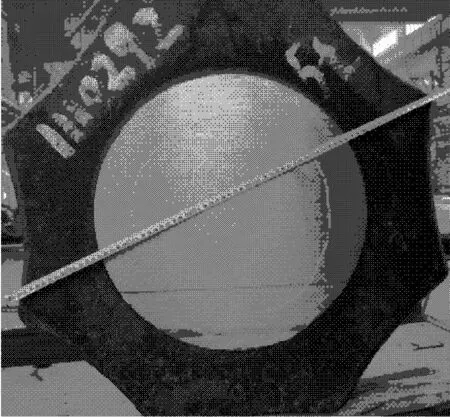
圖2 5.0 t八角錠錠尾端Figure 2 The bottom end of 5.0 t octagon ingot
H13鋼的情況下,按以下經(jīng)驗(yàn)公式計(jì)算電壓:
V工作=0.5D結(jié)+B
式中D結(jié)——結(jié)晶器的平均直徑,單位為cm;
V工作——工作電壓,單位為V;
B——經(jīng)驗(yàn)常數(shù),其值在27~37之間波動(dòng)。
其中,內(nèi)結(jié)晶器的規(guī)格為?1 050 mm/?1 000 mm×2 500 mm,因此結(jié)晶器的平均直徑為102.5 cm,代入上式得:V工作=(78.25~88.25)V。
為迅速提升渣溫,根據(jù)理論計(jì)算結(jié)果及我公司設(shè)備情況,在考慮壓降及供電系統(tǒng)的情況下,最終將坯料入爐電壓確定為92 V。冶煉過程中根據(jù)五種自耗電極截面積的大小配以不同的電力制度。電力制度遵循截面積小,則電流密度稍大的規(guī)律,同時(shí)電壓大些,以利于三相區(qū)有足夠的溫度,保證電渣錠的表面質(zhì)量。同時(shí)冶煉過程中每5 min觀察一次爐況,以便于及時(shí)調(diào)整電力制度。
交換電極前后加大電壓,以提高渣池溫度,保證電渣錠的質(zhì)量。冶煉末期,距電渣錠工藝高度300 mm降低電壓和電流以利于順利過渡到補(bǔ)縮階段。同時(shí),減少冶煉末期由于渣溫過高而導(dǎo)致熔速過快引起的鋼錠偏析。補(bǔ)縮時(shí)間90 min,根據(jù)八角錠截面積大小將工藝補(bǔ)縮時(shí)間控制在±10 min。
2.6 脫氧劑
為降低H13鋼中Si和V的燒損,在冶煉過程中加入鋁粉作為脫氧劑。重熔過程中加入鋁粉不僅有利于脫氧,而且有利于各元素結(jié)晶時(shí)的軸向均勻化。
每噸鋼中鋁粉的加入量是3.5 kg,平均熔化速度按800 kg/h計(jì)算,則每小時(shí)加入280 g鋁粉,按每15 min加入一次則每次加入70 g。為保證加入鋁粉的準(zhǔn)確性,用特制的取樣勺取鋁粉。
3 冶煉效果
3.1 化學(xué)成分
對(duì)三支電渣重熔錠進(jìn)行取樣分析,結(jié)果見表2。
3.2 超聲波探傷
對(duì)電渣錠按照INNSE154標(biāo)準(zhǔn)進(jìn)行探傷,探傷結(jié)果滿足標(biāo)準(zhǔn)要求。
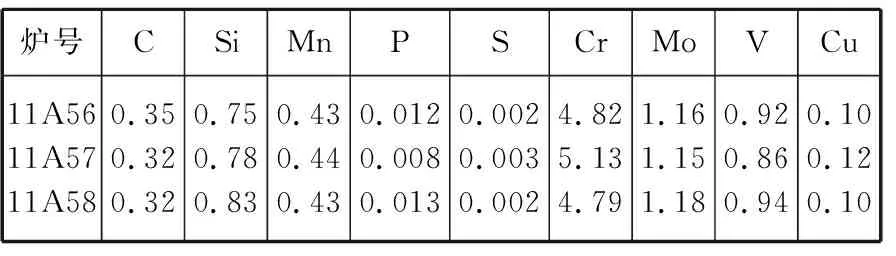
表2 H13電渣錠化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 2 The chemical composition of H13 ingot(mass fraction, %)
4 結(jié)論
(1)H13鋼電渣重熔錠純潔度高,成分均勻,組織致密,表面光滑。
(2)根據(jù)截面積大小調(diào)整電力制度可以將5.0 t八角錠直接作為自耗電極冶煉成優(yōu)質(zhì)電渣錠,且熔煉過程穩(wěn)定。
(3)采用毛管做輔助電極,可降低生產(chǎn)成本。
[1] 李正邦.電渣冶金與電渣熔鑄在中國(guó)的發(fā)展[J].鑄造,2004(11):855-861.
[2] 劉志勇,等.0Cr18Ni10Ti鋼電渣工藝探討.大型鑄鍛件,2004(4):9-10.
[3] 李正邦.電渣冶金的理論與實(shí)踐.第一版.北京:冶金工業(yè)出版社,2010.