數值模擬在大鋼錠制造中的應用
2012-09-25 08:44:28趙艷紅高建軍
大型鑄鍛件 2012年2期
趙艷紅 高建軍 王 歡
(中國一重集團天津重型裝備工程研究有限公司,天津300457)
在重型裝備制造冶金技術領域,國內急需的百萬千瓦級核電機組常規島低壓整體轉子鍛件、發電機轉子、核電接管段以及5.5 m支承輥等特大鍛件,都需要600 t級特大鋼錠。超大鋼錠的制造技術已成為制約我國重點工程發展的瓶頸,突破這一共性技術難題,是實現超大型鍛件國產化的關鍵。不掌握該項技術,我國能源、冶金等行業所需的關鍵超大鍛件就不可能實現國產化。
百萬千瓦級核電機組常規島低壓整體轉子所需鍛件毛坯重量大、截面尺寸大、技術要求高。由于鋼錠的凝固過程是一個涉及高溫、合金相變及合金與模壁材料相互作用的復雜過程,而鍛件所需鋼錠為600 t級水平的超大型鋼錠,因此,更加難以直接觀察和控制。同時,由于鋼錠較大,鋼錠凝固過程中的偏析、縮孔、疏松、氣泡、夾雜等質量問題將更加嚴重[1],這與要求高質量的后續產品形成尖銳的矛盾。尤其是大型鍛造用鋼錠,成本很高,一旦報廢經濟損失巨大。因此,研究和掌握鋼錠凝固過程的規律,弄清缺陷形成及分布規律,并在此基礎上優化生產工藝參數及鋼錠模尺寸,對于控制鋼錠的質量具有重要意義,也是獲得高質量鍛件的重要保證[2]。
本文以百萬千瓦核電轉子鍛造用大型鋼錠的凝固過程為研究對象,采用數值模擬研究方法,通過建立凝固過程中的凝固傳熱及宏觀偏析的數學模型,再利用各種鑄造質量缺陷形成的理論及判據[3],討論了鋼錠模的冷卻條件、高徑比、錐度等參數對凝固過程溫度分布、縮孔疏松及宏觀偏析的影響,為優化鋼錠模結構并最終獲得高質量的大型鋼錠奠定基礎。
1 大鋼錠凝固過程傳熱的數學模型
大鋼錠凝固是一個復雜的物理過程,為了建立傳熱模型,現對鋼錠的凝固過程簡化如下:
(1)由于大型鋼錠的澆注時間遠小于鋼錠的凝固時間,為簡化分析,忽略充型對凝固過程的影響,僅對澆注完之后鋼液的凝固傳熱過程建立數學模型;
(2)凝固過程的潛熱釋放按熱焓法處理;
(3)忽略錠模內鋼液的流動對凝固傳熱的影響。
針對535 t大鋼錠建立幾何模型,如圖1所示。考慮到軸對稱的特點,取鋼錠的1/8進行計算。
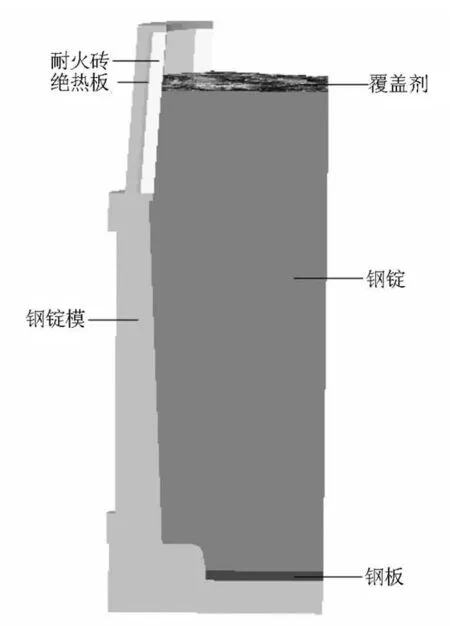
圖1 鋼錠及錠模的幾何模型Figure 1 Geometric model of steel ingot and the ingot mold
1.1 傳熱控制方程
基于上述假設,建立大型鋼錠凝固傳熱的三維非穩態數學模型[4],鋼錠凝固傳熱模型控制方程如下:
(1)
式中,H為鋼錠的熱焓(J),ρ為密度(kg·m-3),λ為導熱系數(W·m-1·K-1),Cp為比熱(J·kg-1·K-1),t為時間(s)。
對于存在液固相變的鋼錠凝固而言[5],式(1)中的熱焓可表示為:
(2)
式中,L為凝固潛熱(J·kg-1),fs為固相率。
1.2 邊界條件和初始條件
鋼液初始溫度均勻,為澆注溫度,在鋼錠的對稱軸及對稱面上的傳熱為絕熱條件,其它各界面傳熱按下式處理[6]。
(3)
式中,h為邊界上的傳熱系數;T、T∞分別為邊界單元和環境的溫度。
考慮到鋼錠因凝固收縮引起的鋼錠與錠模之間的氣隙對凝固傳熱的影響,將鋼錠與錠模間的界面熱阻引入傳熱模型中,錠-模界面的熱流計算公式如下:
q=h(Tsteel-Tmold)
(4)
1.3 物性參數處理
材料的物性參數包括:密度、導熱系數、比熱或熱焓(凝固問題還包括固液相變溫度區間和凝固潛熱)及熱膨脹系數。物性參數影響材料的傳熱分析結果,一般而言,當材料一定時,材料的物性參數將隨溫度的變化而變化[7]。
澆注鋼種為30Cr2Ni4MoV,由于該鋼種在高溫下的物性參數相當缺乏,因此利用Procast軟件內置材料數據庫,根據所澆鋼種的化學成分計算出該鋼種的物性參數。同時,計算出液相線溫度和固相線溫度分別為1 499℃和1 450℃。
2 大鋼錠數值模擬結果分析
2.1 溫度場模擬結果
由圖2可知,鋼錠的散熱以鋼錠模側壁為主,通過鋼錠底面的散熱相對較弱,具體表現為在不同時刻的溫度分布等值線呈U字形。顯然超大型鋼錠的凝固進行的非常緩慢,535 t鋼錠完全凝固所需時間約為74 h。
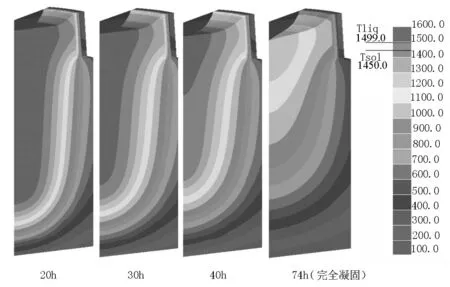
圖2 不同時刻鋼錠內的溫度分布Figure 2 Temperature distributions inside of steel ingot at different time
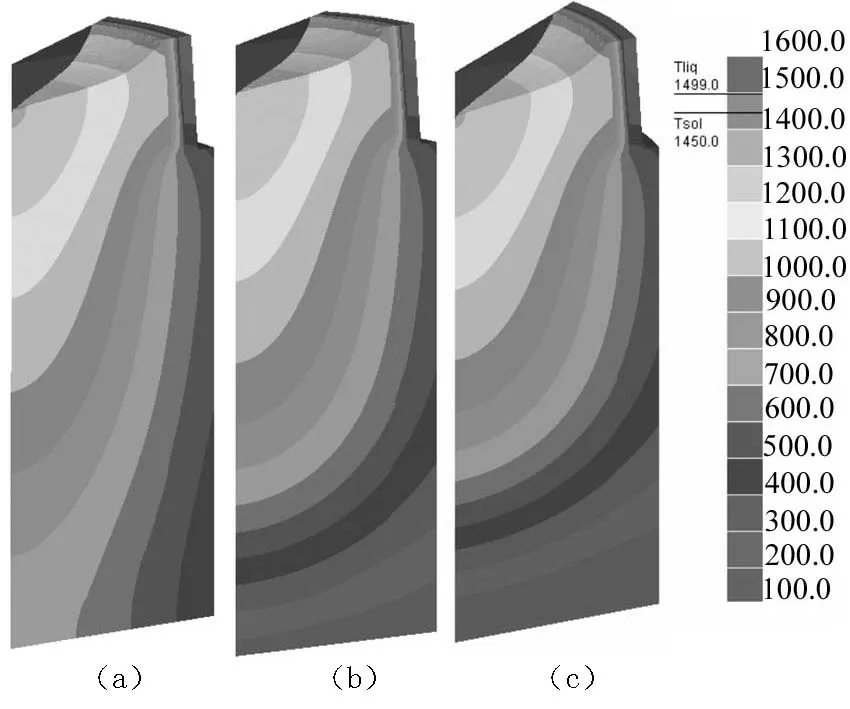
(a)hd=17.4 W/(m2·℃) (b)hd =100 W/(m2·℃) (c)hd =200 W/(m2·℃)圖3 錠模側面不同傳熱系數下的鋼錠溫度場Figure 3 The ingot temperature fields with different heat transfer coefficients at side of mold
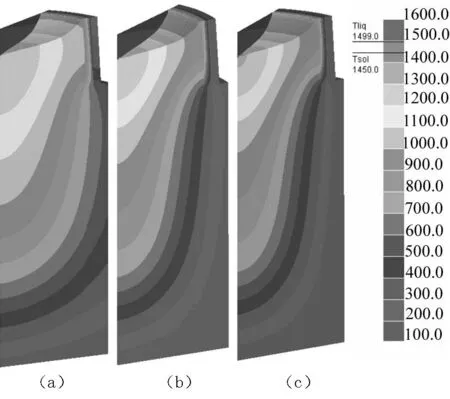
(a)hd=0 (b)hd =100 W/(m2·℃) (c)hd =3 000 W/(m2·℃)圖4 錠模底部不同傳熱系數下的鋼錠溫度場Figure 4 The ingot temperature fields with different heat transfer coefficients at bottom of mold
從圖3和圖4中可以看出,錠模側面傳熱系數由17.4 W/(m2·℃)增加到200 W/(m2·℃)時,鋼錠溫度下降明顯加快,凝固速度提高,完全凝固時間由74 h縮短為62 h。這說明錠模側面的傳熱條件對鋼錠凝固溫度場影響較大,強化錠模側面的冷卻條件能夠縮短鋼錠完全凝固時間。而錠模底部的傳熱條件從絕熱、直至增加到傳熱系數為3 000 W/(m2·℃)時,鋼錠的溫度場分布基本相同,僅僅在錠模底部附近很小的區域內有很小的差異。從整體來看,底部的傳熱條件對鋼錠凝固溫度場的影響幾乎可以忽略不計,各種條件下鋼錠的完全凝固時間均為74 h,這說明強化底部冷卻條件并不能縮短鋼錠完全凝固時間。
2.2 縮孔與疏松模擬結果
本文計算了不同的錠模底部傳熱條件和錠模側面傳熱條件下,凝固縮孔和疏松的計算結果,如圖5和圖6所示。圖中冒口處的藍色區域為因液體補縮而形成的空間,此區域無任何液態金屬,圖中的等值線是由Procast按公式(5)計算出的密度變化程度,它可以衡量縮孔和疏松的相對大小。
(5)
式中,S為密度的變化程度;ρ0為實際密度,kg/m3;ρ1為不計縮孔和疏松的密度,kg/m3。
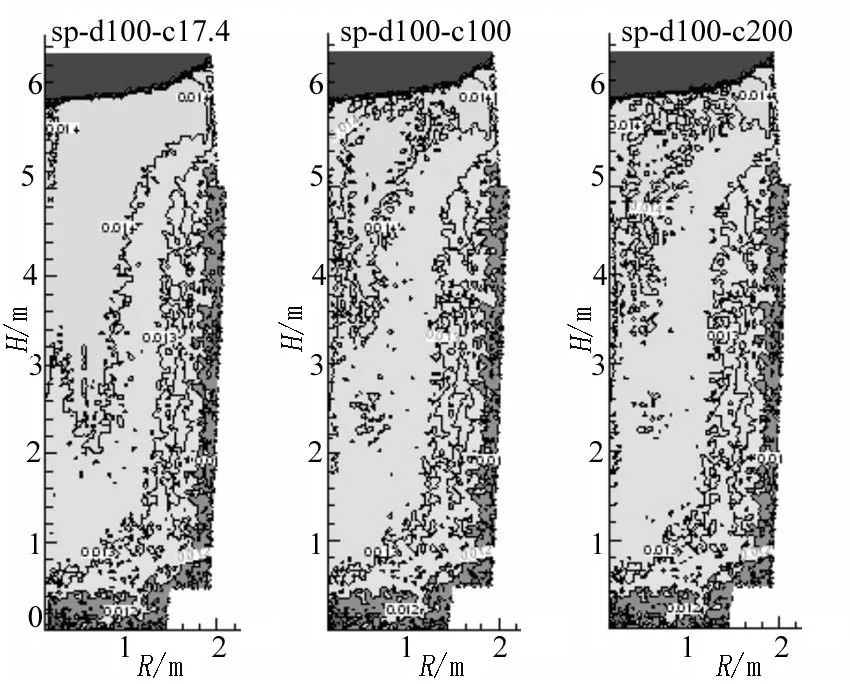
圖5 錠模側面不同傳熱系數下的縮孔與疏松 Figure 5 The shrinkage and porosity with different heat transfer coefficients at side of mold

圖6 錠模底部不同傳熱系數下的縮孔與疏松Figure 6 The shrinkage and porosity with different heat transfer coefficients at bottom of mold
由圖5和圖6中的計算結果可以看出,各種條件下產生的鋼錠冒口處的集中縮孔基本相同,這說明在計算參數范圍內,錠模側面和底部的冷卻條件對鋼錠冒口處的縮孔影響很小。但疏松的情形卻與之不同,錠模底部的冷卻條件對疏松幾乎沒有影響,而錠模側面的冷卻條件對疏松影響較為明顯。如圖5所示,傳熱系數越大,錠身芯部疏松程度越小,因此,合理的增大錠模側面的冷卻速度有利于降低錠身芯部的疏松程度。
2.3 碳的宏觀偏析模擬結果
鋼錠的宏觀偏析是鋼錠在凝固時鋼液流動、傳熱、傳質、凝固相變、晶核形成以及生長等多種過程共同作用的結果,并受合金的種類和成分、鑄錠的尺寸和形狀以及鑄造工藝條件等因素的影響,是一個極其復雜的過程。鋼錠的宏觀偏析包括多種類型:鋼錠頭部正偏析、倒V型偏析、V型偏析以及底部的沉積堆負偏析[8]。由于目前尚缺乏精確的、被公認的宏觀偏析的預測計算方法。考慮到研究對象的特點,本文以Procast軟件計算出的溫度場為基礎,再結合合金中溶質元素在液相間的再分配定律,通過自行編制溶質濃度變化的計算程序來實現對大鋼錠宏觀偏析的預測。
宏觀偏析模型的控制方程如下:
ke=k0/[k0+(1-k0)e-R·d/D]
(6)
Cs=(1-fSC)Cl+fSC·ke·Cl
(7)
式中,ke為有效平衡分配系數;k0為平衡分配系數;R為凝固速度,m/s;d為液相溶質的擴散層厚度,m;D為液相內溶質的擴散系數,m2/s;Cs為凝固部分的溶質元素濃度;Cl為C/C0>1為正偏析,C/C0<1為負偏析。
由圖7可知,錠模側面傳熱系數由17.4 W/(m2·℃)增加到200 W/(m2·℃)時,鋼中碳濃度變化很小。經計算底部傳熱條件對鋼錠中的碳濃度分布也基本沒有影響。這說明在計算參數范圍內,錠模的傳熱條件對鋼錠碳的宏觀偏析影響很小。圖8、圖9給出了不同高徑比和不同錠身錐度下的鋼錠碳濃度,其中高徑比H/D=1.15、錐度Tp=8.4是現有鋼錠模的幾何參數。從上述計算結果可以看出,在高徑比和錐度的幾何參數變化范圍之內,目前車間所使用的鋼錠模結構比較合理,更有利于減少鋼錠的質量缺陷。
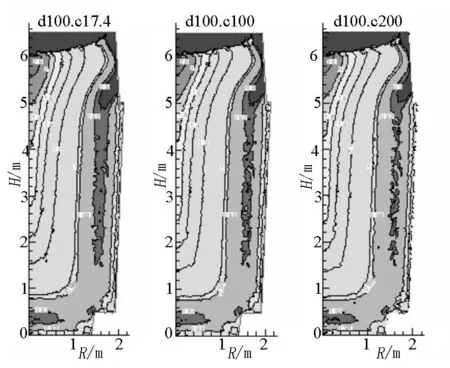
圖7 錠模側面不同傳熱系數下的碳濃度Figure 7 Concentration of carbon with different heat transfer coefficients at side of mold
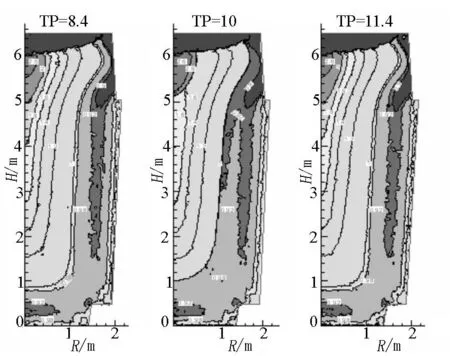
圖8 不同錠身錐度下的鋼錠碳濃度Figure 8 Concentration of carbon with different ingot body tapers

圖9 不同高徑比下的鋼錠碳濃度Figure 9 Concentration of carbon with different height-diameter ratios

圖10 脫模后的600 t級鋼錠Figure 10 600 ton steel ingot after demouding

圖11 600 t級鋼錠制造的低壓轉子Figure 11 Low-voltage rotor made of 600 ton steel ingot
3 生產應用
經過數值模擬計算,證明現有高徑比H/D=1.0~1.2、錐度Tp=8~10的600 t級鋼錠模的工藝參數設計比較合理。2007年利用此鋼錠模澆注了600 t級超大型低壓轉子鍛件用鋼錠,圖10所示為600 t級鋼錠脫模后的照片,圖11為經粗加工后的大型低壓轉子照片。
作為檢驗鋼錠質量是否合理的重要標志有兩點:一是鋼錠冒口是否呈淺平的“U”字型,二是鋼錠經鍛造后探傷結果是否滿足產品技術要求。從鋼錠脫模后的照片可以看出,冒口補縮良好,呈現出淺平的“U”字型;鍛件所達到的具體技術水平為:(1)大型鋼錠宏觀偏析得到有效控制,碳元素最大偏析控制在0.08%以內;(2)鋼錠內部冶金質量好,鍛件探傷未發現?1.6 mm以上缺陷。
4 結論
(1)鋼錠的散熱以鋼錠模側壁為主,通過鋼錠底面的散熱相對較弱。錠模側面傳熱系數由17.4 W/(m2·℃)增加到200 W/(m2·℃)時,鋼錠溫度下降明顯加快,凝固速度提高,完全凝固時間由74 h縮短為62 h,而改變底部散熱條件并不能縮短鋼錠完全凝固時間。
(2)在所計算的參數范圍內,錠模的傳熱條件對鋼錠頭部縮孔影響很小,而傳熱系數越大,錠身芯部疏松程度降低。因此,合理的增大錠模側面的冷卻速度有利于減少錠身芯部疏松的形成。
(3)錠模側面傳熱系數由17.4 W/(m2·℃)增加到200 W/(m2·℃)時,鋼中碳的分布變化很小,底部傳熱條件對鋼錠中的碳濃度分布也基本沒有影響。因此,在計算參數范圍內,錠模的傳熱條件對鋼錠碳的宏觀偏析影響很小。
(4)目前生產所使用的高徑比H/D=1.0~1.2、錐度Tp=8~10的鋼錠模結構比較合理,有效降低了鋼錠的質量缺陷。
[1] 隋大山,崔振山.鑄造鋼錠宏觀偏析的數值模擬[J].金屬鑄鍛焊技術,2008,37(1).
[2] 盧盛意.鋼錠質量[M].北京:冶金工業出版社,1990.05.
[3] 孫瑞霞,劉啟平.計算機模擬在大型鋼錠工藝優化中的應用[J].金屬鑄鍛焊技術,2009(11).
[4] 仇圣桃,劉和平,等.基于連續模型的板坯連鑄凝固過程的數值模擬[J].鋼鐵研究學報,2003,15(6).
[5] 寧寶林,楊澤寬,等.液芯鋼錠數學模型[J].鋼鐵,1989(5).
[6] 姜國順.20.306噸鋼錠凝固傳熱解析與生產工藝探討[J].鋼鐵,1992(2).
[7] 李長庚,沈洪遠,等.金屬材料熔點溫度多個熱物性的測試[J].湘潭礦冶學院學報,2003(03).
[8] 馬長文,沈厚發,黃天佑,等.定向凝固通道偏析的數值模擬[J].清華大學學報(自然科學版),2003(11):1444-1447.
