模具結構及參數對厚餅類鍛件內部質量影響
2012-09-25 08:44:28門正興孫燕飛
大型鑄鍛件 2012年2期
門正興 孫 嫘 孫燕飛 李 其
(中國第二重型機械集團公司,四川618013)
厚餅類鍛件在大型鍛件總量中占有很大的比例,但該類產品內部質量極不穩定,廢品率高,產品主要質量問題是在超聲波探傷時存在大面積密集性缺陷[1],給企業和社會帶來巨大的經濟損失及能源消耗。以大型管板為例,密集性缺陷位置通常在鍛件高度方向的中部,直徑方向2/ 3環形區域內。產生密集性缺陷的主要原因被分為兩種:1)鋼錠中疏松、夾雜物以及內部裂紋等缺陷,經過鍛造過程后仍未被焊合或彌散,而是聚集在一起形成更大的缺陷;2)RST效應(Rigid Slide Tearing Effect,剛性滑動撕裂效應),鍛件上下兩個剛性區相遇,在繼續成形過程中,金屬的剛性滑動變形導致金屬撕裂,形成裂紋。
鐓粗是厚餅類大型鍛件的主要成形方式,劉助柏教授提出的錐形板鐓粗新工藝[2]由于工具簡單、對厚餅類大型鍛件質量有大幅提高而被廣泛應用,但目前錐板鐓粗工藝對金屬內部流動規律及錐板參數對成形效果的影響研究較少。
1 有限元分析
對直徑2 200 mm,高度2 600 mm坯料分別進行平板鐓粗和錐板鐓粗+展平工藝數值模擬,零件最終高度設定為1 400 mm。由于鐓粗過程為軸對稱變形,因此采用2D模擬分析。由于采用軸對稱模擬,所模擬的展平的過程為整個鍛件同時展平,而不是實際生產中的旋轉展平。為了對平板鐓粗和錐板鐓粗+展平成形方式鍛件的內部金屬流動、應力應變等參數進行精確比對,在鍛件右上部1/4面積內平均分布66個跟蹤點,如圖1所示,點1、12、23、34、45、56位于鍛件軸線上。模擬采用錐板與平面夾角α為15°,錐頂平臺h長500 mm。為了便于進行對比,采用上下砧板反向等速運動進行模擬,從而使鍛件的中心點相對固定。
2 結果分析
2.1 節點位移分析
圖2為兩種成形方式得到的鍛件流線及節點分布。通過觀察可以發現,平板鐓粗和錐板鐓粗+展平成形的鍛件流線基本一致。平板鐓粗過程中,鍛件中心區域徑向位移較大,最終形成鼓形;而錐板鐓粗+展平成形方式,變形比較均勻,鼓形較小。對比兩種成形方式結束后的節點相對位置可以發現,兩種變形方式對節點在鍛件內的最終位置影響不大。
節點在鍛件內的最終位置相似不能說明節點在鍛造過程中運動軌跡是相似的,圖3為點23~33 ,即高度方向距零件中心260 mm,軸向間隔110 mm 的11個點在不同鐓粗過程中的運動軌跡。從圖中可以發現,對于零件中心區域附近(點23~點27),采用平板鐓粗和錐板鐓粗+展平方式節點移動的趨勢基本一致,采用平板鐓粗方式節點位移明顯較大;在遠離零件中心區域附近(點28~點33),采用錐板鐓粗+展平方式成形的節點運行軌跡有明顯的拐點,從拐點以后為展平過程節點的移動軌跡。因此可以確定,展平過程對遠離零件中心區域節點的運動影響比較明顯。
2.2 等效應變分析
圖4為變形結束后,不同鐓粗方式下各節點等效應變的對比。由圖可知,除了零件中心區域(點1~4,點12~16)及零件與模具接觸的中心區域(點56、67、68)以外,采用錐板鐓粗+展平成形方式節點的等效應變大幅增加,由此可以判斷錐板鐓粗+展平成形方式有效的增加了零件內金屬的塑性變形,這對于缺陷彌散及裂紋愈合是非常有益的。結合圖4可以發現,盡管采用平板鐓粗成形方式節點位移較大,但等效應變卻小于錐板鐓粗+展平成形方式,這是因為平板鐓粗的節點位移中剛性位移較大,不能對金屬內部質量起到改善作用,相反可能出現RST效應,使鍛件內產生新的裂紋。
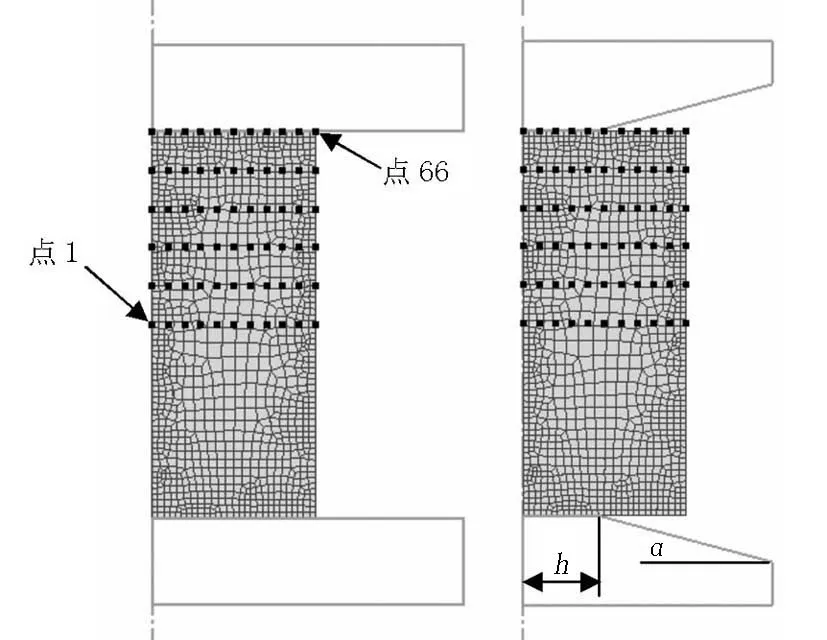
a)平板鐓粗 b)錐板鐓粗圖1 鐓粗模擬過程有限元模型Figure 1 Finite element model of upsetting simulation
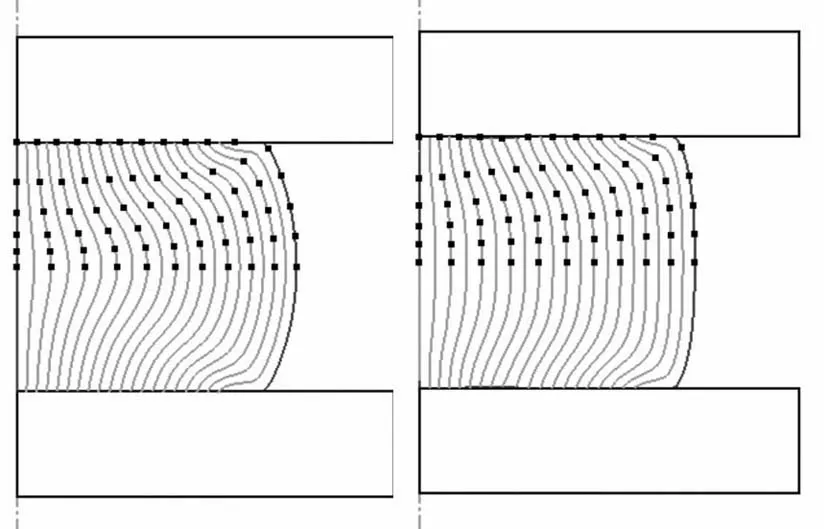
圖2 不同鐓粗方式對鍛件流線及節點位置的影響Figure 2 Effects of different upsetting methods on stream line and node position of forging
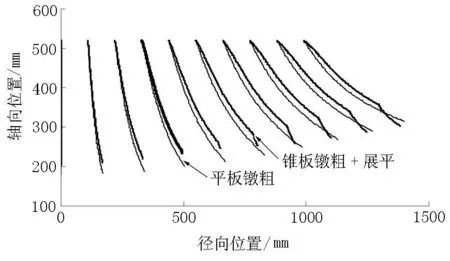
圖3 不同鐓粗方法下變形軌跡描述圖Figure 3 The graphs of deformation tracks under different upsetting methods
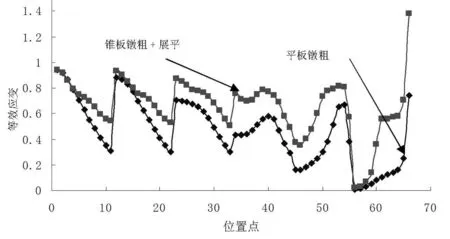
圖4 變形后不同鐓粗方法對各節點等效應變的影響Figure 4 Effects of different upsetting methods after deformation on equivalent strain of various nodes
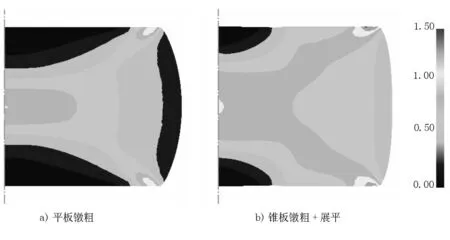
圖5 不同變形過程等效應變云圖Figure 5 The nephogram of equivalent strain under different deformation processes
從不同變形過程等效應變云圖(圖5)可以更加直觀的發現,對比平板鐓粗,采用錐板鐓粗+展平有以下特點:1)鍛件與模具接觸的剛性區大幅減少,鍛件中心部分塑性變形區增大;2)鍛件靠近外部的區域變形更加均勻,等效應變大于平板鐓粗過程,因此鍛件外表面開裂傾向減小。通過測量,采用錐板鐓粗+展平方式成形得到的鍛件與模具接觸的剛性區長度為500 mm左右,與錐頂平臺長度一致,因此錐頂平臺長度h對鍛件的成形有著重要的影響。
2.3 錐板鐓粗參數影響分析
分別對錐板與平面夾角α為0°、15°、20°、25°、30°進行數值模擬,采用66個節點平均等效應變評判夾角α對鐓粗變形的影響,如圖6所示。從圖中可以發現,隨著夾角的增大,各點平均等效應變增大。增大夾角α對鍛件的成形并不完全有利,如圖6為夾角α為30°情況下的模擬結果。隨著夾角α的增大,鍛件雙鼓形越來越明顯,使得鍛件在實際生產中需要采用滾圓工序對外圓進行修正;同時,隨著夾角α的增大,在展平過程中鍛件局部會出現凹坑(圖7),α為30°時凹坑高度為11.5 mm,而α為15°時凹坑高度僅為6.2 mm。在實際生產過程中,由于鍛件表面溫度較低,金屬流動較差會導致凹坑高度比模擬結果大,使得鍛件高度實際尺寸減少。
分別對錐板與平面夾角α為15°,錐頂平臺長度h長250 mm、500 mm、750 mm進行數值模擬,得到的各節點平均等效應變如圖8所示。從圖中可以發現,隨著平臺長度h的減少各點平均等效應變增大。同夾角α的增大對展平過程中鍛件局部凹坑高度的影響相反,減少平臺長度h會使凹坑高度增大。
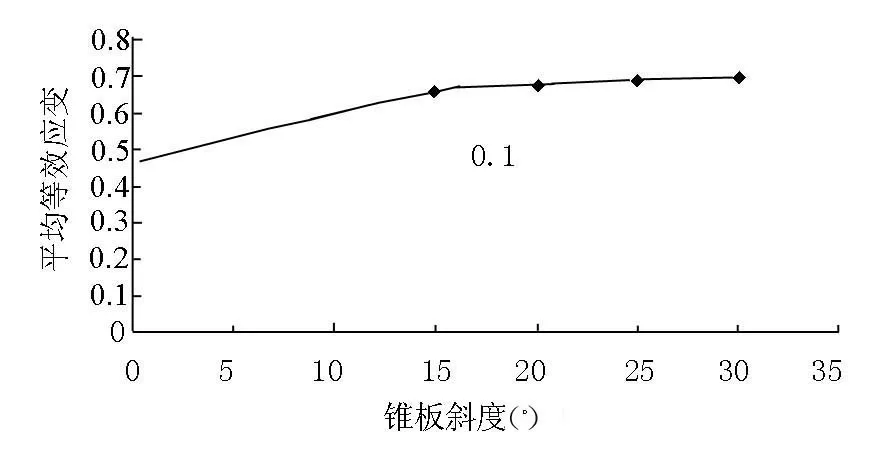
圖6 錐板斜度對平均等效應變的影響Figure 6 Effects of cone plate slope on average equivalent strain
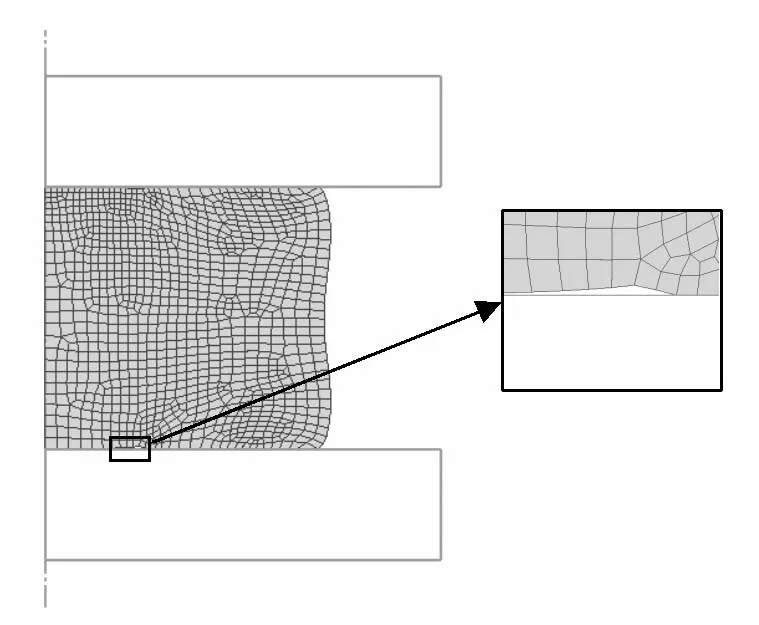
圖7 h=500,α=20°情況下鐓粗效果Figure 7 Upsetting effect when h=500,α=20°
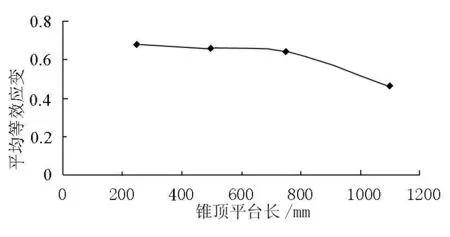
圖8 錐板平臺長度h對平均等效應變的影響Figure 8 Effects of cone plate platform length h on average equivalent strain
考慮到目前厚餅類鍛件出現密集性缺陷的區域在鍛件高度方向的中部,直徑方向2/3區域內(如圖9a),在成形工藝的設定過程中應增大該區域的塑性變形,從而使缺陷彌散或焊合。對比各種情況下等效應變分布,a、b、c方案在該區域等效應變較小,因此增大錐板與平面夾角α對減小缺陷產生效果不明顯。方案e、f在該區域等效應變較大,可以通過進一步分析得到最優的成形效果。通過以上分析,采用錐板鐓粗+展平工藝能夠顯著增加鍛件內部塑性變形,增加變形均勻性,但是采用錐板鐓粗+展平工藝的最終效果與平面夾角α及錐頂平臺長度h有重要影響,因此根據鍛件結構及材料選擇合理的錐板工藝參數,是今后錐板鐓粗+展平工藝研究的重點。

圖9 不同變形過程等效應變云圖Figure 9 The nephogram of equivalent strain under different deformation processes
3 結論
通過對不同工藝參數下錐板鐓粗+展平工藝及平板鐓粗工藝的數值模擬分析,得到以下結論:
(1)對比平板鐓粗,錐板鐓粗+展平成形方式對各節點在鍛件中的最終位置影響較小,但鍛件外側金屬的流動軌跡發生了明顯的變化。
(2)對比平板鐓粗,錐板鐓粗+展平成形使鍛件內部等效應變顯著增大,變形剛性區大幅減少,金屬變形更加均勻。
(3)適當增大錐板與平面夾角α或減小錐頂平臺長度h都會增大鍛件內部金屬平均等效應變及鍛件表面凹坑高度。錐板參數的改變會引起等效應變分布的變化,因此需要根據鍛件缺陷產生的區域、鍛件結構及鍛件材料來選擇合理的錐板工藝參數。
[1] 《鍛件質量分析》編寫組.鍛件質量分析.北京:機械工業出版社,1983.
[2] 劉助柏,倪利勇,劉國暉.大鍛件形變新理論新工藝.北京:機械工業出版社,2009.
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
