核電AP1000 MSR循環蒸汽入口接管的試制
2012-09-25 08:46:14梁治斌張英云
大型鑄鍛件 2012年2期
白 泉 梁治斌 張英云 平 萍
(1.太原重工鑄鍛分公司工藝所,山西030024;2.太原重工煤化工分公司設計所,山西030024)
循環蒸汽入口接管(以下簡稱為接管)材質為SA182 Gr.F22CL3,屬于低合金鋼。其成品交貨尺寸為?1 044+2mm /?980-2mm×380 mm,壁厚僅為32 mm,制成后焊接在MSR的殼體上。接管需在高溫、高壓狀態下工作,環境惡劣,其質量直接影響到設備的可靠性與安全性。因此要求接管具有較好的塑、韌性、焊接性及較高的室溫強度。我公司對核電AP1000 MSR循環蒸汽入口接管進行了技術研究及試制,對其中30件半精加工接管進行了生產過程的跟蹤控制。最終檢測各項指標均符合用戶采購標準要求,且質量穩定,合格率達到100%。
1 主要技術指標要求
1.1 材料牌號及化學成分
材料牌號為SA182 Gr.F22CL3,化學成分見表1。
1.2 冶煉方法
此鋼種為完全鎮靜細晶粒鋼,采用堿性吹氧轉爐或電爐加爐外精煉(LF)和真空脫氣(VD)方法冶煉。
1.3 力學性能
力學性能指標要求見表2。
1.4 無損檢驗
1.4.1 超聲波檢驗
超聲檢驗按照ASTM A388M逐件進行縱波和橫波檢驗。
1.4.2 磁粉檢驗
磁粉檢驗按照ASTM A275M逐件進行。
1.4.3 目視檢驗
鍛件需逐件檢驗,表面應該保持清潔、干燥、平滑、均勻,不得有裂紋、機加工毛刺、刮痕、凹坑等缺陷。

表1 SA182鋼的化學成分及氣體含量(質量分數,%)Table 1 The chemical composition and gas content of SA182 steel (mass fraction,%)

表2 SA182鋼的力學性能Table 2 The mechanical properties of SA182 steel
2 工藝制造流程
備料→電爐冶煉→LF加熱還原、VD真空脫氣→鑄錠→鍛造→粗加工→UT探傷→熱處理→取樣檢驗→半精加工→尺寸檢驗→UT、MT、VT檢測→包裝發運。
3 重點技術分析
3.1 煉鋼
為了達到較好的理化力學性能要求,重點對煉鋼的化學成分進行了微調,采用我公司制定的內控成分進行冶煉。同時工藝要求冶煉前將爐料進行烘烤以減少鋼液中氣體含量,控制好過程中的脫碳量、出鋼溫度、真空度及吊包溫度,選用小高徑比和大錐度的鋼錠模,使鋼水在錠模中順序凝固,減少軸心的疏松及縮孔缺陷,從煉鋼源頭來提高產品的質量。
3.2 鍛造
接管鍛件交貨重量為0.32 t,壁厚僅為32 mm,交貨圖見圖1。根據現有設備條件,工藝為:
下料→鐓粗→沖孔→擴孔→成型,在12.5 MN水壓機上完成。為保證接管鍛件內部不會出現疏松、縮孔和裂紋缺陷,并且能更好的滿足探傷要求,工藝中要求實際鍛造比≥3。
鍛造過程中沖孔嚴格對中不偏心,避免折疊的產生;擴孔時壓下量、轉動量要均勻,避免出現壁厚不均、兩端口徑大小不一等質量問題。
3.3 熱處理
接管鍛件以正火+回火狀態交貨,試樣進行正火+回火及模擬焊后熱處理。熱處理工藝見圖2、圖3。
對工號為HY2#-23的5件接管進行檢驗,從結果看效果令人滿意。故將此種工藝形式作為后續25件接管的固化工藝。
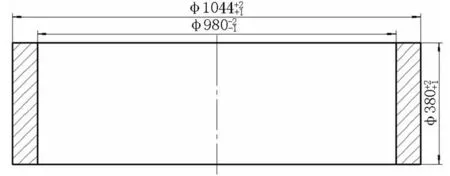
圖1 接管交貨圖Figure 1 The delivery chart of the nozzle
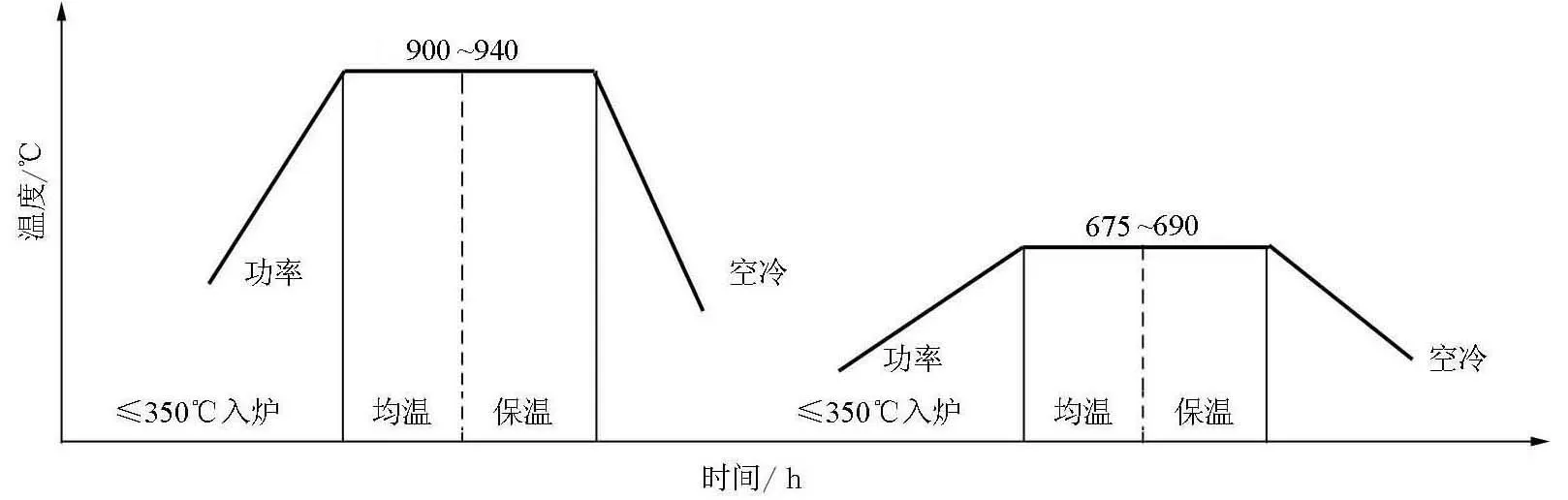
圖2 SA182 Gr.F22CL3鋼正火+回火熱處理曲線圖Figure 2 The curve chart of normalized and tempered heat treatment of SA182 Gr.F22CL3 steel
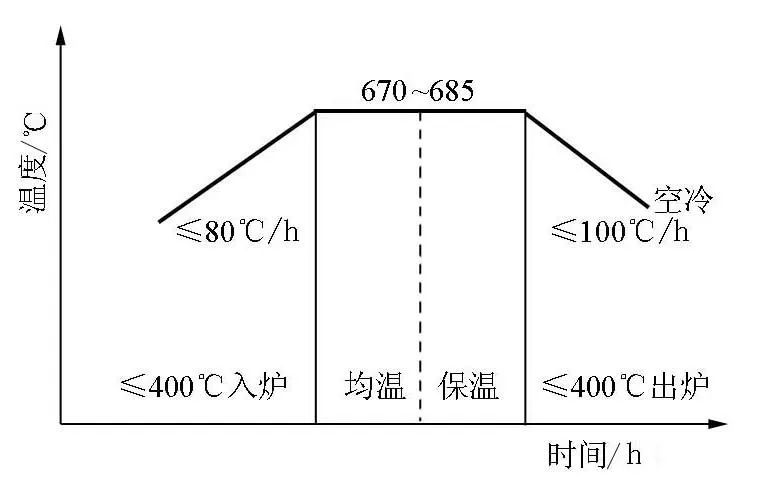
圖3 SA182 Gr.F22CL3鋼模擬焊后熱處理曲線圖Figure 3 The curve chart of simulated post-weld heat treatment of SA182 Gr.F22CL3 steel
4 生產試制結果
4.1 力學性能
通過對30件接管鍛件的化學成分、氣體含量及力學性能等各項指標的統計,結果分別見表3、表4。
由表3可見,鋼錠熔煉分析與成品分析成分偏析不大,氣體含量中[H]、[O]、[N]均很低,這說明煉鋼工藝的執行及過程控制較好。
由表4可見,采用此項工藝獲得了良好的力學性能,說明工藝方案可行。

表3 SA182鋼的化學成分及氣體含量檢驗結果Table 3 The examined results for the chemical composition of and gas content of SA182 steel

表4 SA182鋼力學性能檢測結果Table 4 The testing results for the mechanical properties of SA182 steel
4.2 無損檢測
對試制的30件接管進行經過超聲波、磁粉及目視檢驗。檢驗結果無粗晶、疏松、白點等缺陷,均滿足技術要求。
5 結論
通過對30件接管的試制工作,確定了較為合理的工藝方案。在冶煉初期對化學成分進行調整控制,為后續的鍛造及熱處理起到保證作用;在熱處理過程中控制鍛件的冷卻速度,使得熱處理取得較好效果。最終檢驗結果表明,產品質量完全滿足技術條件要求,產品試制成功。
[1] 康大韜.大型鍛件材料及熱處理.北京:龍門書局,1998.
[2] ASME鍋爐及壓力容器委員會材料分委員會.ASME鍋爐及壓力容器規范第二卷材料A篇鐵基材料:中國《ASME規范產品》協作網(CACI).2004版.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
