超級壓光機變頻傳動控制系統的設計與應用
2012-09-22 03:19:14
電氣傳動 2012年1期
(西門子工業解決方案集團 廣東 廣州 510620)
為了改變紙的表面物性,使其達到印刷要求,同時為了使紙厚度盡量一致,以確保好的紙態和在后續工段中有好的運轉性,通常從涂布過來的紙需要使用壓光機進行再壓光,壓光機在壓光過程中利用軟輥把紙頁的高低部分壓帖在平滑的金屬熱輥面上,經高溫壓區受熱變軟的紙頁,再經過壓光過程中的剪切和搓動,使紙的緊度趨于一致,并使接觸金屬熱輥的紙面有非常精致的平滑表面,使紙幅有著非常均勻的平滑度。某大型紙廠引進一套德國VOITH設計生產的Janus MK 2TM型離線超級壓光機,并為這套壓光機開發設計了一套完善的變頻傳動系統,本文對這套系統設計進行介紹,并作出相應的原理分析。
1 系統描述
1.1 性能指標
VOITH Janus MK 2TM型超級壓光機技術指標為:壓光對象80~230gsm高級文化用紙;入口紙寬11 010mm;設計車速1 500m/min;引紙車速5~20m/min;飛接車速40m/min;全壓區工作模式275~300N/mm;單壓區工作模式30~70N/mm。
1.2 機械裝置系統
VOITH Janus MK 2TM型壓光機采用45°的基架設計,2堆5輥4壓區,工作模式有全壓區工作模式、單壓區工作模式、雙壓區工作模式。如圖1所示:壓光區域上共有10根輥,頂輥13,15與底輥14,16都是可控中高輥,1,2,3,4號輥為鋼輥,它們也是主驅動輥,17,18號為膠輥。

圖1 VOITH Janus MK 2TM型壓光機壓區示意圖Fig.1 The sketch map of VOITH Janus MK 2TMstack
膠輥內部通有溫水,用于控制膠輥的溫度,范圍為45~60℃。鋼輥內部通有熱水,用于控制鋼輥的溫度,其范圍為50~160℃。可控中高輥內部有12個正壓區,2個負壓區。可控中高輥輥殼繞固定軸轉動。鋼輥與可控中高輥及膠輥是相對的,它們一塊形成紙幅通過的壓區。
1.3 變頻傳動系統
根據德國VOITH Janus MK 2TM型超級壓光機的機械結構特性,設計了變頻傳動系統如圖2所示。
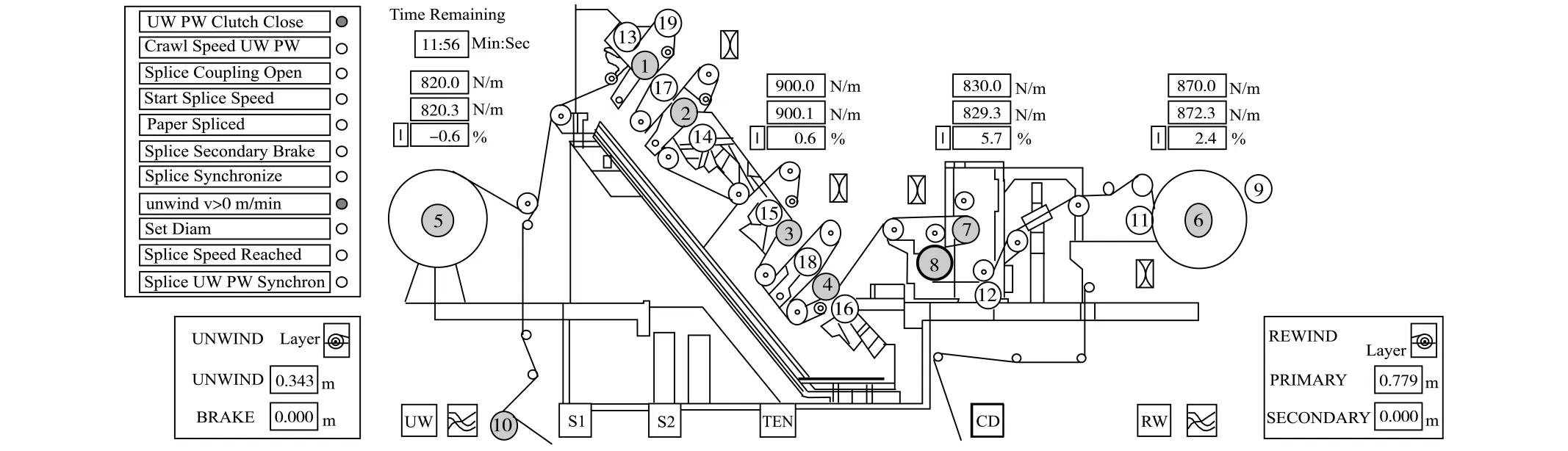
圖2 超級壓光機傳動點分布圖Fig.2 The layout of super calender drivers
該傳動系統采用公共直流母線交流方案,整流裝置使用2套690V,2 660kW的SINAMICS S120非調節型電源模塊JX型SLM及1套400 V,250kW的S120基本型電源模塊GB型BLM,逆變器使用SINAMICS S120JX型Motor Module,共使用了19套逆變裝置,電動機采用西門子變頻電機,如圖2所示,放卷部包括5號放卷主傳動,卷取部包括6號卷紙輥主傳動,9號換卷時用的二次傳動,11號壓紙輥傳動。另外還有7,8號冷缸傳動,12號切紙刀傳動,10號引紙繩傳動及19號導紙輥傳動。1,2,3,4號熱輥與17,18號軟輥均由單獨的電機和電氣控制系統傳動。傳動電機與輥使用可軸向伸縮的萬向聯軸節聯接,這樣能保證輥子在閉合和脫開過程保持穩定的運行速度。在壓區閉合前,要求兩根輥面的線速度差必須小于0.3%,否則液壓系統將拒絕閉合。可控中高輥的輥芯,在運行時是固定不動的,在輥殼上固定有同步帶輪,由電機通過萬向聯軸節、同步帶輪和同步帶,使可控中高的輥殼旋轉。為了調整紙幅的張力,保持紙幅恒定的松緊度,在放卷輥后,卷取輥前,冷缸前及壓區中間分別安裝了4臺ABB枕式張力傳感器參與紙幅的張力控制。
2 控制系統構成
本系統采用S7 400作為主站(見圖3),通過CPU414自身上的DP接口實現PROFIBUS總線與SINAMICS S120之間進行數據通信,控制各個變頻器傳動點的各種模式運行。為了實現快速數據交換要求將PROFIBUS的通信傳輸速率設置為3Mb/s。該系統通過CP443-1實現與上位機WINCC通信,WINCC對各個傳動點的信息進行顯示,記錄。該系統通過CPU414自身上另外一個DP接口實現與MP377及ABB張力測量儀表的PROFIBUS DP通信,操作員通過MP377操作傳動系統的運行。
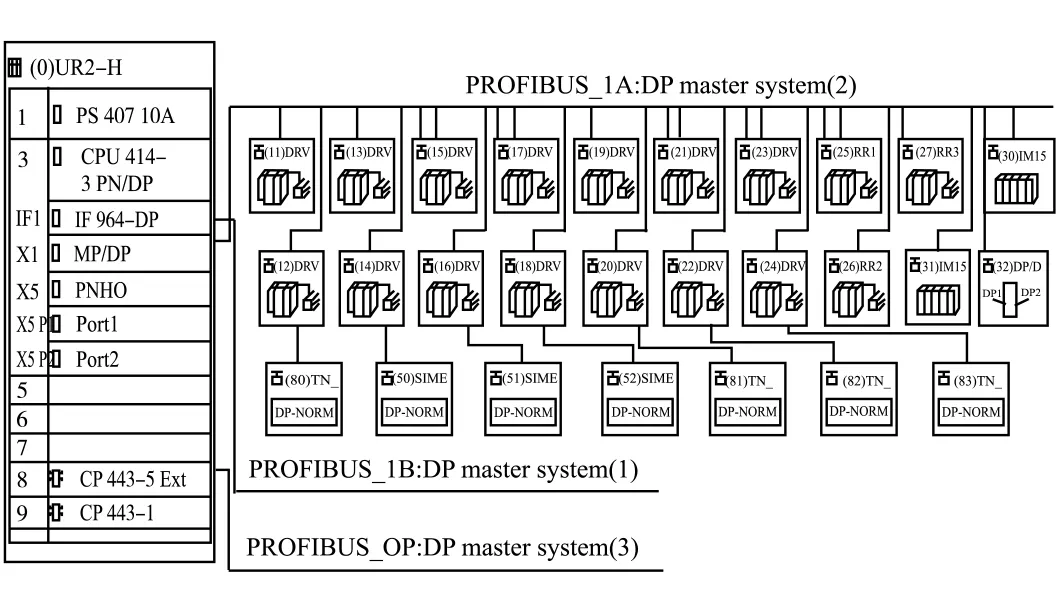
圖3 PLC硬件配置圖Fig.3 The configuration of PLC hardware
3 變頻傳動控制設計
3.1 放卷區變頻傳動
放卷區的退紙輥傳動點是整個系統控制的核心之一,其特點是:1)退紙輥電機在正常工作時,為了保持紙幅的張力在一定的數值,它長期處于制動力矩狀態,只有在引紙時才是電動力矩狀態;2)退紙輥輥徑變化范圍大,通常由4~1.5m之間變動,這要求電機有大的調速范圍;3)退紙輥在運行過程中要求保持退卷張力恒定。
針對上述特點,必須要考慮如下。
1)退紙輥的變頻器必須采用4象限變頻器,針對本系統,我們采用SINAMICS S120DC/AC多軸驅動單元,它是一款4象限變頻器,可控電源的供給和能量的回饋,避免在進線側產生噪聲。IGBT功率模塊可以實現能量的雙向流動,當引紙時,它拖動電機克服阻力做功,電動機處于電動狀態。當處于壓光工序時,逆變側產生勵磁電流,紙頁牽引電機發電,電動機處于發電狀態。動能轉化為電能通過整流側回饋到電網。
2)為了實現退紙輥驅動電機較大調速范圍運行,我們采用SIEMENS N-compact交流電動機,它具備大范圍調速運行,可以使系統在極低速與極高速下更精確運行。
3)從退紙輥的功能特點來說,對退紙輥張力的控制是退紙輥控制的關鍵,也是難點,紙幅張力主要是由于兩個傳動單元之間的線速度差形成的,當新紙卷上架并合上傳動電機聯接軸后,開始引紙,放卷部設有引紙風箏,引紙繩驅動以20 m/min驅動引紙繩。在壓光機正常操作過程中,引紙繩以爬行車速轉動,由于運行模式簡單,所以這時的退紙輥傳動采用速度控制模式,但一旦引紙工序結束,紙幅張力建立,為了維持紙幅的張力,退紙輥傳動必須轉為張力控制模式。
圖4為張力控制模式原理圖,在壓光運行時,對退紙輥的傳動轉速設置為0,由于壓區主輥通過紙幅的拉力作用于退紙輥,使得它實際是作與紙幅相同的方向運行,這樣退紙輥的速度環就達到飽和狀態并輸出一個正的最大值作為電流環的給定值,使得電流環飽和,這時電流給定值的大小將由電流限幅值來決定,通過控制電樞輸出轉矩的下限來限制實際輸出轉矩,從而使得電動機的制動轉矩達到保持張力給定值所需要的值,即實現對運行時張力的控制。采用下述公式來設定輸出力矩下限值:

式中:MLowLimit為力矩下限定值;Tout為張力調節器的輸出值;TREF為張力設定值;DACT為退紙輥紙卷的實際半徑;K為系數,一般為0.682 15。
張力調節器是一個PID模塊,輸入變量為張力設定值與張力傳感器測量出來的實際值之間的差值。退紙輥紙卷的實際半徑是通過程序模塊計算出來,該模塊是利用線速度與角速度的比值計算出紙卷卷徑。
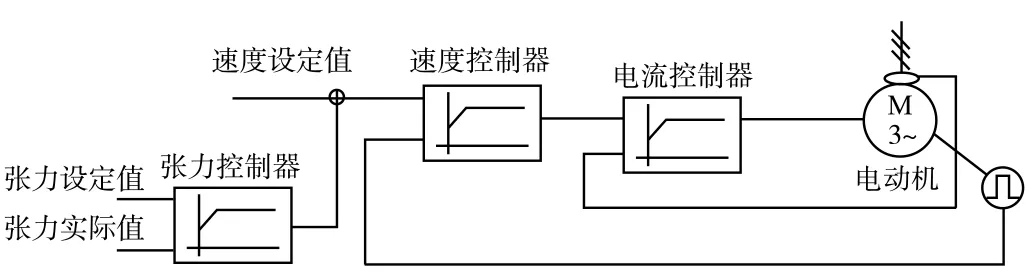
圖4 張力控制模式原理圖Fig.4 The principle chart of tension control
4)對于退紙輥而言,隨著紙卷輥徑的縮小,其本身的轉動慣量也在不斷發生變化,對于變頻傳動的雙閉環系統尤其是外環速度調節器的比例增益參數P產生很大的影響,不同的轉動慣量應該使用不同的P參數,才能更精準地控制好速度調節器。退紙輥的轉動慣量計算如下:

式中:D為退紙輥當前的實際直徑;Dcore為退紙輥輥芯的直徑;b為紙幅寬度;ρ為紙的密度。
計算出來的轉動慣量,再根據圖5所示的比例圖算出比例增益P參數的值。
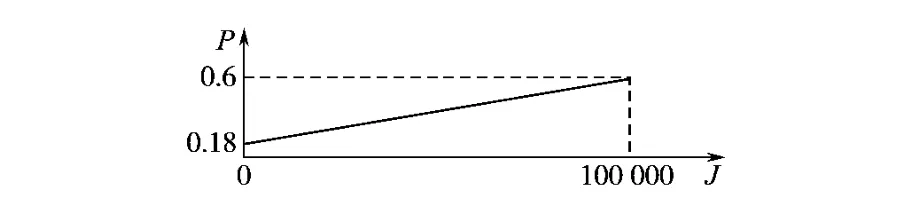
圖5 線性比例圖Fig.5 The line proportional chart
5)當退紙輥處于飛接工序時,擺動開關關閉,放卷居中,提升臂下降,壓光機降速到飛接車速,退紙輥電機連軸器與大紙卷分離,此時的輸出力矩上、下限幅要分別設置為15%,-15%,退紙站夾臂打開,提升臂將大紙卷提起,壓區打開,連軸器與大紙卷銜接,將大紙卷加速至飛接車速。
3.2 卷取區變頻傳動
卷取區包括6號卷紙輥主傳動,9號換卷時用的卷紙輥輔助傳動,11號壓紙輥傳動。
6號卷紙輥主傳動,也是整個系統的核心傳動之一,有以下特點:1)卷紙輥的運行受退紙輥乃至壓區傳動的影響,它必須緊隨退紙輥的運行步調,亦步亦趨,其控制方式受卷紙張力開關的控制,要求保持卷紙張力的恒定;2)與退紙輥一樣,卷紙輥輥徑變化范圍大,通常由1.5~4m之間改變,這也要求電機有大的調速范圍。
針對上述2個特點,我們采用同樣的策略,使用SINAMICS S120DC/AC多軸驅動單元與SIEMENS N-compact交流電動機。
為了保持張力在卷紙過程中的穩定,對于6號卷紙輥主傳動,必須從以下幾個方面去控制。
3.2.1 附加力矩的預先設定
對于卷紙輥而言,卷紙過程是一個動態時變過程,傳動電機要克服卷紙輥的靜態慣量,加速度慣量及摩擦力做功,如圖6所示。
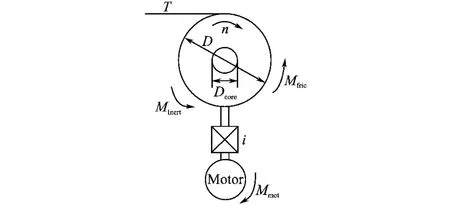
圖6 卷紙輥轉矩示意圖Fig.6 The sketch map of torque of winder
動態平衡公式:

式中:MMOT為電機輸出力矩;MFRIC為卷紙輥各種形式摩擦力;MINERT為卷紙輥的靜態慣量和加速度慣量;T為紙幅的張力。
對于變頻器速度環,電流環雙環控制模式而言,將卷紙輥的慣量MINERT及摩擦力MFRIC之和MPRE作附加力矩值(參數:P1511)預先加在電流環上可加快傳動裝置的動態響應速度 。
3.2.2 速度設定
對于6號卷紙輥主傳動,在單獨運行或者在引紙時是速度控制模式,所以速度設定值就是速度鏈值,而當卷紙時,當紙幅張力達到設定張力的15%后,該傳動點將自動切換成張力控制,要求在速度鏈值的基礎上再加小量速度超調值,一般設定為0.02,如下式所示:

式中:vSET為6號卷紙輥主傳動速度給定值;vOD為速度超調值,一般為0.02;vCASECADE為速度鏈值;DCORE為輥芯直徑;DACT為卷紙實際直徑。
3.2.3 轉矩限幅
由于速度設定值加了一個超調值,這樣可使電流環飽和,通過限制轉矩的輸出來達到卷紙張力的穩定,轉矩上限幅為

式中:MHighLimit為力矩上限幅度;TREF為張力調節器的設定值;TOUT為張力調節器的輸出值;K為系數,一般設為0.682 15;DACT為實際卷紙輥半徑;MPRE為卷紙缸的附加力矩的預先設定值。
3.2.4 速度環比例參數
卷紙輥同退紙輥一樣,隨著紙卷輥徑的變化,其本身的轉動慣量也在不斷發生變化,所以不同的轉動慣量也應該使用相對應的速度環比例參數P,與卷紙輥慣量計算公式有所不同,它的轉動慣量計算公式如下:

式中:D為退紙輥當前的實際直徑;Dcore為退紙輥輥芯的直徑;b為紙幅寬度;ρ為紙的密度;K為動態系數,在本系統設置為0.068 43。
3.3 壓區變頻傳動
VOITH Janus 2TM型壓光機壓區包括13~16號可控中高輥傳動,1~4號熱輥傳動與17,18號軟輥傳動,還包括一個19號導紙輥傳動,壓區的傳動特點如下。
1)在引紙或飛接換卷時,液壓系統使底輥與頂輥要分離,壓區打開,這樣可控中高輥,熱輥與軟輥之間互不接觸,輥與輥之間沒有擠壓摩擦。紙由輥之間的縫隙通過壓區。
2)當處于壓光時,液壓系統將鋼輥與可控中高輥及膠輥閉合,壓區閉合,可控中高輥傳動與軟輥傳動停止運行,只有1~4號熱輥傳動運行。2,4號傳動為主傳動,1,3號傳動是輔助傳動。在液壓系統、加熱系統和自控系統的控制下對紙頁進行單面或者是雙面的壓光,定輥與底輥的速度必須保持同步。
針對壓區傳動的特點,變頻傳動設計如下。
1)對于可控中高輥傳動與軟輥傳動而言,在正常壓光時,它們不運行,輥子是靠與熱輥之間的摩擦轉動,在引紙,飛接換卷或者是一些異常緊急情況時,需要開啟運行,考慮傳動之間的連接介質為紙頁,為了防止紙頁因為傳動點之間轉矩用力不均勻而斷頭,需要將13~16號可控中高輥傳動及17,18號軟輥設計為滑差補償控制模式。
2)1,2 號熱輥兩傳動并沒有挨在一起,中間間隔了一軟輥,這2個熱輥不僅要求速度同步,還要要求負載率相同,為了適應紙張通過壓區時,速度快速穩定且無振蕩,這2臺傳動必須能夠隨時適應負載變化,為此設計為負荷分配控制模式,2號為主傳動,1號為輔助傳動。這種模式能夠保持速度穩定,分配平衡,如圖7所示,將1號變頻器速度設定值適量給予超調值(一般設置為0.02),但同時它的輸出力矩上限值被牢牢限制為2號變頻器的轉矩的實際輸出值,這樣可以確保主輔傳動的轉矩基本保持平衡,以達到負荷分配的目的。
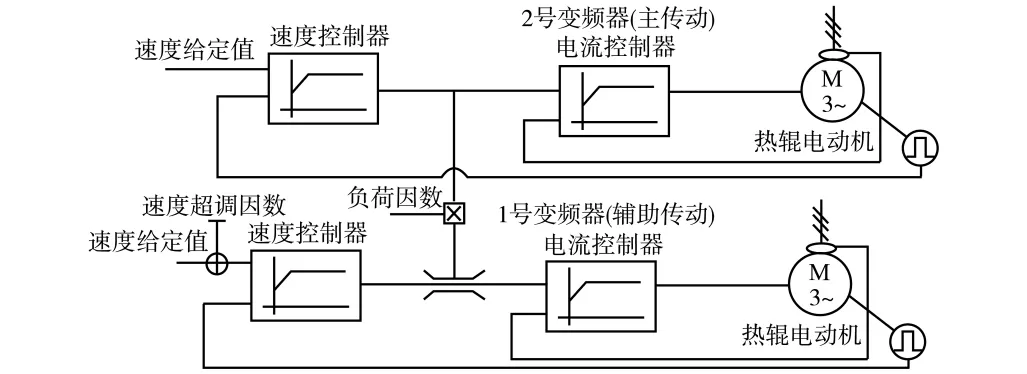
圖7 負荷分配控制模式原理圖Fig.7 The principle chart of load distribution control
3)對于3,4號熱輥傳動,為了保持紙頁通過整個壓區時保持相應的張力,4號傳動被設置為張力控制模式,同時這兩個傳動之間同上述1,2號熱輥傳動一樣采用負荷分配控制模式。圖8為4號主傳動速度給定值原理圖。
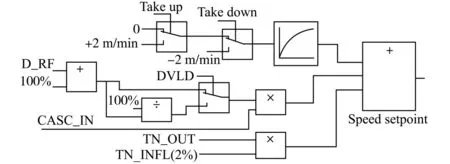
圖8 速度設定值原理圖Fig.8 The principle chart of speed setting
圖8中CASC_IN為速度鏈值,TN_OUT是張力調節器輸出,張力調節器的輸出值乘2%后作為附加速度給定參與速度的調節。當實際張力大于設定張力,調節器將輸出負值,速度將調慢,當實際張力小于設定張力,調節器將輸出正值,速度將調快。
3.4 冷缸變頻傳動
7,8號變頻傳動用于驅動冷缸,從壓區出來的不遠位置安裝了一張力輥,為了保持壓區出口張力的穩定,7號傳動為張力控制模式,8號傳動在7號傳動的后面,采用軟特性(下垂特性)控制,如圖9所示。
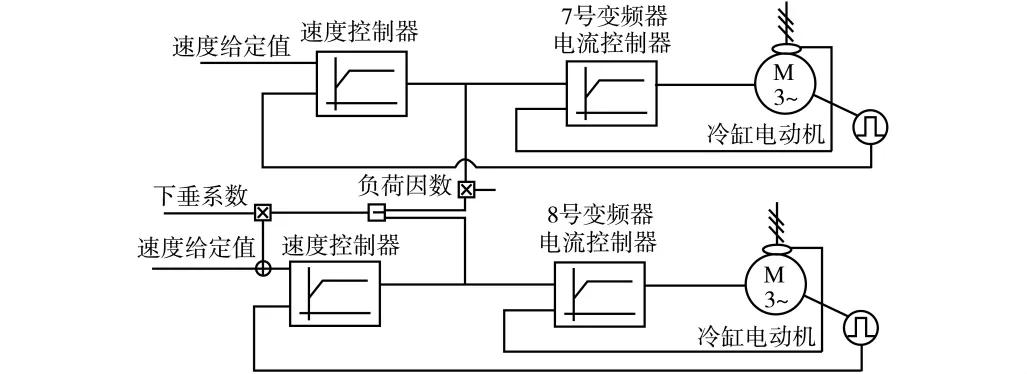
圖9 軟特性控制模式原理圖Fig.9 The principle chart of droop control
當7號傳動的力矩大于8號傳動的力矩,會有一個速度附加正值給8號傳動,從而使其速度加快,輸出力矩上升,分擔負荷,當7號傳動的力矩小于8號傳動的力矩,會有一個速度附加負值給8號傳動,從而使其速度變慢,輸出力矩下降,卸載負荷。
4 運行效果
該傳動系統自2010年8月份調試結束,投產運行至今,速度運行穩定,紙幅張力控制平穩,張力調節器能夠快速響應負載的變化,如圖10所示。隨著退紙輥輥徑的縮小,卷紙輥輥徑的放大,紙幅張力值始終保持在一個平穩的水平,各個傳動點的運行線速度保持一致。
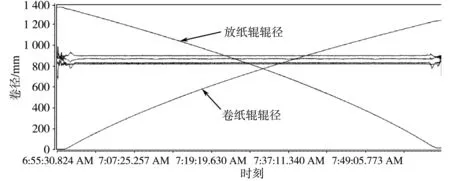
圖10 紙幅實際張力記錄曲線圖Fig.10 The curve record of actual tension of paper
5 結論
紙幅張力控制是壓光機傳動系統控制的關鍵之一,穩定的紙幅張力是紙幅展開與壓光的至關因素。正確選用紙幅張力值能在很大程度上減少斷頭,保持壓光機工作穩定,我們在設備調試中,發現在換卷過程中紙幅經常斷頭,經過多次實驗與調試發現,壓光機在壓光工序與換卷工序切換時,張力設定值必須要動態變換,張力值在換卷時調低到壓光時的三分之二時可以避免紙幅斷頭。于是我們設計出一套程序邏輯控制在不同工序時段,4個紙幅張力調節區域的張力設定值自動切換,有效解決了紙幅斷頭問題。
[1]福伊特公司.Operation Manual Janust MK 2TM[Z].2010.
[2]西門子公司.SINAMICS S120Commissioning Manual[Z].2009.
[3]西門子公司.SINAMICS S120Function Manual[Z].2009.