火電廠磨煤機負荷控制方法的改進
2012-09-22 03:19:12,
電氣傳動 2012年1期
,
(1.內蒙古工業大學 電力學院,內蒙古 呼和浩特 010080;2.內蒙古能源發電投資有限公司,電力工程技術研究院,內蒙古 呼和浩特 010020)
采用直吹送粉工藝的發電機組需要考慮制粉工藝的較大時延和滯后現象。機組協調控制策略的一個基本控制思想是:協調總燃燒量和總送風量的動態平衡,協調磨煤機負荷與一次風量的動態平衡,確保鍋爐燃燒過程[1]的平穩。直吹式制粉系統鍋爐在適應負荷變化或消除燃料內擾方面反應均較慢,因而更容易引起汽壓較大的變化。因此,磨煤機負荷控制不僅是火電廠的難點之一,也是設計直吹式制粉系統鍋爐燃燒自動控制系統予以特別考慮的問題[2]。
1 磨煤機負荷及一次風量的基本控制方法
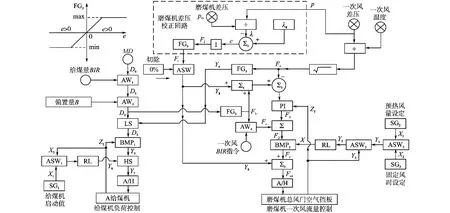
圖1 磨煤機負荷的改進控制策略Fig.1 Improved control strategy of coal mill load
圖1給出了以A磨煤機為例的工作負荷及相關的一次風擋板的風量改進控制策略。圖1中MD為磨煤機的總負荷控制指令信號,此指令平行輸入各個磨煤機控制回路;BIR為給煤量;BMP為平滑切換功能模塊;AW為加權加法器;HS為高選模塊;LS為低選模塊;A/H為自動、手動模塊;RL為速率限制模塊;SG1為最小給被控量指令信號;FG為函數模塊;Σ為求和;PI為比例積分調節器;I為積分器。
圖1中除虛線部分均為磨煤機負荷的基本控制策略。以磨煤機增加負荷為例,基本的調節過程如下[4]。
在AW1模塊,MD信號與給煤機加速信號BIR相加,得到D1指令值。
因為不同磨煤機的特性可能存在差異,為此設置了AW2進行偏置校正,加入偏置量B。B是一個可設置的,可以為正、也可以為負的偏置量,校正之后的指令信號D2=D1+B,使得各臺磨煤機的起始負荷工作值盡可能相同,從而達到均勻送粉的目的。
磨煤機總風門入口的一次風差壓測量信號經過溫度校正除法器(÷)、開平方環節后得到了一次風流量信號Fa。Fa再經過函數FG1模塊,形成了實際的一次風流量(Fa),對于給煤量的限制信號Y4;Y4輸入低選模塊LS,取D2,Y4的低者輸出,確保給煤流量指令不會高于當前的一次風流量的對應值,從而形成一次風流量對給煤指令的交叉限制作用。
處于自動調節工況時,D3信號經過具有平滑切換功能的BMP1模塊,輸出Y5信號;當該磨煤機處于手動工作時,給煤機執行器的反饋信號Z2輸出為Y5,輸出控制模件處于信號跟蹤狀態。
給煤機啟動工況下,SG1是最小給煤量指令信號;經過速率限制模塊RL,輸出為Y6信號,與送入高選模塊(HS)的Y5信號比較,取高值輸出,成為磨煤機的負荷指令信號Y7,保證了實際的給煤機負荷指令不會低于SG1定值信號;當處于手動工況時,利用ASW1模塊,將A給煤機的跟蹤反饋信號Z2信號輸出為Y6,控制程序處于實際控制信號的跟蹤狀態。
Y7信號輸入自動、手動模塊A/H。自動工況時,Y7輸出為控制指令;手動工況時,由A/H輸出手動指令;A/H的輸出信號成為A給煤機的實際控制指令。
多項回顧性研究表明,MET給胰腺癌患者帶來生存獲益[9-10]。 一項包含4個獨立研究共1 429例胰腺癌合并糖尿病患者的薈萃分析表明[11],相對于不服用MET的患者, 服用組患者生存期延長,但差異無統計學意義(HR=0.80,95% CI0.62~1.03)。然而2010年至2014年間一項隨機、雙盲、安慰劑對照的2期臨床試驗并未發現安慰劑組與MET組之間的明顯生存時間差異(7.6個月比6.8個月,HR=1.056,95%CI0.72~1.55)[12]。MET是否能夠提高GEM的化療效果和改善患者預后,以及是否存在其他的作用機制,仍然值得進一步探討。
動態給煤量控制信號D2輸入函數模塊FG2,得到了一次風流量的設定信號Fb。一方面,Fb信號與實際的一次風量信號Fa求差,得到風量偏差信號,送入PI調節器,經過PI調節計算得到動態風量偏差控制信號Fd;另一方面,Fb作為穩態前饋信號送入加權加法器(AW4),與一次風加速信號BIR相加,得到綜合穩態前饋信號Fc。
Fd與Fc信號輸入加法器(Σ)相加,得到A磨煤機的一次風流量總控制信號FD。穩態前饋信號Fc的引入,使得圖1中的一次風流量PI調節器進入了小偏差調解狀態。一次風加速信號BIR具有微分信號的作用,穩態工況下其數值為零,增負荷時大于零,減負荷時小于零,從而發揮了動態補償作用。
正常工況下,FD信號經過BMP2輸出成為控制指令信號Fe;預熱或特殊工況下,BMP2模塊的輸入信號X輸出,成為控制指令Fe信號。A/H是自動/手動切換模式,完成自動、手動的工作狀態切換。
SG2是啟動工況下的磨煤機預熱風量定值信號,SG3是特殊工況下的固定風量定值信號,利用ASW2,ASW3模塊實現工況切換輸出,作為BMP2的輸入信號X。
2 磨煤機負荷控制方法的改進
圖1除虛線部分所示為基本的調節策略。基

由現場設備參數、運行的記錄可知,這是一個可辨識、可得到的函數。它們的比值同樣是個確定性關系,記作

將λ0作為差壓控制回路的設定值。實際測量得到的差壓比值記作

兩者求差,得到

當e=0時,差壓比值合理,校正控制信號為零;當e>0時,對于固定的磨煤機差壓pm,表明一次風差壓偏低,應加大一次風流量;當e<0時,對于固定的磨煤機差壓pm,表明一次風差壓偏高,應減少一次風流量。
將偏差e送入積分調節器I,得到校正信號為

如果過渡過程的時間為ΔT,則過渡過程的偏差積分輸出為
將式(4)代入,可表示為

令ΔT時間內p的平均值為p*,則上式可表示為
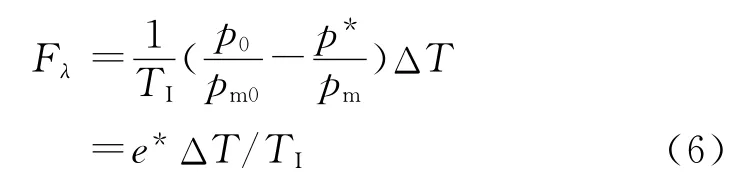
其中,e*為平均偏差,即
式(6)說明,調節器輸出與過程過渡中的平均偏差e*成比例。
經過圖1中FG3的限幅作用,轉化為一次風差壓的校正信號Fe。Fe信號的作用應是緩慢的微校正動作,一方面滿足min≤Fe≤max;另一方面,對快速的變化不應發生作用,僅對長時間段的偏差產生校正作用。
將此信號輸出作為Y8,一方面,Y8信號與Fb信號在Σ4中相加,作為調節器的設定值信號;另一方面,Y8作為前饋值,與一次風控制指令信號Fe相加,從而得到具有磨煤機差壓校正的負荷指令Fc1。本程序前面及后續的信號處理方法與簡化方案相同,最終輸出對應的一次風負荷控制信號。
磨煤機的負荷指令MD變動時,差壓信號擺動較大,本回路不宜投入;可以用0%信號替代Fe作為Y8信號,從而切除了磨煤機的差壓校正作用。因此,差壓校正回路僅用在穩定負荷運行工況。從以上分析可以看出,差壓回路控制方法概念明確、易于取得效果。
3 直吹式制粉系統磨煤機負荷變動試驗
對以上磨煤機負荷的改進控制策略應用到超臨界600MW機組中,進行試驗研究。圖2所示為一臺600MW直吹式機組磨煤機升負荷變動試驗的情況。在機組穩定運行工況的情況下,負荷指令從500MW 以12MW/min(2%Pe/min)速率上升到600MW,負荷變動量為ΔP=16.8%Pe,機前壓力為變壓運行方式。試驗表明,在機組升負荷過程中,實際負荷變化速率達到10MW/min(1.68%Pe/min),負荷響應純遲延時間為80s;主汽壓力最大動態偏差為±0.50MPa,穩態偏差為±0.15MPa;主汽溫度最大動態偏差為+7.0℃,穩態偏差為±2℃;機組其他主要被調參數的動態、穩態品質指標均滿足考核要求。根據《火力發電廠模擬量控制系統驗收測試規程》,該機組升負荷變動試驗合格。同時也可進行降負荷變動試驗,其試驗結果同樣為合格。
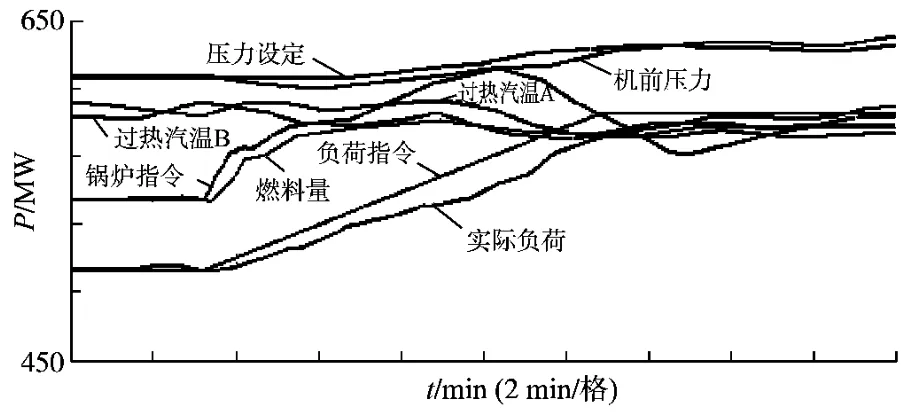
圖2 直吹式機組磨煤機升負荷變動試驗Fig.2 Test of coal mill increase load variations in direct firing unit
4 結論
直吹式制粉系統鍋爐在適應負荷變化或消除燃料內擾方面反應均較慢,因而更容易引起汽壓較大的變化。該改進策略在原系統中增加了磨煤機的差壓校正控制回路,保證給煤、送粉流量與一次風流量的動態平衡及快速響應,同時在穩定負荷運行工況下能夠及時克服給煤量的擾動。通過超臨界600MW機組升負荷變動試驗曲線可以看出,此改進的策略是可行的。
[1]劉維.超(超)臨界機組控制方法與應用[M].北京:中國電力出版社,2010.
[2]林文孚,胡燕.單元機組自動控制技術[M].北京:中國電力出版社,2008.
[3]朱北恒.火電廠熱工自動化系統試驗[M].北京:中國電力出版社,2006.
[4]武桐,李鵬飛,司剛鋒,等.火電廠磨煤機負荷檢測方法[J].熱力發電,2010,39(9):78-80.
[5]唐耀庚.模糊邏輯控制在磨機負荷控制中的應用[J].電氣傳動,2002,32(5):17-18.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
西安航空學院學報(2014年5期)2014-07-13 01:27:52