等離子噴涂成型鎢基材料及薄壁構(gòu)件研究①
2012-08-31 06:04:14解惠貞李瑞珍
固體火箭技術(shù) 2012年6期
關(guān)鍵詞:工藝結(jié)構(gòu)
解惠貞,李瑞珍,崔 紅,李 飛
(西安航天復(fù)合材料研究所,西安 710025)
0 引言
多晶石墨、熱解石墨、纖維增強(qiáng)樹脂、難熔金屬、C/C復(fù)合材料都可作為耐燒蝕材料應(yīng)用于固體火箭發(fā)動(dòng)機(jī)。C/C復(fù)合材料因輕質(zhì)、高溫高強(qiáng)、耐燒蝕而一直作為燒蝕材料的理想選材,但C/C復(fù)合材料在氧化性氣氛下存在著氧化燒蝕問題[1];難熔金屬熔點(diǎn)高,但高密度限制了其發(fā)展與應(yīng)用。隨著發(fā)動(dòng)機(jī)技術(shù)的發(fā)展,對(duì)耐燒蝕材料性能要求越來(lái)越高,在某些領(lǐng)域甚至要求材料零燒蝕。難熔金屬及其合金因其熔點(diǎn)高、化學(xué)穩(wěn)定性好而成為優(yōu)選材料,為了克服其密度高的缺點(diǎn),將其構(gòu)件設(shè)計(jì)為薄壁結(jié)構(gòu),鑲嵌于發(fā)動(dòng)機(jī)工作條件最為惡劣的喉部。對(duì)于難熔金屬及其合金的要求是熔點(diǎn)不明顯低于推進(jìn)劑燃燒溫度,能承受噴管喉部的溫度,國(guó)內(nèi)外在該方面研究取得了一些進(jìn)展[2-5]。
等離子噴涂工藝是一種使用非轉(zhuǎn)移等離子弧作為熱源的噴涂方法,成型溫度高,是難熔金屬材料成型的可選擇工藝[6],且該工藝適于成型薄壁異型構(gòu)件。美國(guó) Plasma Processes,Inc.發(fā)展了真空等離子噴涂(VPS)工藝,已將VPS成型方法用于制備凈尺寸燃燒室、非燒蝕噴管、喉襯、內(nèi)襯。目前采用VPS工藝的材料有鎢、錸、鉿、碳化鉿、氮化鉿、硼化鉿、鉬、鈮、鎢-錸合金、鎢-錸-碳化鉿合金以及鎢-錸-碳化鉭等。采用VPS工藝制備了錸喉襯,并進(jìn)行熱試車考核,燃燒時(shí)間2.26 s,平均壓強(qiáng)16.3 MPa,推進(jìn)劑燃燒溫度2 815 ℃。VPS的錸喉襯展現(xiàn)出良好的性能,試驗(yàn)后測(cè)試數(shù)據(jù)表明沒有裂紋和燒蝕,Re喉襯實(shí)際上縮小0~0.38 mm。制備了凈尺寸的鎢-錸和鎢-錸-碳化鉿噴管喉襯,并在ATK-Thiokol發(fā)動(dòng)機(jī)上進(jìn)行熱試車,在含氧化鋁推進(jìn)劑以及壓強(qiáng)9.1 MPa、溫度3 300℃、工作時(shí)間2.5 s的試驗(yàn)條件下,喉襯燒蝕率為零[3-4]。
本文采用大氣等離子噴涂(APS)工藝成型鎢基薄壁喉襯內(nèi)襯構(gòu)件,并進(jìn)行材料結(jié)構(gòu)分析與性能表征。
1 實(shí)驗(yàn)
1.1 材料制備
(1)原材料
原材料鎢粉為自貢硬質(zhì)合金廠生產(chǎn)的FWP-1型噴涂鎢粉。采用X射線衍射技術(shù)進(jìn)行粉體相結(jié)構(gòu)表征,結(jié)果見圖1,其純度高,不含其他雜質(zhì)。采用掃描電子顯微鏡觀察粉體微觀形貌,如圖2所示。可看出,噴涂鎢粉為不規(guī)則形狀,粒度分布范圍為40~75 μm,適合于等離子噴涂工藝。

圖1 等離子噴涂用鎢粉的相結(jié)構(gòu)Fig.1 Phase of tungsten power

圖2 等離子噴涂用鎢粉的SEM照片F(xiàn)ig.2 SEM micrographs of tungsten power
(2)設(shè)備
采用SULZER METCO 9MB等離子噴涂系統(tǒng)進(jìn)行工藝試驗(yàn)。該系統(tǒng)是SULZER METCO公司生產(chǎn)的高性能等離子噴涂設(shè)備,可滿足各種高熔點(diǎn)材料如陶瓷、高熔點(diǎn)金屬材料噴涂的需要。
根據(jù)產(chǎn)品型面設(shè)計(jì)模具,通過在模具表面噴涂鎢成型喉襯內(nèi)襯薄壁構(gòu)件及板型試件,噴涂工作氣體選用氮?dú)夂蜌錃猓瑖娡恐了韬穸龋捎镁€切割技術(shù)加工試樣,進(jìn)行性能測(cè)試和微觀分析。
1.2 性能測(cè)試
(1)拉伸強(qiáng)度試驗(yàn)按GB/T228—2002標(biāo)準(zhǔn)加工試樣、測(cè)試;
(2)壓縮強(qiáng)度試樣尺寸:10 mm×10 mm×10 mm按GB/T 7314—2005測(cè)試;
(3)彎曲強(qiáng)度試樣尺寸:35 mm×5 mm×5 mm按GB/T 14452—93測(cè)試;
(4)熱常數(shù)試樣尺寸:φ12.7 mm ×3 mm,按 Q/Gb 228—2008標(biāo)準(zhǔn)測(cè)試;
(5)熱膨脹試樣尺寸:φ6 mm×25 mm,按 Q/Gb 52A—2003標(biāo)準(zhǔn)測(cè)試;
電力輸送是能源發(fā)展與配置工作開展的基礎(chǔ)。在規(guī)模較大、距離較遠(yuǎn)的輸電技術(shù)應(yīng)用過程中,與交流輸電方式相比,直流輸電方式更具有輸送容量大、輸送距離遠(yuǎn)的優(yōu)勢(shì),其單位容量的造價(jià)以及相應(yīng)的能源損害程度也比較低,但同時(shí),該輸電方式的技術(shù)要求也比較高。鑒于此,針對(duì)柔性直流電網(wǎng)串聯(lián)直流潮流控制器及其控制策略這一課題進(jìn)行深入研究具有重要的現(xiàn)實(shí)意義。
(6)等離子、氧-乙炔燒蝕試樣尺寸:φ30 mm×10 mm,按GJB 323—96標(biāo)準(zhǔn)測(cè)試;
(7)小發(fā)動(dòng)機(jī)燒蝕率采用φ315 mm標(biāo)準(zhǔn)試驗(yàn)發(fā)動(dòng)機(jī)進(jìn)行燒蝕試驗(yàn)。
1.3 微觀分析
用日本JEOL公司的JSM 6460LV型掃描電子顯微鏡(SEM)、美國(guó)Thermo NORAN公司的SYSREM SIX能譜分析儀(EDS)進(jìn)行材料微觀結(jié)構(gòu)觀察與分析。
2 結(jié)果與討論
2.1 等離子噴涂難熔金屬鎢基材料微觀結(jié)構(gòu)分析
2.1.1 等離子噴涂鎢材料的微觀結(jié)構(gòu)
圖3為等離子噴涂鎢材料的SEM微觀形貌。從圖3(a)材料表面結(jié)構(gòu)可看出,噴涂鎢材料內(nèi)部主要由扁平化的激冷鎢顆粒組成,同時(shí)還夾雜少量未完全熔化的鎢顆粒及孔洞。在等離子噴涂工藝過程中,噴涂鎢粉由惰性氣體攜帶注入等離子射流后,射流將其加速、加熱到熔化或半熔化狀態(tài),噴射到基體的表面,由于粉末粒度的分散性以及粉末進(jìn)入等離子射流時(shí)的角度、初速度的差異,使得粉末在沖擊基體表面時(shí)的狀態(tài)不同,形成扁平化的激冷顆粒、未熔或未完全熔化的噴涂顆粒,扁平化的激冷顆粒(直徑在幾十到幾百微米)之間不可避免地存在孔隙,同時(shí)等離子噴涂材料結(jié)構(gòu)中存在著未完全熔化的粉末粒子。因此,形成了一定數(shù)量的孔洞或孔隙。

圖3 等離子噴涂鎢材料的SEM微觀形貌Fig.3 SEM micrographs of tungsten by plasma spraying
從圖3(b)材料斷面結(jié)構(gòu)可看出,等離子噴涂鎢材料為典型的層狀結(jié)構(gòu),這是由等離子噴涂工藝決定的,在等離子噴涂過程中,飛行的高溫粒子因沖擊變形以及隨后的快速凝固和冷卻,成為激冷薄片,粘附在基體表面上,這些激冷薄片的不斷堆積形成了層狀結(jié)構(gòu)。同時(shí)在噴涂過程中,噴槍移動(dòng)速度決定單層沉積厚度,控制合適的噴槍移動(dòng)速度,既保障單層沉積厚度不能太薄而影響沉積效率,又要保障單層沉積厚度不能太厚而影響材料力學(xué)性能,通過控制噴槍移動(dòng)速度,獲得單層沉積厚度在20 μm左右。
2.1.2 燒結(jié)、滲銅處理對(duì)噴涂鎢材料結(jié)構(gòu)的影響
對(duì)噴涂鎢材料進(jìn)行燒結(jié)、滲銅處理,鎢基材料的微觀結(jié)構(gòu)變化如圖4所示。可看出,燒結(jié)后鎢晶粒發(fā)育長(zhǎng)大,顆粒間產(chǎn)生熔合,相比于噴涂結(jié)構(gòu),燒結(jié)后結(jié)構(gòu)更為致密,孔隙減少,特別是大孔隙減少得更為明顯,宏觀上材料產(chǎn)生收縮。通過測(cè)試可知,徑向收縮約6.5%、軸向收縮約3.0%。滲銅處理后,孔隙中銅的滲入,使結(jié)構(gòu)更為致密。

圖4 鎢基材料掃描電鏡結(jié)構(gòu)(2 000×)Fig.4 SEM micrographs of tungsten-based materials
2.2 等離子噴涂成型鎢基材料性能
對(duì)噴涂鎢基材料進(jìn)行性能測(cè)試,其結(jié)果列于表1~表3。從表1可看出,通過對(duì)噴涂鎢材料的燒結(jié)、滲銅工藝處理,材料更為致密,力學(xué)性能大大提高,特別是拉伸強(qiáng)度與彎曲強(qiáng)度提高了近7倍,壓縮強(qiáng)度達(dá)750 MPa以上,高的力學(xué)性能有利于提高材料的抗沖刷燒蝕性能。

表1 鎢基材料的力學(xué)性能Table 1 Mechanics properties of tungsten-based materials
表2為材料的熱學(xué)性能。可看出,通過燒結(jié)、滲銅工藝處理后,材料的導(dǎo)熱性能顯著提高,熱膨脹系數(shù)變化不大,這主要是由于燒結(jié)處理使材料結(jié)構(gòu)更為致密,滲銅工藝引入了高導(dǎo)熱性的銅。高熱導(dǎo)率及低熱膨脹率有利于材料抗熱震性能的提高。
材料的燒蝕性能見表3。可看出,在等離子燒蝕試驗(yàn)條件下,噴涂鎢及其燒結(jié)、滲銅處理材料的線燒蝕率分別為 0.044、0.016 9 mm/s,燒結(jié)、滲銅處理提高了材料的抗燒蝕性能。等離子燒蝕試驗(yàn)溫度約5 000 K,超過了鎢的熔點(diǎn)(3 410℃),鎢發(fā)生了熔融、氧化,材料表現(xiàn)出一定的燒蝕。對(duì)材料燒蝕表面進(jìn)行能譜分析,見圖5。可見,表面存在大量鎢,還存在著氧及少量的硫原子、碳原子,其中鎢原子百分比約為67%,氧原子百分比約為32%。

表2 鎢基材料的熱學(xué)性能Table 2 Heat properties of tungsten-based materials

表3 鎢基材料的燒蝕性能Table 3 Ablative properties of tungsten-based materials
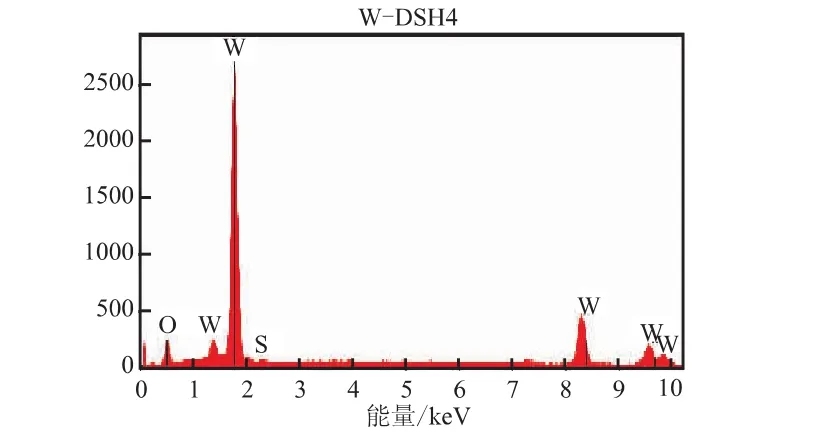
圖5 噴涂鎢材料燒蝕表面能譜分析Fig.5 EDS of surface of tungsten by plasma spraying after ablation
圖6為噴涂鎢材料等離子燒蝕表面的SEM形貌,可看到鎢的熔融態(tài)以及表面的侵蝕坑。噴涂鎢經(jīng)燒結(jié)、滲銅后,由于致密化以及銅的引入,線燒蝕率明顯低于噴涂鎢材料,質(zhì)量燒蝕率反而高,這主要是因?yàn)殂~的熔融、析出。在氧乙炔燒蝕試驗(yàn)條件下,兩種材料線燒蝕率均為負(fù)值,表現(xiàn)為略微的膨脹,燒蝕后表面與燒蝕前相比幾乎沒有變化。氧乙炔燒蝕試驗(yàn)溫度約3 000 K,在該條件下,材料表現(xiàn)為零燒蝕。一般小型發(fā)動(dòng)機(jī)工作溫度約3 000 K,與氧乙炔燒蝕試驗(yàn)溫度相當(dāng)。因此,噴涂鎢基材料可作為零燒蝕材料的候選。

圖6 噴涂鎢材料等離子燒蝕表面SEM形貌Fig.6 SEM micrograph of surface of tungsten by plasma spraying after plasma ablation
2.3 等離子噴涂成型鎢基構(gòu)件與熱試車考核
2.3.1 等離子噴涂工藝成型鎢基薄壁構(gòu)件
等離子噴涂工藝在難熔金屬異形構(gòu)件凈尺寸成型方面具有優(yōu)勢(shì),本文采用該工藝成型了薄壁鎢基喉襯內(nèi)襯構(gòu)件。
首先,根據(jù)φ315mm標(biāo)準(zhǔn)試驗(yàn)發(fā)動(dòng)機(jī)設(shè)計(jì)喉襯內(nèi)襯結(jié)構(gòu),再根據(jù)內(nèi)襯內(nèi)型面設(shè)計(jì)、加工石墨材質(zhì)的芯模。采用等離子噴涂工藝在芯模表面進(jìn)行鎢的噴涂,最終成型鎢基內(nèi)襯材料,見圖7。其壁厚約為8 mm,再對(duì)外表面進(jìn)行機(jī)加,獲得滿足尺寸要求的內(nèi)襯構(gòu)件,見圖8。其中,圖8(b)為經(jīng)過燒結(jié)、滲銅處理后成型的內(nèi)襯構(gòu)件。
2.3.2 熱試車考核
對(duì)噴涂鎢/燒結(jié)/滲銅內(nèi)襯采用φ315 mm標(biāo)準(zhǔn)燒蝕試驗(yàn)發(fā)動(dòng)機(jī)進(jìn)行熱試車考核。采用丁羥推進(jìn)劑,試驗(yàn)溫度3 000~3 500 K,試驗(yàn)過程p-t曲線見圖9。p-t曲線正常,工作時(shí)間6.4 s,平均壓強(qiáng) 3.2 MPa,試車前喉徑φ57.31 mm,試車后,喉部未見燒蝕,喉部表面有附著物,喉徑縮小約0.93 mm。

圖7 在石墨芯模上噴涂鎢Fig.7 Tungsten by plasma spraying on the surface of graphite mould

圖8 鎢基內(nèi)襯Fig.8 Liners of tungsten

圖9 噴涂鎢/燒結(jié)/滲銅內(nèi)襯發(fā)動(dòng)機(jī)試驗(yàn)p-t曲線Fig.9 Curve of p-t in φ315mm motor ablation test
2.4 與鎢滲銅材料的性能對(duì)比
表4中列出了不同工藝制備鎢基材料的性能。

表4 不同工藝制備鎢基材料的性能對(duì)比Table 4 Comparison of properties among tungsten materials by different process
粉末冶金法制備鎢滲銅材料是一種相對(duì)成熟的技術(shù),鎢滲銅材料因其良好的抗燒蝕性能作為喉襯材料在早期得到廣泛應(yīng)用。可看出,采用等離子噴涂工藝得到的鎢材料性能較低,經(jīng)過燒結(jié)、滲銅處理后,材料性能大幅提升,致密化程度、熱性能、力學(xué)性能與采用粉末冶金工藝制備的鎢滲銅喉襯材料的性能相當(dāng)。噴涂鎢/燒結(jié)/滲銅處理材料可滿足作為喉襯材料對(duì)熱學(xué)、力學(xué)性能的要求。
3 結(jié)論
(1)采用等離子噴涂工藝成型了難熔金屬鎢基薄壁喉襯內(nèi)襯構(gòu)件。
(2)等離子噴涂鎢材料內(nèi)部主要由扁平化激冷顆粒組成,還夾雜少量未完全熔化的噴涂顆粒及孔洞;斷面結(jié)構(gòu)為典型的層狀結(jié)構(gòu)。進(jìn)行燒結(jié)、滲銅處理后,鎢晶粒發(fā)育長(zhǎng)大,顆粒間產(chǎn)生熔合,結(jié)構(gòu)更為致密,孔隙減少,同時(shí)孔隙中銅的滲入使結(jié)構(gòu)更為致密,材料力學(xué)性能、導(dǎo)熱性能顯著提高。
(3)所制備噴涂鎢/燒結(jié)/滲銅喉襯內(nèi)襯進(jìn)行了Ф 315 mm標(biāo)準(zhǔn)燒蝕試驗(yàn)發(fā)動(dòng)機(jī)熱試車考核。在溫度3 000 ~3 500 K、工作時(shí)間 6.4 s、平均壓強(qiáng) 3.2 MPa的試驗(yàn)條件下,材料燒燭率為零。
[1]王錚,等.固體火箭發(fā)動(dòng)機(jī)[M].北京:宇航出版社,1993:256-264.
[2]Steinar Haugen.Non-eroding nozzle throat material for rocket motors with AP-based propellant[R].AIAA 98-3972.
[3]Hickman R,McKechnie T,Agarwal A.Net shape fabrication of high temperature material for rocket engine components[R].AIAA 2001-3435.
[4]Robert Hickman,Timothy McKechnie.Advanced material and processes for boost phase nozzles[R].AIAA 2004-3385.
[5]Dickerson M B.Near net-shape,ultra-high melting,recessionresistant ZrC/W-based rocket nozzle liners via the displacive compensation of porosity(DCP)method[J].Journal of Materials Science,2004,39(19):6005-6015.
[6]徐濱士,朱紹華,劉世參,等.材料表面工程[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2005:143-150.
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
