GCr15水泵軸連軸承心軸斷裂原因分析
2012-07-20 06:47:22牛玉周劉斌郭長(zhǎng)建
軸承 2012年5期
關(guān)鍵詞:分析
牛玉周,劉斌,郭長(zhǎng)建
(人本集團(tuán)有限公司 技術(shù)中心,上海 201411)
水泵軸連軸承單元作為汽車(chē)部件的重要組成部分,其工作溫度一般低于120 ℃,采用一次性填脂潤(rùn)滑,所受載荷為皮帶張力及來(lái)自葉輪的不平衡載荷,工作條件較惡劣。隨著汽車(chē)發(fā)動(dòng)機(jī)大功率化的發(fā)展,對(duì)汽車(chē)水泵軸連軸承單元的耐熱性能、承載能力及密封性能提出更高要求的同時(shí),水泵軸連軸承的安裝空間及散熱空間越來(lái)越小,軸承的工作條件更加惡劣。水泵軸連軸承的主要失效形式包括心軸斷裂,心軸溝道、外圈溝道、鋼球的磨損和疲勞失效,密封失效等。
某型號(hào)水泵軸連軸承心軸材質(zhì)為GCr15鋼,其制造工藝流程為:線(xiàn)材下料→球化退火→車(chē)加工→淬火→低溫回火→磨加工。該心軸的淬火工藝為:830 ℃整體淬火加熱→90 ℃油淬→160 ℃回火。采用的熱處理設(shè)備是可控氣氛網(wǎng)帶爐,保護(hù)氣氛為甲醇+丙烷。該批次產(chǎn)品在使用過(guò)程中某一心軸出現(xiàn)早期斷裂失效,該批次其余產(chǎn)品使用狀況良好,為了查找原因,分別采用宏觀觀察、金相組織分析、硬度檢測(cè)及斷口SEM分析等手段對(duì)心軸進(jìn)行了分析,并提出了改進(jìn)措施。
1 理化檢驗(yàn)
1.1 宏觀形貌觀察
心軸斷裂的外觀形貌如圖1所示。心軸斷裂位置位于心軸一側(cè)溝道溝底附近,整個(gè)斷面呈正斷型,表現(xiàn)為脆性斷裂。
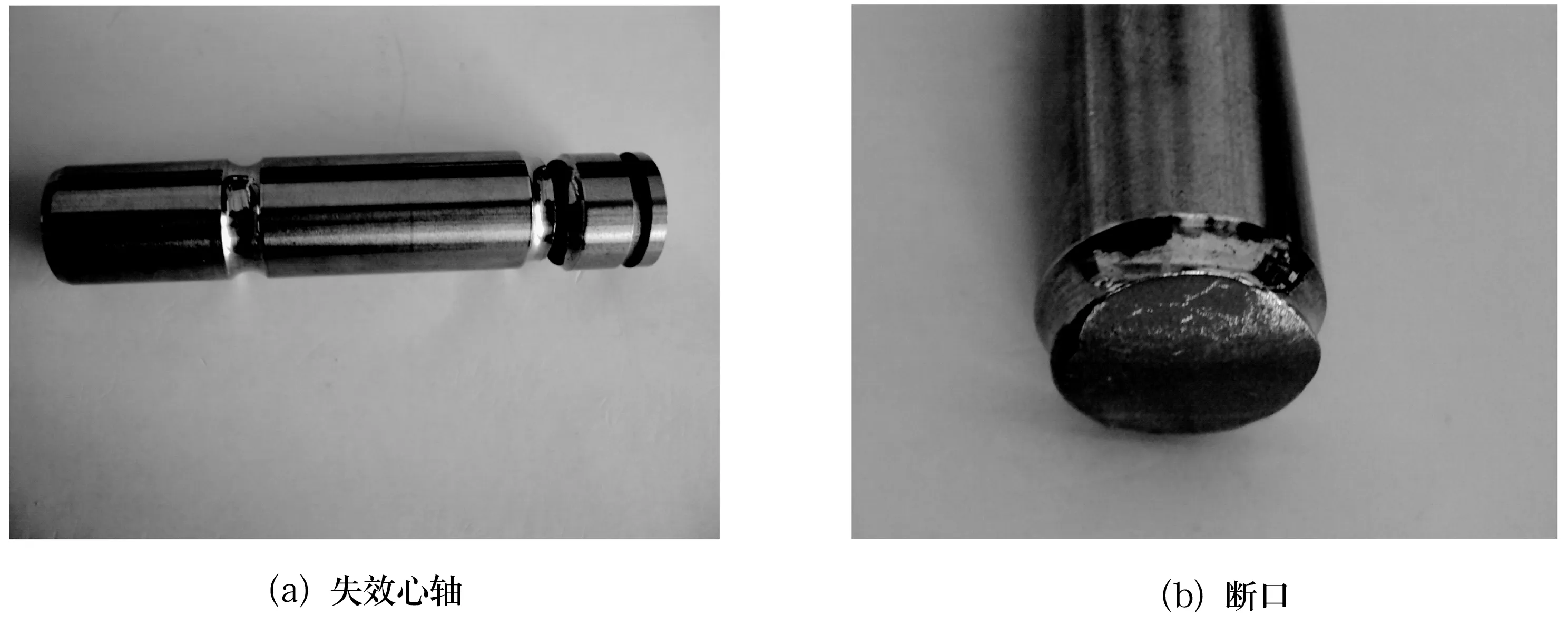
圖1 心軸斷裂形貌
1.2 斷口的掃描電鏡分析
將斷口用丙酮超聲波清洗后,置于JEOL掃描電鏡下觀察。心軸斷口微觀形貌如圖2所示。從圖2a可明顯看到疲勞貝紋線(xiàn),為疲勞斷裂,疲勞源位于溝道底部,如箭頭所示位置,但未發(fā)現(xiàn)有明顯的塑性變形區(qū)域;圖2b顯示在斷口附近發(fā)現(xiàn)溝道劃傷缺陷;由圖2c箭頭指示位置可知,溝道底部有沖擊凹痕;圖2d顯示出心部斷口為準(zhǔn)解理斷口,為GCr15的正常斷口。斷裂源位置未發(fā)現(xiàn)有非金屬夾雜物等異常缺陷。

圖2 心軸斷口的微觀形貌
1.3 化學(xué)成分分析
用火花直讀光譜儀對(duì)心軸材料成分進(jìn)行檢測(cè),結(jié)果見(jiàn)表1。由表1可知,符合GB/T 18254—2002《高碳鉻軸承鋼》中GCr15的技術(shù)要求。

表1 心軸材料化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
1.4 非金屬夾雜物
將斷裂樣品沿軸向切開(kāi),并經(jīng)鑲嵌、拋光制成金相試樣,在光學(xué)顯微鏡下進(jìn)行夾雜物評(píng)級(jí),結(jié)果見(jiàn)表2,材料非金屬夾雜物符合GB/T 18254—2002《高碳鉻軸承鋼》技術(shù)要求。

表2 非金屬夾雜物檢測(cè)結(jié)果
1.5 淬、回火組織
在斷口附近切下樣塊并制成金相試樣,用4%硝酸酒精浸蝕,在金相顯微鏡下放大500倍觀察斷口附近組織及心部正常組織,檢測(cè)方法及標(biāo)準(zhǔn)參照J(rèn)B/T 1255—2001《高碳鉻軸承鋼滾動(dòng)軸承零件熱處理技術(shù)條件》。心軸組織如圖3所示,斷口附近及心部正常組織均為隱晶馬氏體+殘余碳化物及極少量殘余奧氏體的復(fù)相組織,為3級(jí)組織,符合標(biāo)準(zhǔn)規(guī)定的要求。
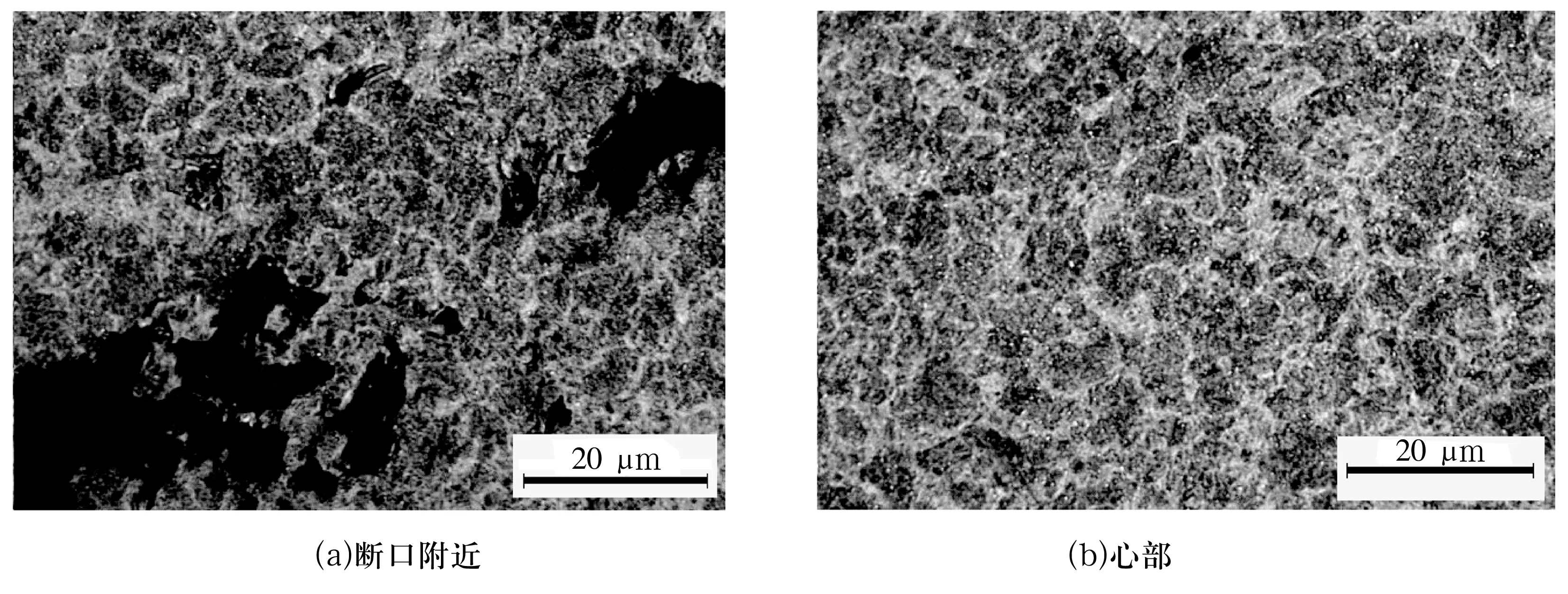
圖3 心軸顯微組織
1.6 硬度檢測(cè)
采用顯微硬度計(jì)對(duì)上述金相試樣的斷口附近及心部進(jìn)行硬度測(cè)試,測(cè)試條件為:載荷9.8 N,保載時(shí)間10 s。結(jié)果如下:斷口附近硬度為60.5~60.9 HRC,心部硬度為60.3~60.8 HRC,均符合JB/T 1255—2001標(biāo)準(zhǔn)要求(60~65 HRC)。
1.7 原材料碳化物分布
將試樣用4%硝酸酒精深浸蝕后,在金相顯微鏡下觀察材料中碳化物的分布,結(jié)果見(jiàn)表3,符合GB/T 18254—2002和JB/T 1255—2001標(biāo)準(zhǔn)的規(guī)定。

表3 碳化物分布檢測(cè)結(jié)果
2 斷裂原因分析
斷口附近金相組織與心部組織一致,均為GCr15正常淬、回火組織。表面硬度為60.5~60.9 HRC,也驗(yàn)證了組織無(wú)異常的結(jié)論。根據(jù)金相和硬度的檢驗(yàn)結(jié)果,可以認(rèn)為熱處理質(zhì)量合格,其不是造成心軸早期斷裂的主要原因。
由斷口的掃描電鏡分析結(jié)果可知,心軸溝道表面存在明顯的劃傷及凹痕缺陷。這與文獻(xiàn)[1]所描述的斷口起源于表面缺陷,疲勞裂紋萌生于材料表面的傷痕,裂紋起始位置沿著傷痕分布基本一致[2]。在使用過(guò)程中,在零件表面的條痕和劃痕處會(huì)產(chǎn)生應(yīng)力集中。特別是在受到?jīng)_擊載荷和交變載荷時(shí),零件很快就發(fā)生破壞[3]。
由以上分析可以確定,軸承心軸溝道表面存在的機(jī)械凹痕缺陷是導(dǎo)致心軸在承受正常的彎曲循環(huán)載荷時(shí)發(fā)生疲勞斷裂的主要原因。
3 改進(jìn)措施
軸承心軸溝道表面的機(jī)械凹痕缺陷導(dǎo)致了應(yīng)力集中,形成顯微裂紋,在使用過(guò)程中發(fā)生了疲勞斷裂。
根據(jù)該分析結(jié)果,提出以下改進(jìn)措施:
(1)加強(qiáng)心軸生產(chǎn)過(guò)程控制,避免生產(chǎn)過(guò)程中心軸表面出現(xiàn)缺陷;
(2)改進(jìn)心軸的工作環(huán)境或密封條件,避免心軸使用中表面缺陷的形成;
(3)采用中頻感應(yīng)淬火,增加心部韌性,增大裂紋擴(kuò)展阻力,以有效延緩裂紋擴(kuò)展。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財(cái)經(jīng)界(學(xué)術(shù)版)(2015年20期)2015-12-23 09:20:13
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31