航空弧齒錐齒輪低噪聲和低安裝誤差敏感性設計
2010-09-28 09:39:14劉光磊樊紅衛谷霽紅
航空發動機 2010年2期
劉光磊,樊紅衛,谷霽紅,江 平
(1.西北工業大學機電學院,西安 710072;2.中國航空動力機械研究所,湖南株洲 412002)
1 引言
弧齒錐齒輪因具有傳動平穩、承載能力強等優點,被廣泛應用于航空發動機和汽車的傳動系統中。傳動誤差和齒面接觸印痕是評價弧齒錐齒輪傳動性能和加工質量的重要指標。傳統的設計方法認為表征齒面接觸印痕走向的嚙合跡線應該與齒輪的根錐母線垂直[1],但按這樣的方法設計的弧齒錐齒輪副對安裝誤差比較敏感,且用傳統設計方法得到的弧齒錐齒輪副傳動誤差曲線為分段的線性函數,在嚙合周期的轉換點處會產生較大的沖擊、振動與噪聲[2]。
Faydor L.Litvin教授提出了齒面局部綜合法[2,3],可以預控齒面的幾何形狀,能夠得到穩定的接觸印痕和對稱拋物線型的傳動誤差曲線,同時可以得到比較理想的小輪加工參數。在國內,方宗德教授率先引進了局部綜合法,并在此基礎上開展了諸多新的研究[4]。但這些研究都沒有將TCA(Tooth Contact Analysis,輪齒接觸分析)仿真所得到的實際傳動誤差曲線與局部綜合法所預置的理論傳動誤差曲線作對比,無法有效地證明該算法的正確性。
本文基于局部綜合法,對某型航空弧齒錐齒輪副進行了齒面接觸仿真分析,得到了傾斜的直線型齒面嚙合跡線和對稱的拋物線型傳動誤差曲線,并且,由TCA仿真得到的傳動誤差曲線與預置的傳動誤差曲線較好地吻合,有利于吸收齒輪副嚙合時的振動與噪聲,并可以降低齒輪副對安裝誤差的敏感性,對于研制工作在高速、重載工況下的航空發動機弧齒錐齒輪副具有十分重要的實際意義。
2 局部綜合法原理
局部綜合法是弧齒錐齒輪加工參數設計的最先進方法之一。通過控制傳動誤差曲線的2階導數和齒面在參考點處嚙合時的接觸狀態,來控制齒面的嚙合性能,并據此確定大輪和小輪的加工參數。
文獻[2,3]根據配對齒面∑(1)與∑(2)之間的曲率關系,給出了局部綜合法的基本方程組[2,3]

式中:系數ai1、ai2和ai3的詳細表達式見文獻 [2,3];和為嚙合點相對于齒面∑(1)的滑動速度沿齒面 2 個主方向的分量。
加工弧齒錐齒輪副時,刀具切削錐面與齒面處于線接觸狀態,故式(1)的解不惟一。此時,有如下方程組成立[2,3]
當加工好的2齒輪對滾時,2輪的齒面處于點接觸嚙合狀態,故式(1)有惟一解。此時,有如下方程成立[2,3]

3 齒面方程與齒面接觸分析
3.1 齒面方程
得到了齒輪副加工參數,便可由刀具齒面得到齒輪的齒面。通常,弧齒錐齒輪的小輪凹面主動,大輪凸面從動。以小輪凹面的形成過程為例,設Rc1為加工小輪凹面的外刀刀尖半徑,αc1為外刀壓力角,up和θp為外刀切削錐面坐標,為外刀切削錐面徑矢,為外刀切削錐面法矢,則加工小輪凹面的外刀切削錐面如圖1所示。圖中陰影部分表示刀具的實體,反之表示空域。
在與小輪刀具相固連的坐標系Sc1中,加工小輪凹面的外刀切削錐面方程和法矢[3]為
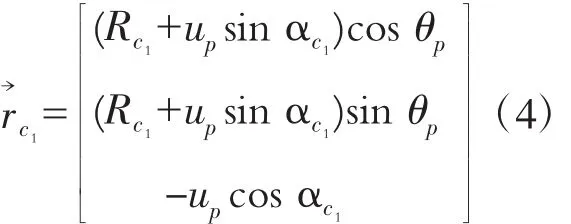
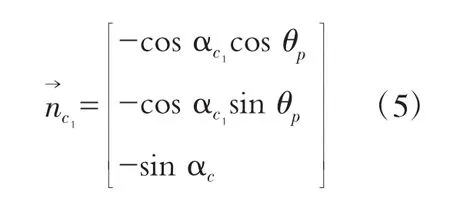
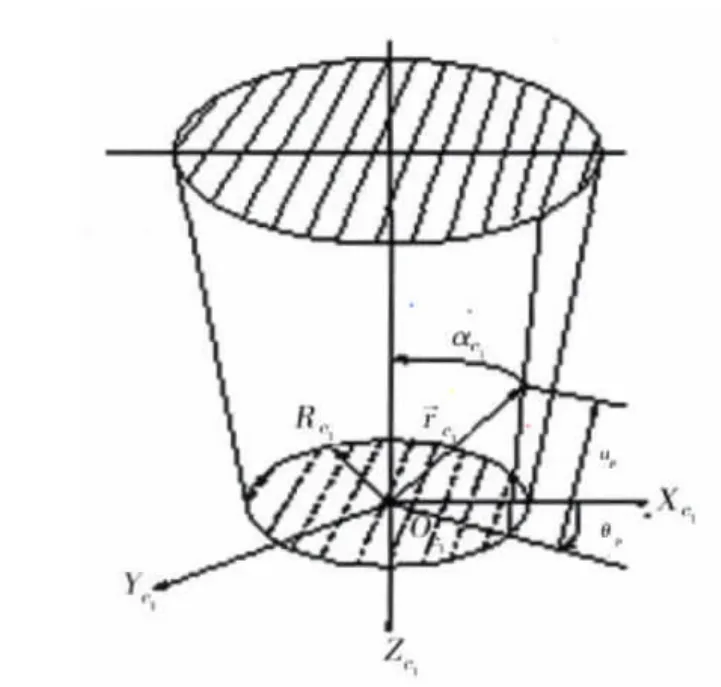
圖1 加工小輪凹面的外刀切削錐面
小輪齒面是由刀具切削錐面依次經過搖臺坐標系、機床坐標系、輔助坐標系和小輪自身坐標系4次轉化后得到的。若用mi表示機床坐標系(i=1表示小輪,i=2表示大輪)、cri表示搖臺坐標系,ci表示刀具坐標系、p表示小輪坐標系(g表示大輪坐標系),則小輪凹面方程和法矢[3]為
式中:f1為描述小輪安裝位置的輔助坐標系;Mmn為從坐標系n向m轉化的坐標變換矩陣。
對各坐標變換矩陣的詳細表述,以及與小輪凹面配對嚙合的大輪凸面的方程和法矢見文獻[3]。
3.2 齒面接觸分析
弧齒錐齒輪副嚙合時,2齒輪的齒面從嚙入到嚙出始終連續相切接觸,故在嚙合固定坐標系Sh中,2齒面擁有公共的接觸點,且在公共接觸點處有公共法線,故有如下TCA基本方程組成立[3]
式中:θp、θg為加工小、大輪的刀刃位置;φcr1、φcr2為加工小、大輪的搖臺轉角,它們是描述小、大輪齒面的刀具參數;φ1、φ2為嚙合時小、大輪的轉角;矢量和表示齒面上任1點處的徑矢和法矢。
求解式(8)可以得到弧齒錐齒輪副的齒面接觸印痕和傳動誤差曲線。
4 傳動誤差與接觸印痕
4.1 傳動誤差
進行TCA仿真時,傳動誤差函數 δ(φ1)[3,4]按下式計算

式中:φ10和φ20為2齒輪由參考點的加工狀態到嚙合狀態需要轉過的角度;z1和z2為2齒輪的齒數。
局部綜合法預置的理論傳動誤差按下式計算

4.2 接觸印痕
接觸印痕包括齒面嚙合跡線的傾斜方向和嚙合點處的瞬時接觸橢圓。基于局部綜合法設計的嚙合跡線可以在一定范圍內傾斜,傾斜的嚙合跡線能夠提高齒輪副的重合度,保證嚙合過程的平穩進行,且對安裝誤差不大敏感,在存在輕微安裝誤差的情況下仍能夠正常工作。瞬時接觸橢圓的大小則與輪齒的剛度和傳動時所承受的載荷等因素有關。
4.2.1 齒面接觸跡線
根據預置的大輪齒面接觸跡線的切線方向與大輪刀具切削錐面第1主方向之間的夾角η2,由下式可求得小輪齒面嚙合跡線的切線方向角
4.2.2 齒面接觸橢圓
由彈性力學可知,點接觸弧齒錐齒輪副在承載時會發生彈性變形,此時2齒面將由點接觸延展為1小塊面積接觸。該接觸面積在2齒面的公共切平面上的投影為1個近似的橢圓斑點。假設瞬時接觸橢圓的長半軸長度為a、短半軸長度為b,則有[2,3]
式中:ε為齒面間的壓限量;A?和B?分別為長、短半軸影響因子,其計算公式見文獻[3]。
5 算例
對38/43正交傳動的航空弧齒錐齒輪副進行了齒面設計。以“小輪左旋、大輪右旋”的情況為例,輪坯幾何參數見表1,大輪加工參數見表2,局部綜合參數見表3,小輪加工參數見表4。圖2、3分別為“小輪凹面推動大輪凸面”時的齒面接觸印痕和傳動誤差曲線,圖4、5分別為“大輪凹面推動小輪凸面”時的齒面接觸印痕和傳動誤差曲線。各圖中的3條實線表示相鄰3對輪齒所生成的實際傳動誤差曲線,中間的1條虛線為預置的理論傳動誤差曲線。進行局部綜合和TCA時,取格里森公司推薦的齒面壓限量0.00635 mm。設計要求的傳動誤差幅值為7″。

表1 輪坯幾何參數
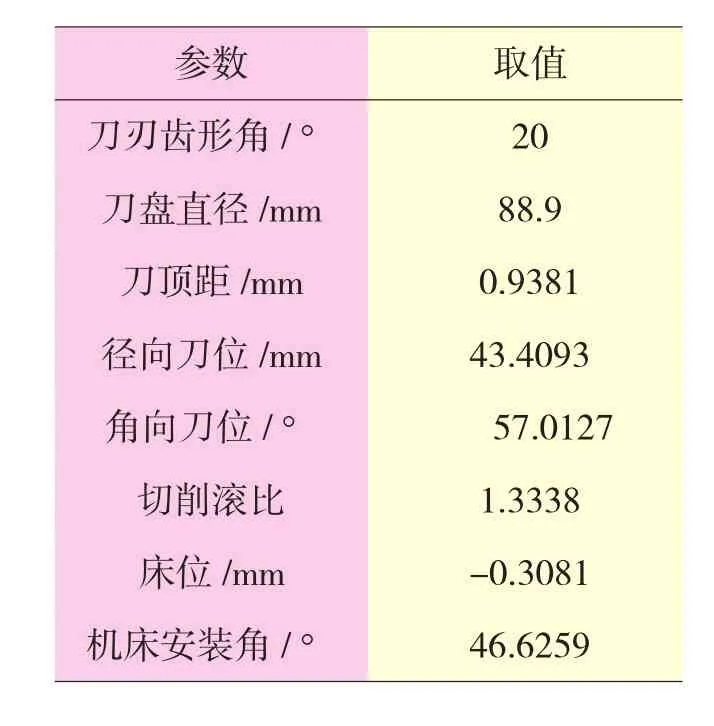
表2 大輪加工參數
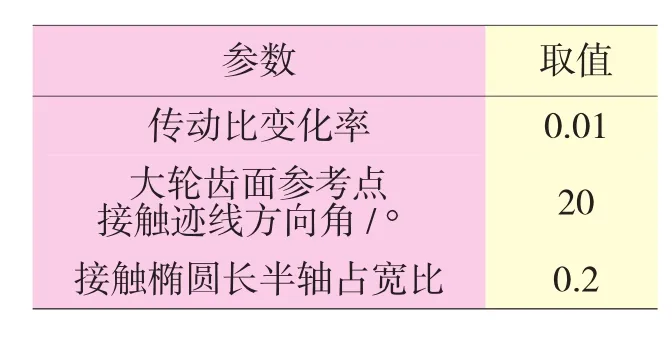
表3 局部綜合參數
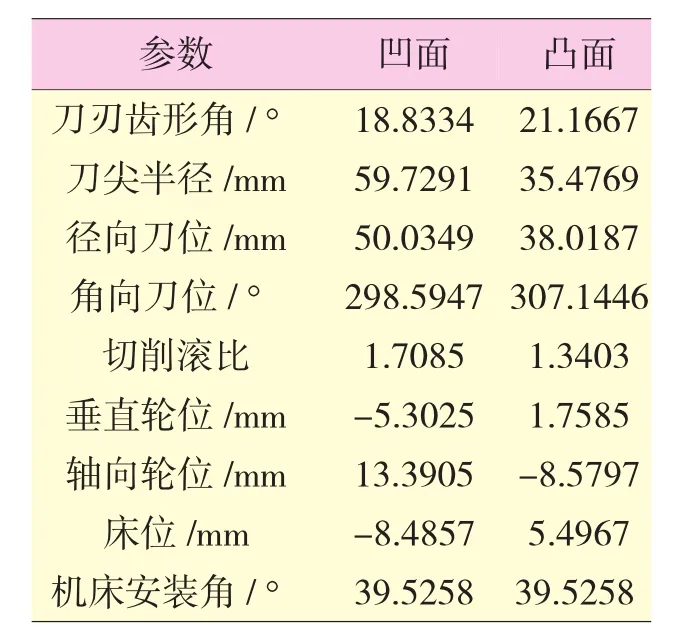
表4 小輪加工參數
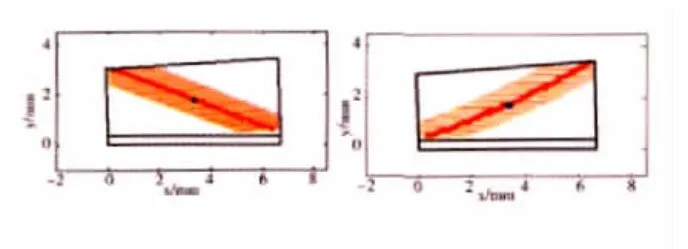
圖2 “小輪凹面推動大輪凸面”時的齒面接觸印痕
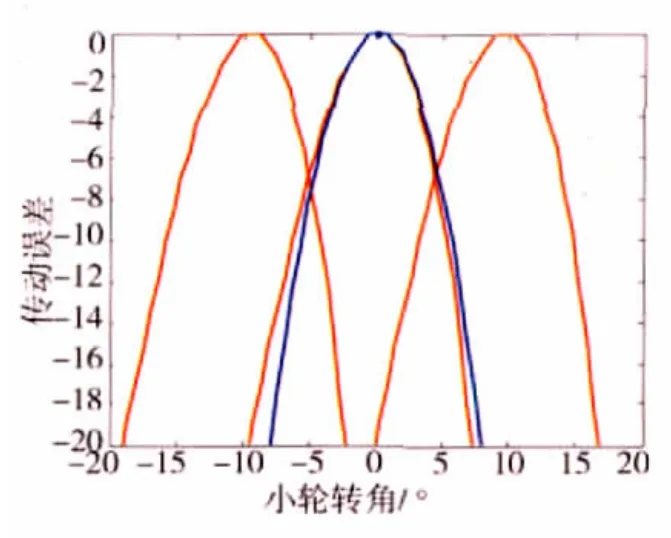
圖3 “小輪凹面推動大輪凸面”時的傳動誤差曲線
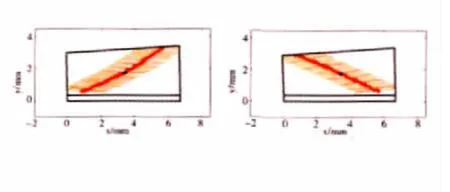
圖4 “大輪凹面推動小輪凸面”時的齒面接觸印痕
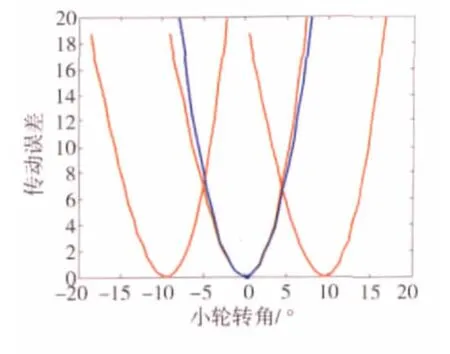
圖5 “大輪凹面推動小輪凸面”時的傳動誤差曲線
從圖2~5中可以看出,2種情況下的齒面嚙合跡線基本都為直線,且接觸印痕沒有發生畸變。這是因為齒面接觸印痕是由齒輪副加工參數完全且惟一特性決定的;傳動誤差曲線為對稱性較好的拋物線,實際傳動誤差曲線與預置的理論傳動誤差曲線基本吻合,傳動誤差的幅值約為7.0157″,基本滿足設計要求。
6 結論
(1)通過齒面局部綜合與接觸分析,將某型航空弧齒錐齒輪副的齒面嚙合跡線設計成1條傾斜角度為21.478°(指大輪齒面參考點處的接觸跡線切線方向與大輪刀具切削錐面第1主方向之間的夾角)的直線,將傳動誤差曲線設計成1條幅值為7.0157″的對稱拋物線,有利于降低傳動噪聲和對安裝誤差的敏感性。
(2)TCA得到的傳動誤差曲線與預置的理論傳動誤差曲線基本吻合。
“小輪凹面推動大輪凸面”和“大輪凹面推動小輪凸面”2種情況的仿真結果都證明了上面2個結論,說明了本文所述方法的正確性。但是,在實際應用中,通常只采用“小輪凹面推動大輪凸面”的方法。
[1]L itvin F L,Fuentes A,Hayasaka K.Design,manufacture,stress analysis,and experimental tests of low-noise high endurance spiral bevel gears[J].Mechanism and Machine Theory,2006,41:83-118.
[2]Litvin F L著.齒輪幾何學與應用理論[M].國楷,等譯.上海:上海科學技術出版社,2008.
[3]Litvin FL,ZhangYi.Local Synthesis and Tooth Contact Analysis of Face-Milled Spiral Bevel Gears[R].NASA Office of Management Scientific and Technical Information Division,1991.
[4]方宗德,劉濤,鄧效忠.基于傳動誤差設計的弧齒錐齒輪嚙合分析[J].航空學報,2002,23(3):226-230.
[5]Litvin F L,Wang A G,Handschuh R F.Computerized generation and simulation of meshing and contact of spiral bevel gears with improved geometry[J].Computer methods in applied mechanics and engineering,1998,158:35-64.
