PLC在平面磨床液壓傳動控制系統中的應用
2010-01-05 07:57:44劉曉花
銅陵學院學報 2010年1期
關鍵詞:系統
劉曉花
(1.中南大學,湖南 長沙 410083;2.安徽工業職業技術學院,安徽 銅陵 244000)
PLC在平面磨床液壓傳動控制系統中的應用
劉曉花1,2
(1.中南大學,湖南 長沙 410083;2.安徽工業職業技術學院,安徽 銅陵 244000)
平面磨床液壓傳動控制系統讓液壓缸實現自由進退動作,以便實現平面磨床滑臺的進給運動。該系統用PLC代替繼電接觸式控制實現液壓缸的自由進退。采用可編程控制器作為其控制系統,提高系統的自動化程度,保證了工作滑臺有連續動作的高可靠性,使系統的通用性和靈活性達到了要求。
平面磨床;液壓傳動控制;電磁閥;組態軟件
磨床是用砂輪的周邊或端面對工件進行磨削加工的精加工機床。磨床種類很多,主要有:平面磨床、外圓磨床、內圓磨床、無心磨床及一些專用磨床,如:螺紋磨床、球面磨床、齒輪磨床等。平面磨床是用砂輪來磨削工件的平面,它的磨削精度和粗糙度都比較高,是應用較普遍的一種機床。平面磨床中的液壓傳動系統在繼電接觸式控制電路的控制下,驅動運動部件完成規定動作。液壓傳動是靠密封容器內的液體壓力能來進行能量轉換、傳遞與控制。它具有輸出力矩大,運動傳遞平穩、均勻,調整控制方便等優點。傳統的液壓傳動系統是由接觸器電氣控制線路控制,由于這種控制線路的可靠性差,靈活性差,而且維修困難,現采用PLC對此控制系統進行改進,能很方便的實現多種復雜的自動工作循環,使用簡單,編程方便,可靠性高,通用性和靈活性強,可實現控制的可視化。本系統是用上位機實現對液壓系統的控制,主要是控制液壓系統完成基本的動作——液壓缸的自由進退,從而實現動力滑臺的進給運動。總的控制系統的結構是:上位機用昆侖組態軟件做人機界面,實現各種控制的可視化;下位機用PLC實現電磁換向閥的控制,利用組態軟件對PLC的監控實現系統的實時控制。
1 .工藝簡介
本系統以液壓動力滑臺為例。液壓工作滑臺是平面機床用以實現進給運動的一種通用部件。其運動是靠液壓缸驅動的,該液壓動力滑臺的自動工作循環是:快進—工進—快退—原位停止。
下面簡要介紹本系統動作情況,如圖1所示:
(1)動力滑臺快進:液壓泵1輸出的液壓油經換向閥2(左位),進入液壓缸3的無桿腔,推動活塞桿右移,液壓缸3的有桿腔回油經換向閥2(左位),換向閥4(左位)進入液壓缸的無桿腔,形成差動連接。活塞桿快速右移,帶動動力滑臺快速進給。
(2)動力滑臺工進:換向閥2的左位和換向閥4的常態位(右位)進入系統。液壓泵1輸出的液壓油經換向閥2(左位),進入液壓缸3的無桿腔,推動活塞桿右移,有桿腔回油經換向閥2(左位),濾油器5,調速閥6流回油箱。由于回油路上接調速閥,使回油流量減少,從而使活塞桿右移速度減慢,帶動動力滑臺工作進給。
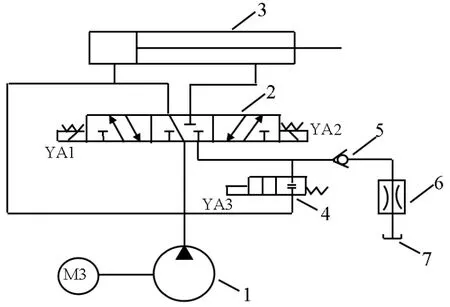
圖1 動力滑臺液壓傳動系統圖
(3)動力滑臺快退:換向閥2(右位),換向閥4的(常態位)進入系統。液壓泵1輸出的液壓油經換向閥2(右位),進入液壓缸3的無桿腔,推動活塞桿向左移動,無桿腔回油經換向閥2(右位)流回油箱。活塞桿有桿腔作用面積小,使活塞桿快速左移,帶動動力滑臺快退。
(4)動力滑臺原位停止:換向閥2、4都是常態位進入系統。液壓泵1輸出的液壓油經換向閥2(中位)流回油箱,實現卸荷。液壓缸內無液壓油流入,活塞桿不動,動力滑臺原位停止。
電磁閥和液壓缸動作關系如表1所示:

電磁閥工步 轉換指令 YA1 YA2 YA3快進 SB1 + - +工進 SQ2 + - -快退 SQ3 - + -原位停止 SQ1 - - -
2 .PLC控制系統設計
2.1 硬件設計
根據現場需要,按鈕和行程開關可以直接與PLC的輸入端子相連,繼電器線圈與輸出端子相連,可知液壓部分所需的輸入、輸出點數共計10點(系統的主電機、進給電機、冷卻電機、通訊等所需點數不在本文中體現),考慮到今后擴大功能留有余地,參考三菱公司產品技術參數,選定PLC為FX2N—40MR。液壓系統輸入、輸出點的分配如下所示:
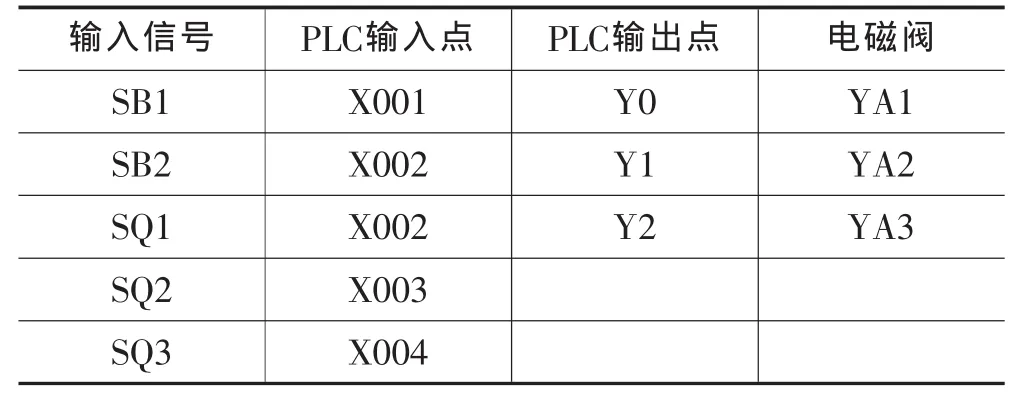
輸入信號 PLC輸入點 PLC輸出點 電磁閥SB1 X001 Y0 YA1 SB2 X002 Y1 YA2 SQ1 X002 Y2 YA3 SQ2 X003 SQ3 X004
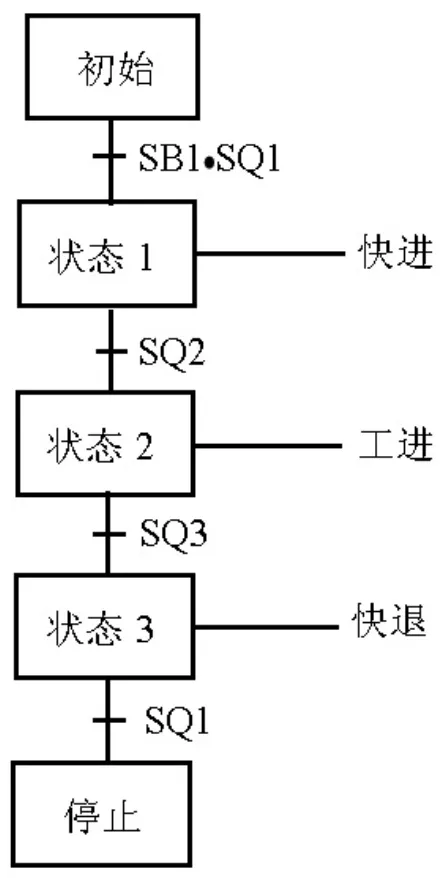
圖2
2.2 工作原理
(1)工作滑臺快進
工作滑臺上的擋鐵壓下SQ1,X002常開觸點閉合,按下起動按鈕SB1,X000常開觸點閉合,M0線圈通電,M0常開觸點閉合,使電磁鐵線圈Y0,Y2同時通電,此時,圖1中的換向閥2和換向閥4的左位進入系統,活塞桿快速右移,帶動工作滑臺快速進給。
(2)工作滑臺工進
當擋鐵下壓行程開關SQ2時,X003常開觸點閉合,M2線圈得電動作,使電磁鐵線圈Y2失電。此時圖1中換向閥2的左位和換向閥4的常態位進入系統,從而使活塞桿右移速度減慢,帶動工作滑臺工作進給。
(3)工作滑臺快退
當工作滑臺工作進給到終點,擋鐵壓下行程開關SQ3時,X4常開觸點閉合,使電磁鐵線圈Y0,Y2同時失電,使Y1線圈得電。此時,圖1中的換向閥2(右位),換向閥4(常態位)進入系統使活塞桿快速左移,帶動工作滑臺快退。
(4)工作滑臺原位停止
當動力滑臺快退到原位,擋鐵壓下行程開關SQ1,X002常閉觸點斷開,使電磁鐵Y1失電,此時,圖1換向閥都是常態位進入系統液壓缸內無液壓油流入,活塞桿不動,工作滑臺原位停止。
2.3 程序設計
液壓系統的功能完成主要靠PLC程序來實現,有些控制可以由上位機來干預。由于PLC有著極好的穩定性,所以設備的大部分控制功能都由PLC來實現,程序的流程如圖2所示,按流程圖設計出梯形圖并調試運行。
2.4 人機界面設計
人機界面采用昆侖組態軟件作為開發平臺,通過組態軟件的PLC驅動,實現圖形與PLC內寄存器的動畫連接,從而可實時監控系統的運行狀態。
3 .結語
液壓動力滑臺工作循環是自動化程度較高的部件,通過PLC代替繼電接觸式控制及與上位機中進行組態和編程,下位機(PLC)實現電磁換向閥的控制,可以非常容易的滿足工藝要求。使操作人員非常方便、簡單的在人機界面上實現各種操作,提高了系統的穩定性和可靠性,降低了故障發生率,工作效率也大大提高。
郁漢琪.電氣控制與可編程序控制器應用技術[M].武漢:東南大學出版社,2009.
TM571.61
A
1672-0547(2010)01-0084-02
2009-12-11
劉曉花(1969-),女,陜西戶縣人,安徽工業職業技術學院電氣工程系講師,中南大學信息與工程學院在讀碩士,研究方向:控制工程。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32