數(shù)控機(jī)床運(yùn)動(dòng)誤差補(bǔ)償方法研究
2024-12-06 00:00:00保棟梁
中國新技術(shù)新產(chǎn)品
2024年8期



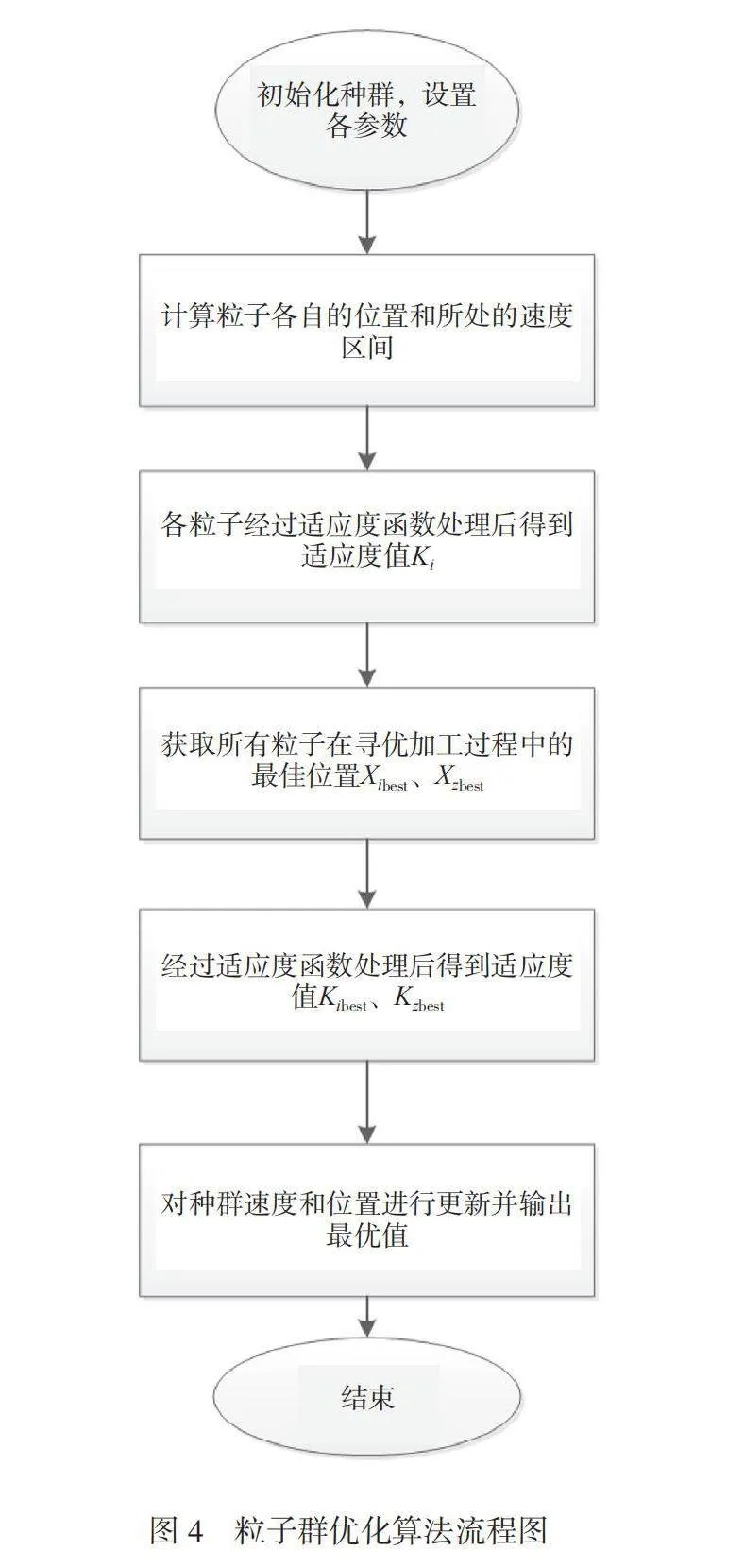


摘 要:在加工零部件過程中,常見的數(shù)控加工機(jī)床運(yùn)動(dòng)軌跡比較單一,也無法避免機(jī)床在加工過程中產(chǎn)生的運(yùn)動(dòng)輪廓誤差,因此本文研究其運(yùn)動(dòng)誤差補(bǔ)償方法。本文介紹了目標(biāo)數(shù)控機(jī)床的概況,在分析數(shù)控機(jī)床運(yùn)動(dòng)誤差的基礎(chǔ)上,提出基于比例積分微分((Proportion Integration Differentiation,PID)控制的數(shù)控機(jī)床誤差補(bǔ)償方法。為了防止PID控制信號(hào)偏大或過小,提升運(yùn)動(dòng)誤差補(bǔ)償精確度,在PID控制器計(jì)算過程中引入粒子群優(yōu)化算法。經(jīng)仿真試驗(yàn)驗(yàn)證,使用效果良好,有效提升了數(shù)控機(jī)床的加工精度,最大程度避免了數(shù)控機(jī)床運(yùn)動(dòng)誤差導(dǎo)致的產(chǎn)品加工質(zhì)量下降。
關(guān)鍵詞:數(shù)控機(jī)床;比例積分微分控制;粒子群優(yōu)化算法
中圖分類號(hào):TG 519" " " " " " 文獻(xiàn)標(biāo)志碼:A
隨著人們的物質(zhì)需求日益增長,制造業(yè)市場(chǎng)競(jìng)爭日益激烈,零部件產(chǎn)品的加工精度和生產(chǎn)質(zhì)量要求越來越高,但是多軸聯(lián)控?cái)?shù)控機(jī)床在加工零件過程中存在運(yùn)動(dòng)誤差,因此制造行業(yè)需要增強(qiáng)該類機(jī)床的加工精度,提升產(chǎn)品質(zhì)量,提高產(chǎn)品合格率。本文提出的基于比例積分微分(Proportion Integration Differentiation,PID)控制的數(shù)控機(jī)床運(yùn)動(dòng)誤差補(bǔ)償較為精準(zhǔn),不會(huì)由于機(jī)床速度加快而變大,還可以在不改變數(shù)控機(jī)床機(jī)械結(jié)構(gòu)的前提下增強(qiáng)加工精度,效果較為穩(wěn)定。該誤差補(bǔ)償方法縮短了精密零部件的加工周期,節(jié)約了投資成本,提升了產(chǎn)品質(zhì)量。
1 數(shù)控機(jī)床概況以及測(cè)量原理
1.1 機(jī)床概況
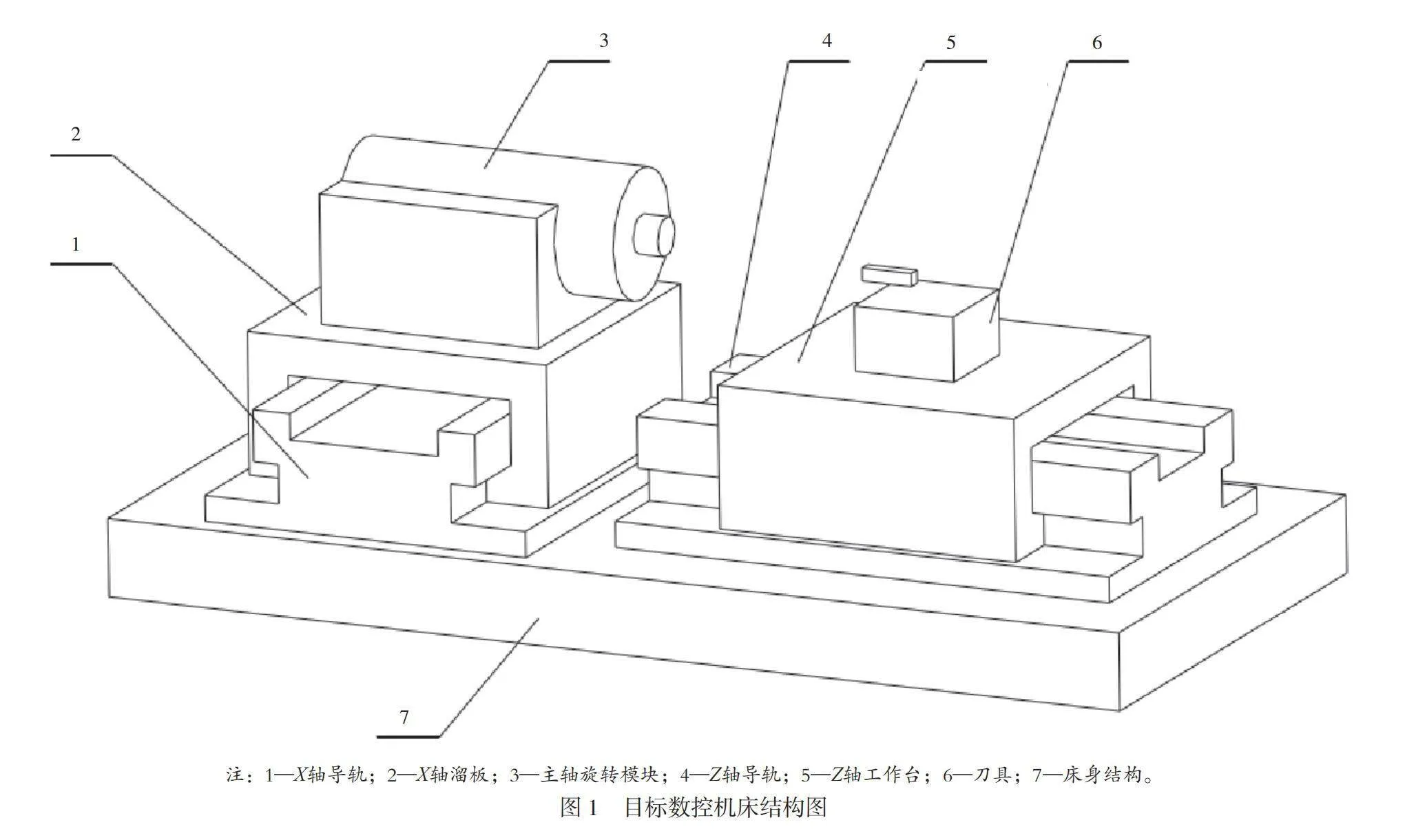
目標(biāo)數(shù)控機(jī)床結(jié)構(gòu)如圖1所示。在該數(shù)控機(jī)床(Computerized Numerical Control,CNC)系統(tǒng)中主要有X軸運(yùn)動(dòng)模塊和Z軸2個(gè)運(yùn)動(dòng)模塊。……
登錄APP查看全文
