汽車內通風道注塑模吹氣脫模機構設計及優化
2024-05-12 00:00:00王一棟丁宏參高業漢劉賽科
專用汽車 2024年4期
摘要:目前對中空波紋型側壁結構的注塑成形研究主要集中在模具設計、材料選擇和注塑機控制等方面,雖然取得了較大的進展,但仍存在氣泡、變形、成形不良等問題。基于此,提出了一種分步脫模方法,通過中間脫模過程中的吹氣膨脹來瞬時完成脫模,避免了側壁波紋管結構的撕裂風險,提高了制品的生產效率和制造可靠性。
關鍵詞:汽車內通風道;中空結構;波紋型側壁;分步脫模方法
中圖分類號:U462 收稿日期:2024-02-10
DOI:10.19999/j.cnki.1004-0226.2024.04.022
1 前言
在汽車內通風道的制造中,空波紋型側壁結構的注塑成形問題受到重視。由于側壁的特殊結構,傳統脫模方法無法適用,強行脫模可能導致側壁撕裂和產品報廢。中空結構制品在包裝、容器、管道等領域非常重要,而注塑技術作為主要的制造方法,其工藝穩定性和優化對產品性能有重大影響。因此針對市場對產品質量和生產效率的日益提高的要求,對中空結構制品的注塑工藝進行研究和優化變得非常重要。
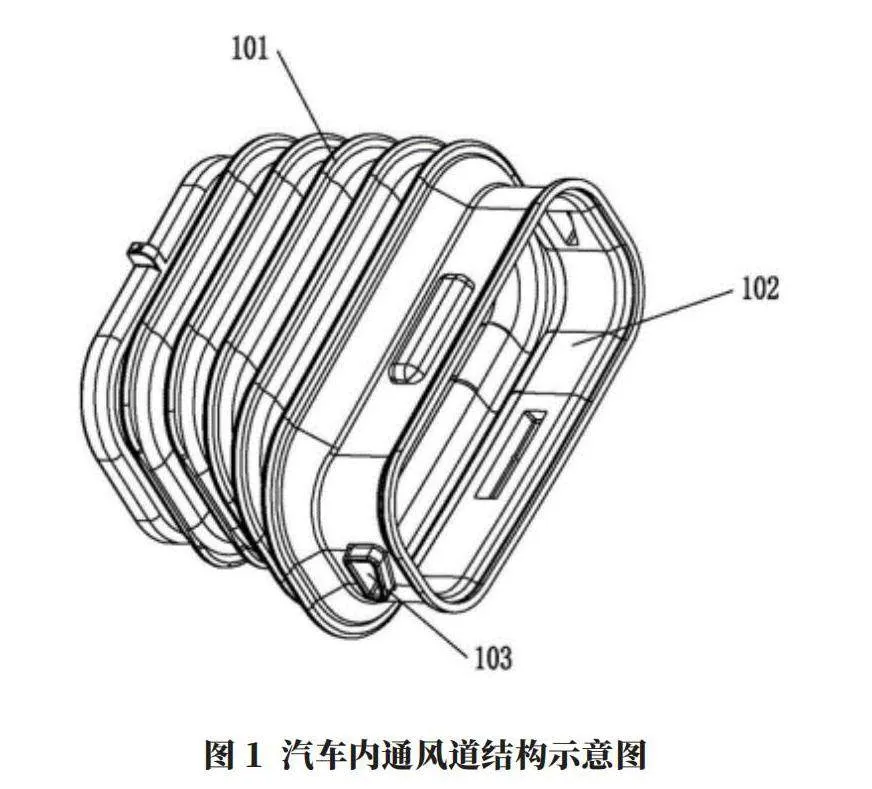
如圖1所示,目前有一款汽車內通風道為中空結構[1-3],側壁呈波紋型,由軟性塑料注塑成形。在成形后由于側壁的波紋結構,無法采用常規的脫模[4-6],強行脫模的話,會造成側壁撕裂而使產品報廢。本文以此通風道為對象進行研究。
2 中空結構制品注塑工藝分析
中空結構制品在包裝、容器、管道等領域占據重要地位,而注塑技術作為一種主流的制造方法,其工藝的穩定性和優化對產品性能產生深遠影響。隨著市場對產品質量和生產效率要求的不斷提高,對中空結構制品注塑工藝的研究與優化顯得尤為迫切。目前,中空結構制品注塑工藝的研究主要集中在模具設計、材料選擇、注塑機控制等方面。各項研究成果在提高產品質量、降低生產成本等方面取得了一定的進展,然而仍然存在一些挑戰,如氣泡、變形、成形不良等缺陷的難以完全避免,生產效率有待提高,對環保和可持續性的需求也日益增加。
3 模具結構及工作過程
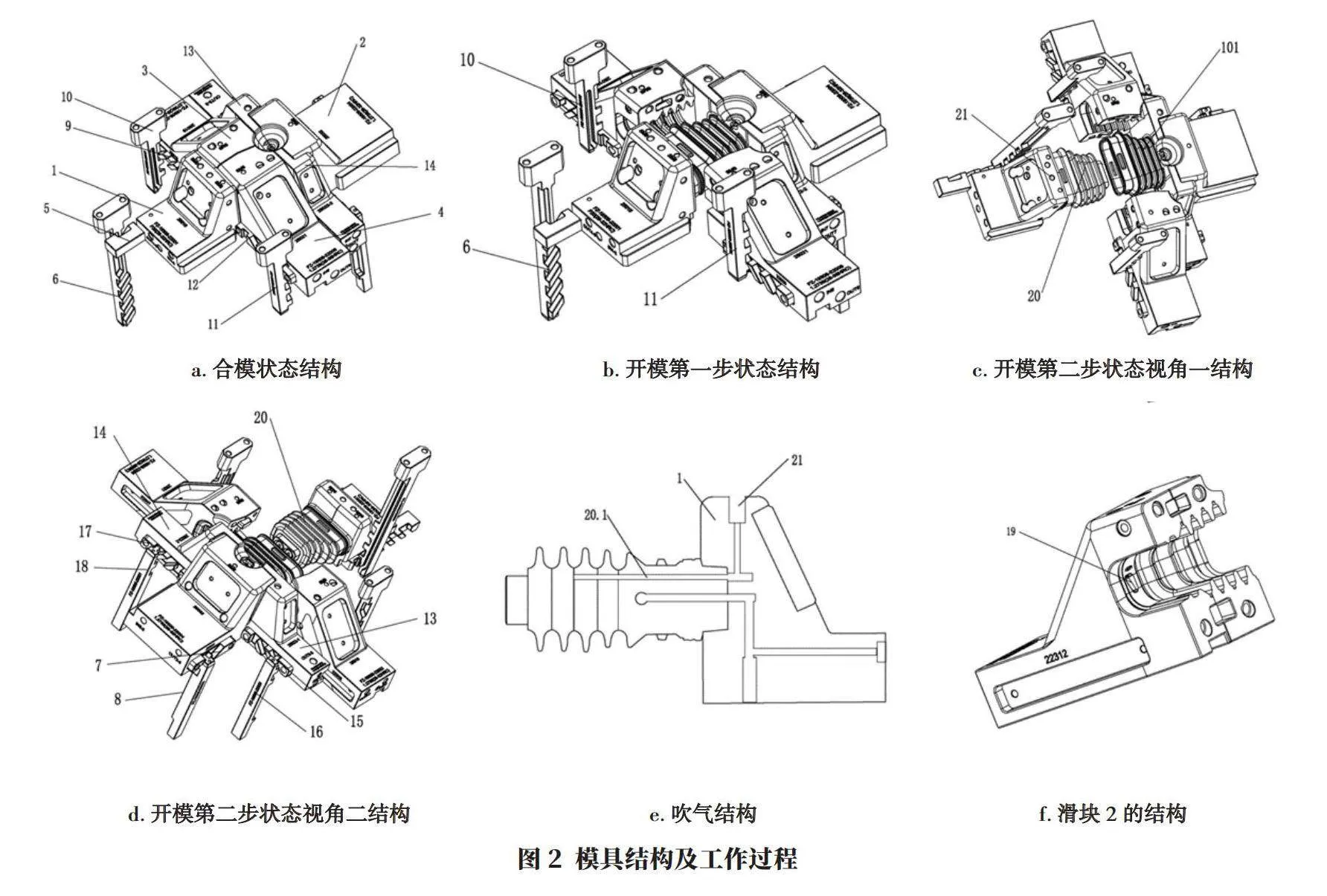
模具結構示意圖及其工作過程如圖2所示。該模具脫模結構安裝過程如下:
a.在設備構造中,滑塊1(1)、滑塊2(2)、滑塊3(3)以及滑塊4(4)被設計為相互對應。具體而言,滑塊1(1)與滑塊2(2)成對布置,而滑塊3(3)與滑塊4(4)同樣對立配置。在滑塊1(1)中,裝有兩個相互垂直嚙合的斜齒條,分別為斜齒條1(5)和斜齒條2(6)。斜齒條1(5)緊固在滑塊1(1)上,而斜齒條2(6)則與定模結合,并配備有上部滑軌(6.1)。接著,滑塊2(2)連接著斜齒條3(7)和斜齒條4(8),它們也是以垂直方式嚙合。其中,斜齒條3(7)固定于滑塊2(2),而斜齒條4(8)則與動模固定。此外,滑塊3(3)裝配了斜齒條5(9)和斜齒條6(10),這兩者同樣垂直嚙合。斜齒條5(9)安裝在滑塊3(3)上,而斜齒條6(10)與定模連接。滑塊4(4)裝有斜齒條7(11)和斜齒條8(12),它們之間實現了垂直的嚙合關系。斜齒條7(11)穩固在滑塊4(4)上,并與定模形成固定連接。當這些滑塊相互靠攏并合模時,它們一起構成了成形通風管道(101)的外部結構。滑塊1(1)的內側配備了內軸芯(20),專用于塑造通風管道(101)的內壁。從整體構造來看,滑塊1(1)、滑塊2(2)、滑塊3(3)和滑塊4(4)的內部空間以及內軸芯(20)的外表面共同組成了成形通風道(101)的型腔。此外,滑塊1(1)上設置了進氣孔(21),而內軸芯(20)則裝有氣道(20.1)。這個氣道(20.1)的進氣端與進氣孔(21)相連,而其出氣端穿過內軸芯(20)中部的側壁。這種設計有效地促進了通風道的形成,并優化了通風效果。
b.在第一和第二夾緊塊閉合時,它們共同固定位于滑塊2一端兩側的通風道。
c.作為氣道(20.1)組成部分的內軸芯(20)配備了用于通氣的縫隙。
d.在第三(3)和第四(4)滑塊的內部空間的壁面上,均配備了形成連接管(101)所需的凹槽(19)。
模具工作過程如下:
當模具處于閉合狀態時,動模和定模形成密閉結合,通過滑塊1、滑塊2、滑塊3、滑塊4及內軸(20)構成的型腔內,創造出通風道(101)。開模過程遵循以下步驟:首先,定模上移D1距離,觸發斜齒條2、斜齒條6和斜齒條7的上移。此時,斜齒條2上的導軌(6.1)與斜齒條1產生滑動連接,保持斜齒條1固定不動。同時,斜齒條6驅動斜齒條5外移,進而使滑塊3外側滑動。斜齒條7和斜齒條8外移,從通風道(101)的外壁分離,同時推動滑塊4向外移動。在此階段,通風道(101)的一端在滑塊1內側固定和密封,另一端在滑塊2內側固定和密封。接下來,隨著定模進一步打開,斜齒條2與斜齒條1嚙合。斜齒條2引導斜齒條1外移,并推動滑塊1向外側滑動。當滑塊1開始滑動時,注塑機通過進氣孔(21)進氣,并通過氣道(20.1)從內軸芯(20)的中部側壁排氣,使通風道(101)膨脹,實現滑塊1的脫模。最后,隨著動模的進一步打開,斜齒條4上移,驅動斜齒條3外移,并推動滑塊2外移,完成通風道(101)的脫模。此步驟完成后,通風道(101)完全脫離模具,為下一輪模具成形做準備。
4 模具設計要點
a.當第一、第二、第三和第四滑塊互相靠攏并合模,它們共同構成了通風道101的外側結構。內部,滑塊11裝有內軸芯20,專門用于塑造通風道10的內部結構。從整體角度來看,滑塊1、滑塊2、滑塊3和滑塊4的內部空間,連同內軸芯20的外表面,共同組成了通風道101的成型空間。
b.在滑塊1上配備了進氣口21,而內軸芯20則裝有氣道20.1。這個氣道20.1的一端與進氣口21相連,而另一端則穿過內軸芯20的中間側壁。
c.在第一夾緊塊13中,安裝了兩個斜齒條,以垂直方式互相嚙合。斜齒條15被固定在第一夾緊塊13上,而斜齒條16則與動模連接。
d.第二夾緊塊14中,安裝了斜齒條17和斜齒條18,這兩者也是垂直嚙合。斜齒條17固定在第二夾緊塊14上,而斜齒條18則與動模相接。此外,內軸芯20配備了通氣縫,作為氣道20.1的組成部分。
e.滑塊3和滑塊4的內部壁面均設計有凹槽19,專門用于成型連接管101。
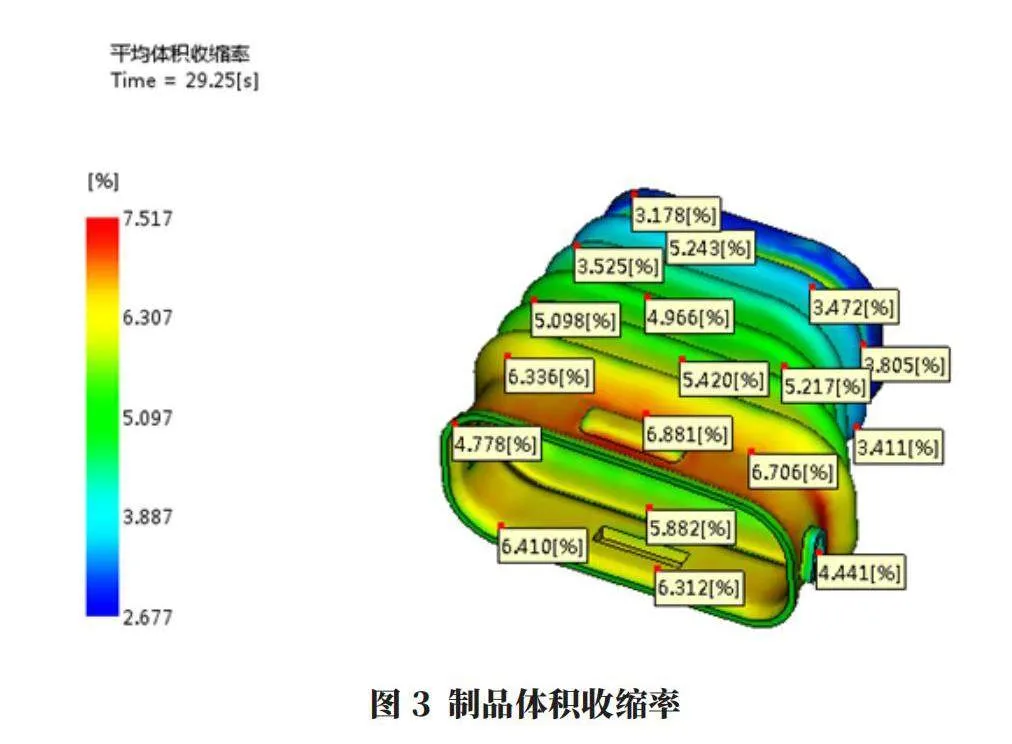
5 模流仿真分析
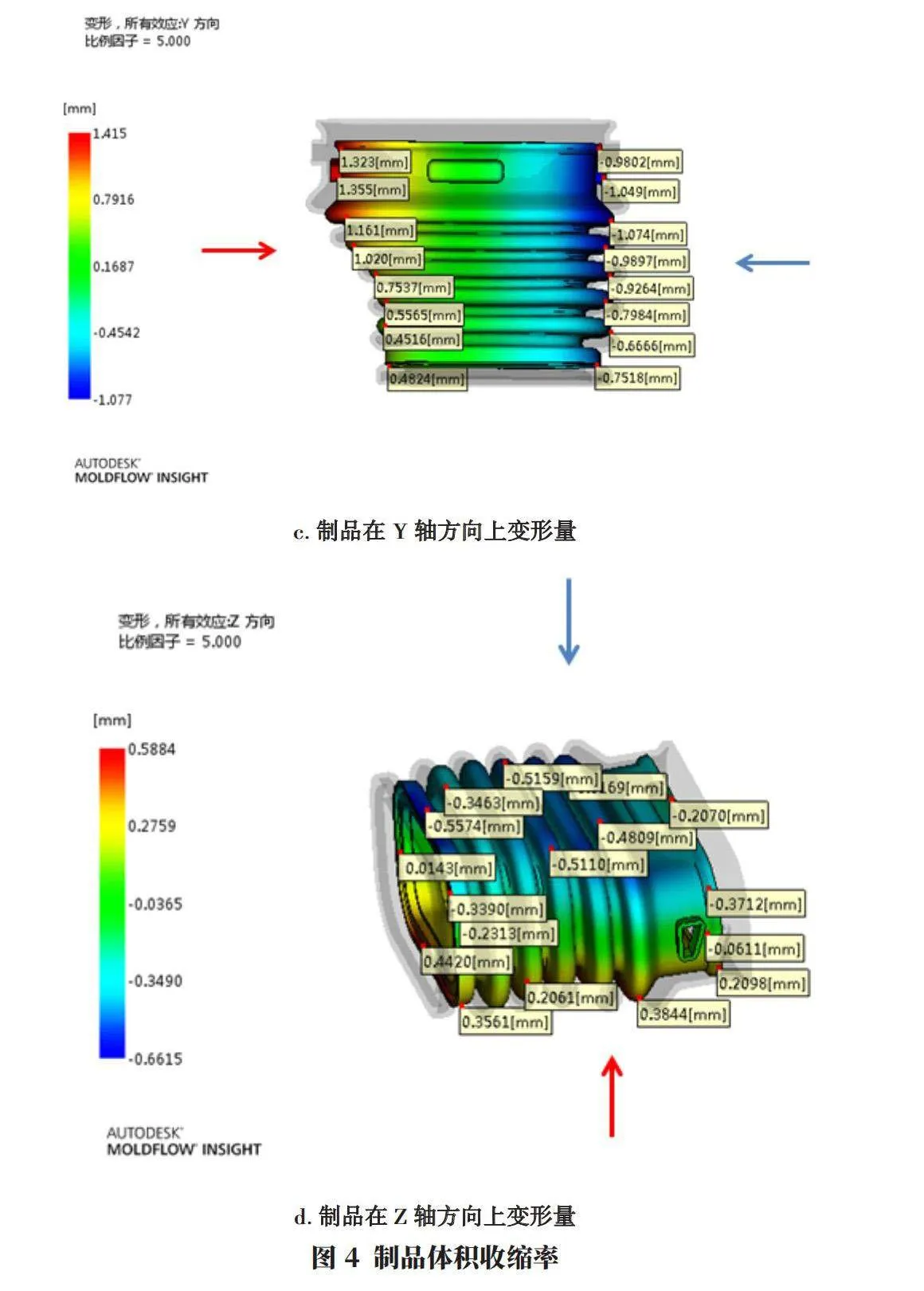
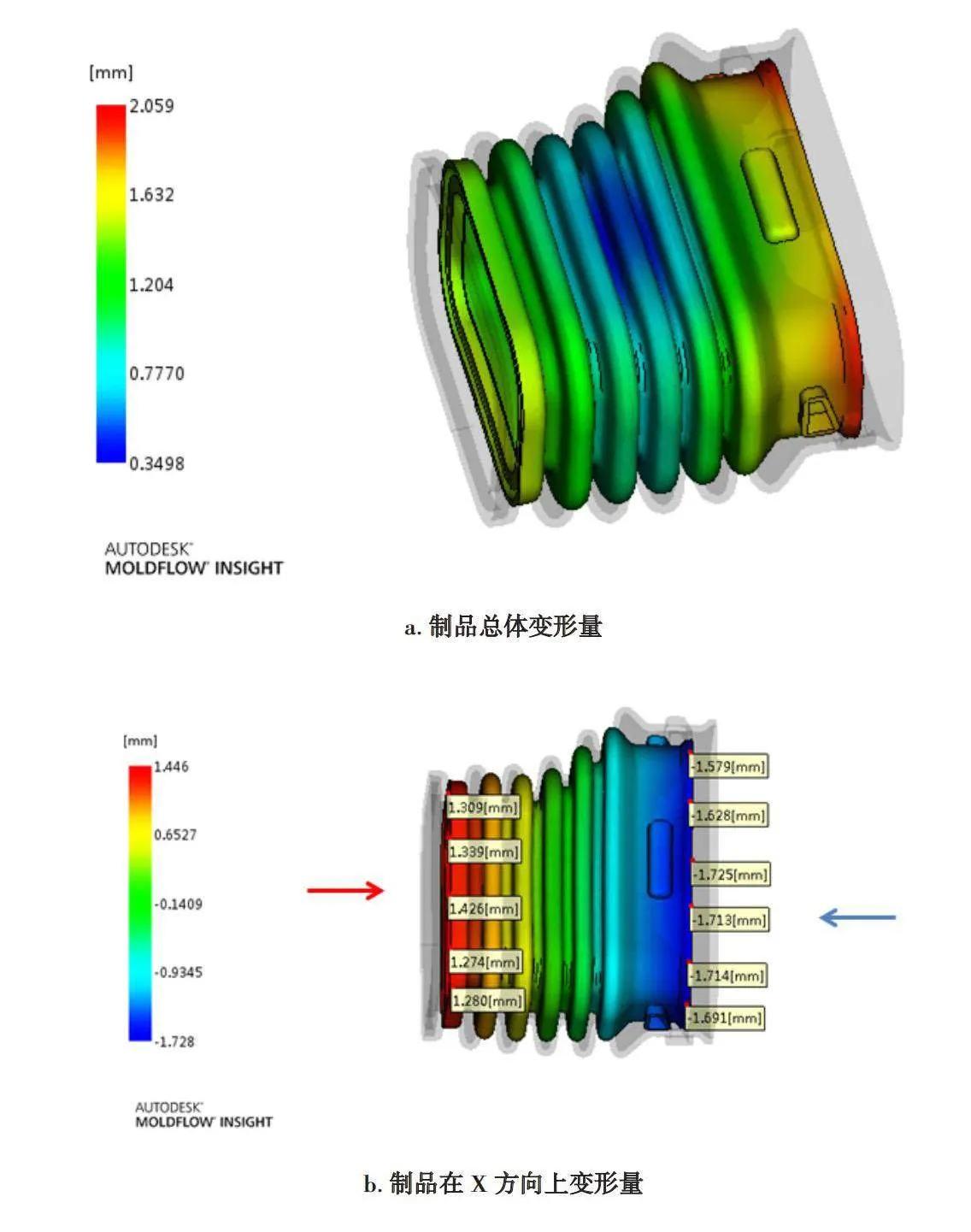
圖3所示為制品體積收縮率,圖4所示為制品體積收縮率。通過圖3、圖4能夠發現,該制品結構經過修改調整之后脫模收縮率為5.25%,產品各部分體積收縮均勻且滿足要求,通過比較在不同方向的變形量能夠發現制品在各個方向收縮均勻。此結果驗證了汽車內通風道注塑模具結構設計合理。
6 結語
本設計解決的技術問題提供了一種分步脫模方法,在中間脫模過程中進行吹氣膨脹從而瞬時完成脫模,且結構簡單、可靠性,能避免側壁波紋管結構被撕裂的風險,大大改善了制品在脫模過程中的制造風險,同時提高了生產效率。
參考文獻:
[1]陳康.汽輪發電機轉子氣體內冷通風道檢驗方法的改進[C]//全國火電600mW機組技術協作會年會,2009.
[2]王新華.汽車內部通風結構與人體健康問題研究[J].黑龍江交通科技,2013(11):176-177.
[3]鄭偉奇,康寧,劉獻棟,等.基于非線性回歸的制動盤通風道結構優化[J].汽車工程,2016,38(11):1351-1356.
[4]劉俊生,張彩麗.橡膠波紋管氣動脫模裝置[J].橡膠工業,2006,53(10):636-637.
[5]蔡涌,蓋敏玲,杜國忠.大直徑模壓波紋防護套脫模工藝的介紹[J].特種橡膠制品,2010(1):55-57.
[6]趙超,曾文源,王平,等.艦載方艙側壁結構設計[J].船海工程,2020,49(5):28-32.
作者簡介:
王一棟,男,1992年生,工程師,研究方向為模具設計及其新技術。