基于自抑振技術(shù)的電動機(jī)軸螺桿加工專用數(shù)控銑床的研發(fā)
2024-03-25 09:20:24陳聰邵思程鄭雪飛王勝陳建新朱勤
機(jī)械工程師 2024年3期
陳聰,邵思程,鄭雪飛,王勝,陳建新,朱勤
(1.浙江赫科智能裝備有限公司,浙江 衢州 324000;2.衢州職業(yè)技術(shù)學(xué)院,浙江 衢州 324000)
0 引言
螺桿減速電動機(jī)憑借其傳動比范圍寬、輸出轉(zhuǎn)矩大、結(jié)構(gòu)緊湊、體積小、運(yùn)行平穩(wěn)、噪聲低等優(yōu)點(diǎn)被廣泛應(yīng)用于工業(yè)、農(nóng)業(yè)、交通運(yùn)輸、醫(yī)療、航空航天、建筑、石油、機(jī)器人、智能家居、辦公機(jī)械等領(lǐng)域,是一種量大面廣的動力元件。在一些高端裝備中,如汽車、飛機(jī)、高鐵、機(jī)床精密分度設(shè)備、航空機(jī)載減速裝置、醫(yī)療檢測儀器、自動焊接裝備、智能機(jī)器人等,蝸輪螺桿減速電動機(jī)都在其中發(fā)揮著重要作用。以汽車產(chǎn)業(yè)為例:根據(jù)中商產(chǎn)業(yè)研究院數(shù)據(jù)庫顯示,截至2020年4月全國汽車保有量已達(dá)2.72 億輛,近3年汽車年均產(chǎn)量高達(dá)2600 萬輛,一般車輛均配備此類電動機(jī)用于雨刮器、電動座椅、電動車窗、電動尾門等的控制。因服役性能的需要,電動機(jī)軸螺桿表面硬度高達(dá)30~40 HRC,其傳統(tǒng)制造工藝多以車削和磨削為主,多道工序所引發(fā)的制造精度誤差、生產(chǎn)效率低等問題嚴(yán)重制約電動機(jī)軸螺桿的品質(zhì)和產(chǎn)能。目前,該加工工藝還在部分中小企業(yè)中應(yīng)用。旋風(fēng)銑削以其高效、精密、環(huán)保的特點(diǎn)被廣泛應(yīng)用于螺旋曲面加工,已成為當(dāng)前電動機(jī)軸螺桿加工的主要加工工藝[1-4],配套的旋銑設(shè)備也已從早期的普通車床加裝旋風(fēng)銑頭的形式逐漸演變?yōu)樾省⒕取⒎€(wěn)定性更優(yōu)的單功能數(shù)控旋風(fēng)銑床。當(dāng)前電動機(jī)軸螺桿的主要加工方式依舊是傳統(tǒng)的人工上料→定位夾持→加工→人工下料,人為操作會導(dǎo)致產(chǎn)品質(zhì)量難以保證、生產(chǎn)效率低、生產(chǎn)成本高、安全隱患風(fēng)險(xiǎn)大等問題。為有效解決上述問題,國內(nèi)外研究人員根據(jù)電動機(jī)螺桿軸結(jié)構(gòu),采用模塊化設(shè)計(jì)方式優(yōu)化機(jī)床結(jié)構(gòu),集成了電動機(jī)軸專用上下料機(jī)構(gòu),實(shí)現(xiàn)了一人多機(jī)的生產(chǎn)模式,極大提高了生產(chǎn)效率,降低了企業(yè)生產(chǎn)成本[5-8]。其中以Monnier公司為代表的M667旋風(fēng)銑床設(shè)計(jì)了電動機(jī)軸螺桿專用備料機(jī)構(gòu)和龍門式送料機(jī)構(gòu),實(shí)現(xiàn)了電動機(jī)軸螺桿全自動化生產(chǎn),整機(jī)結(jié)構(gòu)緊湊,占地面積小,旋銑轉(zhuǎn)速可達(dá)6000 r/min,機(jī)床重復(fù)定位精度均為±2 μm,加工精度可達(dá)IT5~I(xiàn)T7級,螺桿表面粗糙度達(dá)Ra0.4~Ra0.6 μm,如圖2所示。近年來,國內(nèi)山西風(fēng)源機(jī)械制造有限公司開發(fā)的XKW40全自動旋風(fēng)銑機(jī)床,通過外部配置走心式上料器和前置式跟刀夾持套筒實(shí)現(xiàn)了電動機(jī)軸螺桿的大批量加工,機(jī)床重復(fù)定位精度±3 μm、刀軸最高轉(zhuǎn)速2000 r/min、加工精度IT7~I(xiàn)T8級、表面粗糙度Ra0.8 μm。
電動機(jī)螺桿軸多為細(xì)長型,其螺桿結(jié)構(gòu)多位于軸端,夾持方式多采用左端液壓筒夾聯(lián)合右端套筒式跟刀定位支承機(jī)構(gòu),如圖4所示。電動機(jī)軸螺桿旋風(fēng)銑削時(shí),由電動機(jī)軸-夾具-刀具構(gòu)成了振動系統(tǒng),在彈性力學(xué)中屬于雙約束彈性非諧周期性激振力作用的問題。由于旋銑加工過程中固有的高頻斷續(xù)沖擊而引起加工系統(tǒng)的復(fù)雜動態(tài)響應(yīng),對切削振動和加工質(zhì)量影響顯著,對于細(xì)長型工件而言,這種影響更大。同時(shí),主軸旋轉(zhuǎn)、工件和跟刀裝置的制造安裝誤差,以及工件與跟刀套筒間的間隙,也會促使主軸與細(xì)長工件之間偏心而引起振動。因此,必須針對細(xì)長型軸類零件旋銑過程中支撐約束的形式,并結(jié)合時(shí)變銑削的特點(diǎn),建立符合實(shí)際工況的振動系統(tǒng)動力學(xué)模型,為進(jìn)一步優(yōu)化工藝系統(tǒng)夾持方案,減少和抑制系統(tǒng)振動提供理論指導(dǎo)。
德國的Bar等[9]研究了旋風(fēng)銑削加工螺紋面包絡(luò)線曲率的數(shù)學(xué)模型及計(jì)算方法,為優(yōu)化旋銑走刀路徑、降低切削能耗提供了理論基礎(chǔ)。重慶大學(xué)何彥等[10-12]從切屑形貌及特性對絲杠旋風(fēng)銑的成形機(jī)理進(jìn)行了深入研究,明確了裝備最優(yōu)銑削效能和刀具的排布方式。Saeidy[13]基于有限單元法研究了旋轉(zhuǎn)細(xì)長梁在非線性約束下、移動常力激勵(lì)的動態(tài)響應(yīng)問題。
綜上所述,國內(nèi)現(xiàn)有電動機(jī)軸螺桿旋銑設(shè)備在生產(chǎn)工藝策略、系統(tǒng)結(jié)構(gòu)穩(wěn)定性、加工系統(tǒng)振動控制等方面存在的問題依然沒有很好解決。鑒于此,本文主要在現(xiàn)有電動機(jī)軸螺桿加工設(shè)備的研究基礎(chǔ)之上,基于集中工序法優(yōu)化原有工藝機(jī)制,并采用先進(jìn)的動態(tài)設(shè)計(jì)方法,創(chuàng)新和改進(jìn)數(shù)控銑床結(jié)構(gòu),運(yùn)用現(xiàn)代的機(jī)、電、液一體化技術(shù)有效控制工件的振動,實(shí)現(xiàn)電動機(jī)軸螺桿高效、高精的全自動連續(xù)加工,縮短產(chǎn)品制造周期,真正從本質(zhì)上提高零件的加工品質(zhì)。
1 試驗(yàn)方法設(shè)計(jì)
1.1 電動機(jī)軸螺桿專用旋風(fēng)銑床總體方案設(shè)計(jì)
根據(jù)旋銑切削運(yùn)動原理、加工工藝流程、機(jī)床技術(shù)指標(biāo),明確各功能模塊運(yùn)動要求。綜合考慮零件尺寸規(guī)格、加工行程、機(jī)床整體剛度和結(jié)構(gòu)特點(diǎn)、占地面積、承載能力、生產(chǎn)節(jié)拍、制造裝配難度、經(jīng)濟(jì)成本等影響因素,結(jié)合現(xiàn)有旋銑設(shè)備布局方式的優(yōu)點(diǎn),初步確定機(jī)床的總體設(shè)計(jì)方案。以機(jī)械運(yùn)動學(xué)和動力學(xué)為基礎(chǔ),利用CAD和CAE軟件對上下料機(jī)構(gòu)(備料、送料、回料)、旋風(fēng)銑頭、傳動系統(tǒng)(C軸工件主軸傳動、Z軸軸向傳動、X軸徑向傳動)、床身等進(jìn)行模塊化設(shè)計(jì),對樣機(jī)的運(yùn)動范圍、工藝周期、碰撞干涉、動態(tài)性能等關(guān)鍵設(shè)計(jì)因素進(jìn)行建模與仿真,優(yōu)化機(jī)床的總體結(jié)構(gòu)和布局形式。數(shù)控銑床整機(jī)擬設(shè)計(jì)方案如圖1所示。
1.2 熱力耦合效應(yīng)的內(nèi)旋風(fēng)銑頭優(yōu)化設(shè)計(jì)
由旋銑工藝固有特性所引發(fā)的時(shí)變切削力和刀軸軸承在密封環(huán)境中高速旋轉(zhuǎn)引起的摩擦溫升是影響旋風(fēng)銑頭穩(wěn)定工作的兩大主要因素。因此,必須對旋風(fēng)銑頭的結(jié)構(gòu)進(jìn)行優(yōu)化設(shè)計(jì),避免切削頻率與銑頭系統(tǒng)之間的共振和減小軸承摩擦溫升后刀軸的熱變形將是本機(jī)構(gòu)研發(fā)的關(guān)鍵。綜合考慮螺旋升角加工范圍、零件尺寸規(guī)格、加工刀具輪廓、動力傳遞形式和效率、刀軸結(jié)構(gòu)等因素,設(shè)計(jì)銑頭總體結(jié)構(gòu)方案,擬采用效率傳遞更優(yōu)的前置動力輸出方式。為擴(kuò)大螺旋升角加工范圍并加強(qiáng)軸承散熱效果,擬采用階梯斜面式刀軸結(jié)構(gòu),同時(shí)于軸承外圈安裝限位面處開設(shè)螺旋冷卻氣道,進(jìn)一步針對銑頭進(jìn)行基于熱力耦合效應(yīng)的動、靜態(tài)特性數(shù)值分析,計(jì)算銑頭的固有頻率和諧響應(yīng)振動幅值,分析外激振源對旋銑系統(tǒng)穩(wěn)定性和使用壽命的影響規(guī)律。綜合考慮旋銑系統(tǒng)的熱性能、動態(tài)性能和熱力耦合振動性能,結(jié)合輕量化設(shè)計(jì)準(zhǔn)則,以多目標(biāo)優(yōu)化設(shè)計(jì)為手段,提高系統(tǒng)低階固有頻率和動靜剛度,解決系統(tǒng)共振問題和熱變形問題。試制旋風(fēng)銑頭并開展相關(guān)性能測試,優(yōu)化設(shè)計(jì)方案。圖2為數(shù)控銑床旋風(fēng)銑頭結(jié)構(gòu)示意圖。

圖2 內(nèi)旋風(fēng)銑頭結(jié)構(gòu)示意圖
1.3 電動機(jī)軸螺桿全自動加工工藝方案設(shè)計(jì)
1)工藝流程研究。為縮短工件流轉(zhuǎn)周期,提高裝備效能,綜合考慮旋銑機(jī)床的結(jié)構(gòu)特點(diǎn),以集中工序法優(yōu)化原有工藝流程,擬制定如下方案:從主軸箱左側(cè)備料機(jī)構(gòu)逐層遞送毛坯至主軸中心高度,利用單軸送料機(jī)構(gòu)夾持毛坯并直線送入主軸端的夾緊裝置,旋風(fēng)銑頭執(zhí)行加工程序時(shí),單軸送料機(jī)構(gòu)已夾持新毛坯待命,當(dāng)零件加工完畢后,回料機(jī)構(gòu)旋轉(zhuǎn)上升收集成品螺桿零件并精準(zhǔn)回落至V形物料傳送帶內(nèi),與此同時(shí)新坯料軸完成送料夾緊動作,開始新一輪加工。該工藝流程可實(shí)現(xiàn)較短工藝路徑的連續(xù)送料加工,大幅提升零件的加工效率。
2)夾持工藝方案研究。電動機(jī)軸螺桿多位于軸端且軸長徑比較大,與傳統(tǒng)的一夾一頂式裝夾方案相比,增置跟刀定位支承機(jī)構(gòu)可有效提高工藝系統(tǒng)的剛度,減少工件單向受力和振動。結(jié)合工裝夾具設(shè)計(jì)及選用原則,綜合考慮坯料規(guī)格及送入方式,本項(xiàng)目擬采用一端液壓筒夾一端跟刀定位支承的夾持方案。進(jìn)一步運(yùn)用有限元方法分析工藝夾持系統(tǒng)的變形情況和動態(tài)剛度,優(yōu)化工藝參數(shù)。
3)旋銑刀具數(shù)量及排布方案的研究。以45鋼調(diào)質(zhì)螺桿和硬質(zhì)合金刀具銑削系統(tǒng)為研究對象,構(gòu)建三維旋銑模型,明確材料屬性和本構(gòu)模型,以Stick-Slip摩擦模型和切屑分離準(zhǔn)則為基礎(chǔ),計(jì)算時(shí)變切削力,并通過三向壓電實(shí)驗(yàn)進(jìn)行驗(yàn)證。采用金相顯微鏡、掃描電鏡(SEM)、白光干涉儀等對螺桿的切屑及表面形貌進(jìn)行分析,研究切削參數(shù)、切削力、刀具數(shù)量及刀具排布形式對螺桿加工表面形貌和粗糙度的影響規(guī)律,優(yōu)化刀具數(shù)量和布局方式。
4)數(shù)控程序編制。分析工件主軸旋轉(zhuǎn)速率和旋風(fēng)銑頭移動距離之間的配比關(guān)系,規(guī)劃旋銑工藝起始和安全結(jié)束工藝路徑,明確移動速率,防止工藝流程之間的干涉,保證全自動加工工藝的效率和加工安全性。
1.4 電動機(jī)軸螺桿加工系統(tǒng)的閉環(huán)主動抑振技術(shù)研究
根據(jù)最優(yōu)工藝策略,明確控制對象和數(shù)量,合理選擇數(shù)控系統(tǒng)和外置PLC,完成斷路器、接觸器、繼電器、濾波器、穩(wěn)壓器、電磁換向閥等電氣液壓元件的選型。針對執(zhí)行功能需求,完成相關(guān)機(jī)構(gòu)的伺服驅(qū)動模塊及磁性開關(guān)、光電開關(guān)、行程開關(guān)等傳感元器件的選型。對數(shù)控系統(tǒng)PMC和外置PLC進(jìn)行I/O通信匹配,合理編制邏輯控制程序并完成相關(guān)參數(shù)設(shè)置,實(shí)現(xiàn)上下料機(jī)構(gòu)與旋銑機(jī)構(gòu)之間的雙路協(xié)調(diào)控制。項(xiàng)目擬采用Fanuc-Oi系列數(shù)控系統(tǒng)和三菱Q系列PLC,定位模塊選用QD75P4。
為有效提高加工系統(tǒng)剛度,抑制旋銑加工過程中非諧周期激振力作用下的加工振動,項(xiàng)目組擬改進(jìn)傳統(tǒng)的套筒式跟刀定位支承機(jī)構(gòu),提出非線性彈簧液壓阻尼系統(tǒng)的抑振結(jié)構(gòu)。同時(shí),抑振結(jié)構(gòu)上安裝有位移傳感器,通過數(shù)據(jù)采集反饋修正系統(tǒng)(響應(yīng)時(shí)間為10 ms)實(shí)時(shí)采集并顯示位移數(shù)據(jù),并通過循環(huán)控制算法,精確控制電液比例閥,同步優(yōu)化液壓支承定位機(jī)構(gòu)的抑振壓力。必要時(shí),可調(diào)節(jié)刀軸轉(zhuǎn)速的大小,使裝置固有頻率和刀具切削頻率錯(cuò)位,情況緊急時(shí)也可對伺服系統(tǒng)進(jìn)行控制,進(jìn)行必要的故障停機(jī)。主動抑振系統(tǒng)原理如圖3所示。
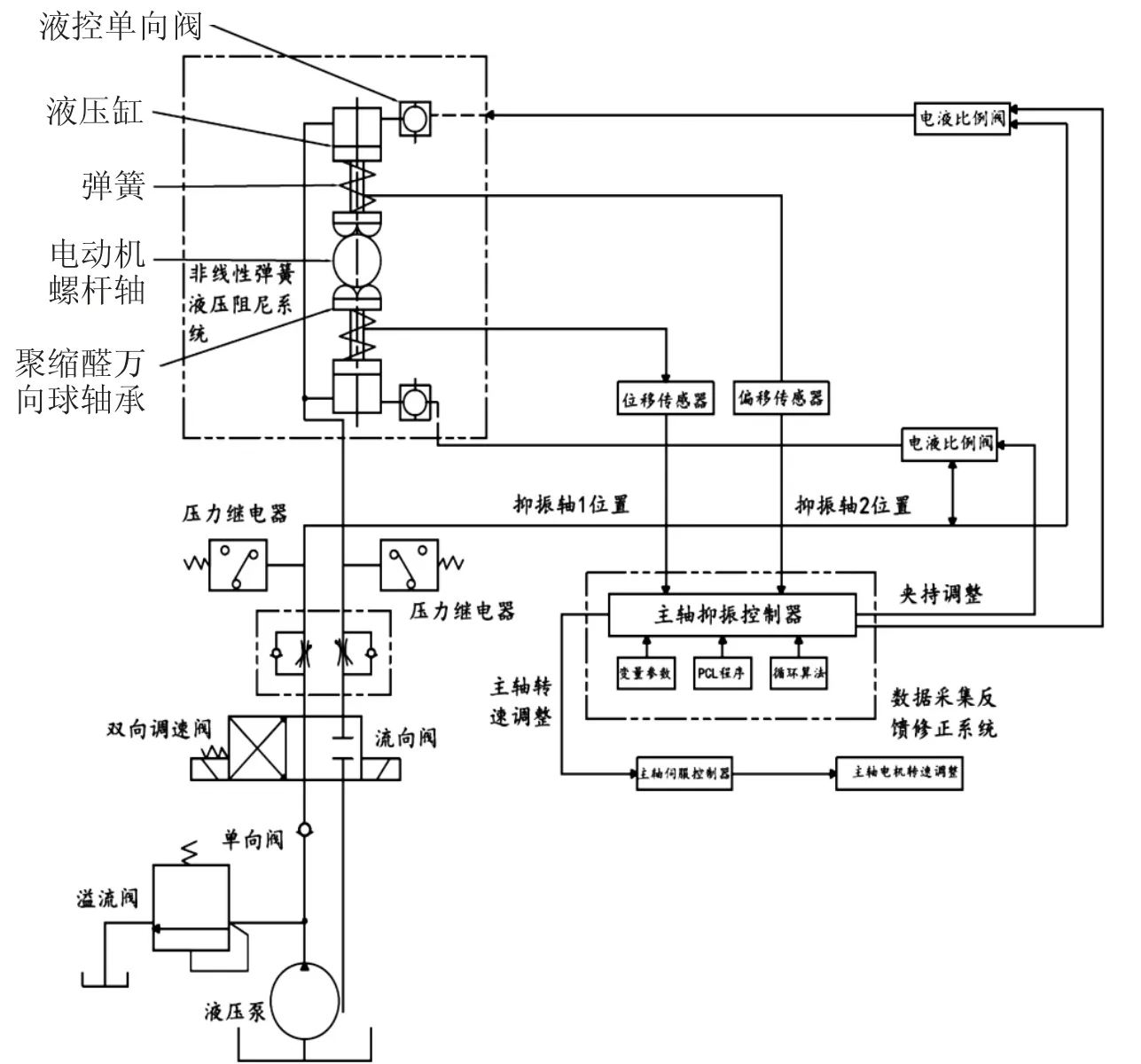
圖3 主動抑振系統(tǒng)原理圖
考慮到電動機(jī)軸螺桿加工過程中,非線性彈簧液壓阻尼抑振機(jī)構(gòu)隨刀具連續(xù)進(jìn)給,從而導(dǎo)致電動機(jī)軸的約束是動態(tài)變化的,項(xiàng)目擬針對刀具和跟刀機(jī)構(gòu)作離散化處理,借助數(shù)值仿真軟件對關(guān)鍵離散位置進(jìn)行動力學(xué)性能分析,確定工藝系統(tǒng)的各階振型和固有頻率,根據(jù)實(shí)際工況確定約束和邊界條件,加載時(shí)變切削力,進(jìn)一步完成諧響應(yīng)分析,探究系統(tǒng)各階固有頻率與各轉(zhuǎn)速下的切削頻率之間的共振問題,合理設(shè)置刀軸旋轉(zhuǎn)速度。
2 結(jié)語
本文提出了非諧周期性激振力作用下電動機(jī)軸螺桿加工系統(tǒng)的閉環(huán)主動抑振技術(shù)。分析機(jī)床在旋銑加工受固有工藝特性影響特性,開展了電動機(jī)軸螺桿加工系統(tǒng)的閉環(huán)主動抑振技術(shù)研究,合理設(shè)計(jì)了自主抑振系統(tǒng),實(shí)現(xiàn)電動機(jī)軸螺桿加工時(shí)閉環(huán)主動抑振,提高工藝系統(tǒng)合理性和螺桿加工的精準(zhǔn)性。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52