基于沖壓工藝的轎車側圍外板設計方法及應用
2024-02-15 01:50:52戴亞王利周穎丁春梅
山東理工大學學報(自然科學版) 2024年1期
戴亞,王利,周穎,丁春梅
(1.安徽工貿職業技術學院 機械與汽車工程系,安徽 淮南 232007;2.宣城職業技術學院 教務處,安徽 宣城 242000;3.馬鞍山市汽車沖壓模具先進設計工程技術研究中心,安徽 馬鞍山 243031)
method
近年來,新能源汽車的快速發展給傳統車企帶來了巨大的沖擊,迫使傳統車企轉向新能源汽車,并使其積累起來的技術優勢在很大程度上喪失[1]。作為汽車推陳出新中重要的汽車外觀形狀,其變化改進顯著加快,而汽車側圍作為汽車車身的主要構成單元,其設計理念和設計工藝也隨著汽車外形的設計發展態勢不斷更新[2-3]。
眾多車企的技術人員對轎車側圍外板的設計技術進行了研究。東風本田汽車有限公司的蔣磊等[4-6]在參數化設計、成形仿真和工藝參數優化等方面,對側圍外板進行了全面的技術研究;江鈴控股有限公司的熊佳俊[7]闡述了設計要求與要點,并以此為依據設計了一種乘用車側圍外板;中國第一汽車集團有限公司的賈文彬等[8]通過模具型面補償法優化了側圍外板尾燈口暗坑;長城汽車股份有限公司的李眾[9]結合產品設計、仿真與制造現場提升了轎車側圍外板角窗面品的可靠性;廣州汽車集團股份有限公司的林楷等[10]通過現場研配分析了側圍外板C柱處外觀面產生光影扭曲原因,并提出了成形性工藝參數優化的對策;廣汽三菱汽車有限公司的付炯[11]通過分析不同工況下車身側圍外板的抗凹試驗變形數據,驗證了加強貼剛性對提升車身側圍外板抗凹性能的效果。
作為車身外覆蓋件的主要骨架,轎車側圍外板是形成其側壁部分的重要外觀件[12],其組成如圖1所示[13]。轎車側圍與眾多部件總成搭接而形成固定或相對運動關系,因此其曲面復雜、沖壓工藝要求極其嚴苛,全面研究轎車側圍外板的設計方法非常必要。為此,本文基于沖壓工藝結合工程實際,通過對比分析市場已推出的典型車型轎車側圍外板的關鍵區域,提出基于沖壓工藝的轎車側圍外板設計方法,應用該方法設計一種轎車側圍外板,并通過拉延成形仿真驗證本文提出的設計方法的可行性,為車身外覆蓋件的設計提供參考。
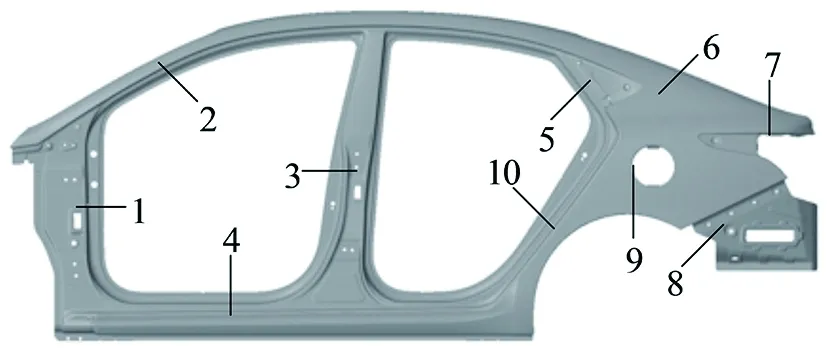
1. A柱區域下段; 2.A柱區域上段; 3.B柱區域; 4.門檻區域; 5.后側窗區域; 6.C柱區域; 7.尾燈區域; 8.后保區域; 9.加油口蓋區域; 10.后輪罩區域。圖1 轎車側圍外板的組成
1 關鍵區域的設計方法
1.1 A柱區域的設計
轎車側圍外板A柱區域主要由上、下段組成,A柱下段的設計是需要重點考慮的,包括車輛遭遇碰撞時的強度、剛度,前門鉸鏈、線束膠套、翼子板等載體的安裝及其沖壓工藝的成形性要求[14]。
由于A柱下段是車身框架組成的重要部分,同時又是車門鉸鏈、儀表管梁等的載體,而且在車身遭遇碰撞時,翼子板變形,但A柱不能變形,才能保證前門正常打開,保證乘客不受傷害,因此A柱后退變形量越小越好。圖2所示為4種典型車型的側圍外板A柱結構。

(a)幻速S6 (b)Smart (c)幻速H3 (d)福克斯圖2 4種車型的側圍外板A柱結構
如圖3所示,側圍外板A柱下段需匹配的零件一般有前門上下鉸鏈、翼子板安裝點、前門線束膠套、機艙側加強板、前三角塊或者前三角窗、管梁安裝過孔等,匹配要求由相關部門輸入。一般除了需要側沖的孔,其他安裝點的沖孔方向一般在車身Y向10°以內。
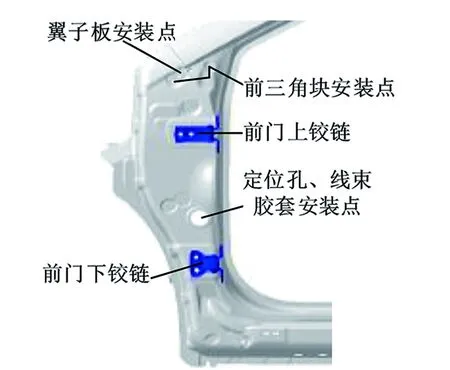
圖3 A柱區域孔位作用指示
轎車側圍外板A柱下段一般為U型結構,由于受到鉸鏈布置及前壁板的影響,所以有一定的深度。圖4所示為A柱下段沖壓深度示意圖,表1所示為幾種車型的對標數據。另外,為滿足沖壓工藝的要求,側圍外板A柱下段通常會增加一些防回彈、吸皺等特征,如圖5所示。
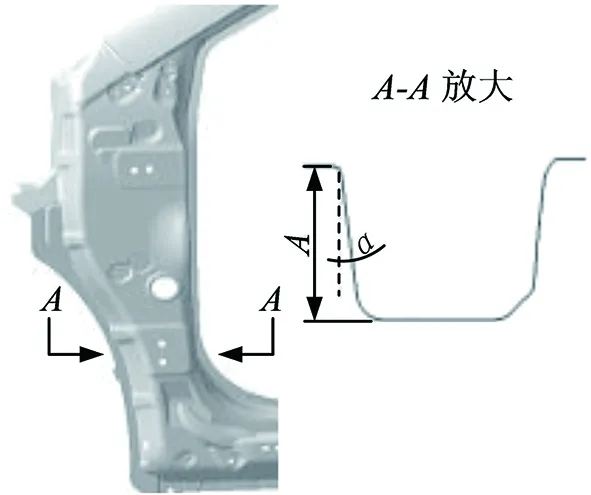
圖4 A柱下段沖壓深度示意圖
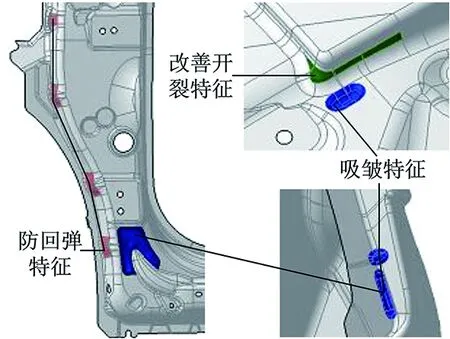
圖5 A柱沖壓工藝特征
由于側圍與翼子板分縫的不同,導致A柱下段與翼子板搭接處結構不同,因此A柱下段屬于關鍵結構。圖6為兩種常見的分縫結構,其中水平分縫為福克斯車型翼子板與側圍分縫,這種水平分縫工藝較容易實現,但對側圍外板尖端強度、側圍總成NVH等有不利影響;垂直分縫為幻速S6車型翼子板與側圍分縫,這種垂直分縫側圍外板強度、NVH等性能較好,但成形性較差,工藝實現較困難,常會出現開裂、起皺等成型問題,設計時需要重點考慮。
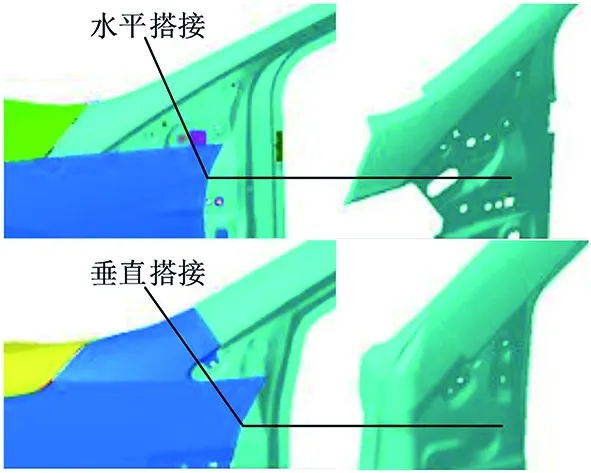
圖6 水平與垂直分縫
1.2 B柱區域的設計
側圍B柱是車身框架重要的組成部分,不僅影響整車的模態,而且對車輛側向碰撞性能起關鍵作用。側圍外板B柱區域設計需要重點考慮側向碰撞時的強度、剛度,后門鉸鏈、線束膠套等的安裝及其沖壓工藝的成形性要求。由于側圍外板B柱區域為半可見區域,故特征面的形狀應盡量簡單,過渡應均勻光順。
側圍設計時,要求B柱要有足夠的腔體。在側面碰撞中,考慮到駕駛員和乘員的安全,側圍系統應盡量減小B柱的侵入速度,減少其Y向侵入量,同時需滿足后門鉸鏈安裝點的剛度和強度要求。圖7所示為典型車型的側圍外板B柱結構,圖中側圍外板B柱為常見的U型腔體。
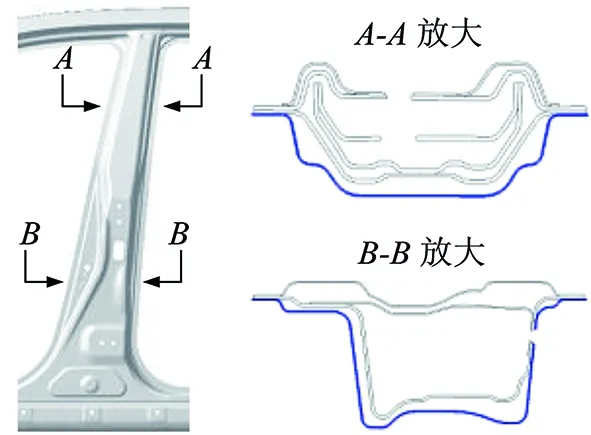
圖7 B柱結構示意圖
與側圍外板B柱匹配的零件有后門上鉸鏈、后門下鉸鏈、后門線束膠套等,如圖8左側所示。側圍外板B柱的匹配要求由相關部門輸入。一般除了需要側沖的孔,其他安裝點的沖孔方向一般在車身Y向10°以內。由于側圍外板B柱布置受到窗框、鉸鏈、鎖及限位器等的影響,側壁拔模角度一般較小,故前期分析布置相關附件時需盡量放大拔模角度,有利于沖壓成型。同時為滿足沖壓工藝的要求,通常會增加一些吸皺等特征,如圖8右側所示。
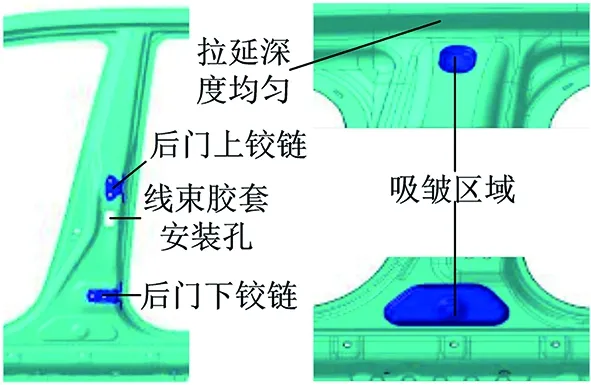
圖8 B柱區域孔位作用指示
1.3 門檻區域的設計
側圍門檻區域是車身框架重要的組成部分,要有足夠的腔體和足夠的剛度與強度,才能在車輛遭受正面碰撞時,將機艙受到的沖擊力有效地傳遞到后車體,在車輛遭受側面碰撞時將側面受到的力傳遞到地板梁,起到分散沖擊力和減小門檻變形量,從而保護乘員安全的作用。由于受到造型等的影響,一般門檻結構形式有3種,如圖9所示。
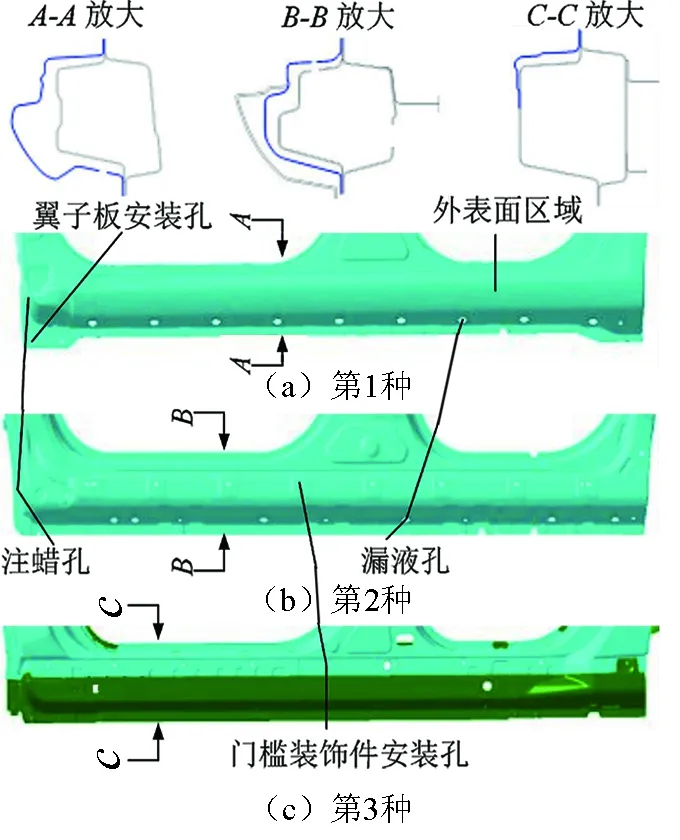
圖9 3種門檻區域示意圖
第1種為門檻部分面充當外表面。圖9(a)所示為卡羅拉車型的側圍外板門檻區域,其中大面積為外表面,同時底部布置有漏液孔、翼子板安裝過孔等。側圍外板與門檻加強板、門檻內板組成封閉腔體。
第2種為側圍門檻面都為結構面,這種結構常見于門檻外觀為塑料裝飾件的SUV車型。圖9(b)所示為幻速S6車型的側圍外板門檻區域,其面均為特征面,沒有外表面,同時底部布置有漏液孔、漏液筋及翼子板安裝過孔等。同樣地,側圍外板與門檻加強板、門檻內板組成封閉腔體。
第3種為側圍門檻面都為結構面,如圖9(c)所示。此種結構與第2種不同的是側圍外板門檻下部面切除,由加強板代替,側圍外板門檻面上只有門檻裝飾件安裝點。目前所設計的車型較少采用此種方式,若采用此種結構,需CAE部門驗證結構的強度、剛度是否滿足性能要求。
側圍門檻區域的沖壓難度相對較低,局部可能有整形工序。同樣地,為保證安裝孔的精度,一般除了需要側沖的孔,其他安裝點的沖孔方向一般在車身Y向10°以內。
1.4 后側窗區域的設計
側圍外板是安裝玻璃窗的載體,需滿足玻璃窗安裝位置、涂膠承載面等要求,同時需滿足沖壓成型的工藝要求。
后側玻璃窗一般有滑移窗、蝶窗及固定窗等形式。商用車、MPV常用滑移窗及蝶窗,一般轎車及SUV采用固定窗。滑移窗及蝶窗側圍外板結構基本相同,外板為凹臺特征,沒有涂膠固定,滑移窗通過密封條卡接在側窗止口上固定;蝶窗的安裝點及開啟機構布置在側圍內板上,如圖10左上角所示。固定窗一般由3個安裝點定位,通過涂膠連接在側圍外板上,固定窗側圍外板結構如圖10右上角所示。
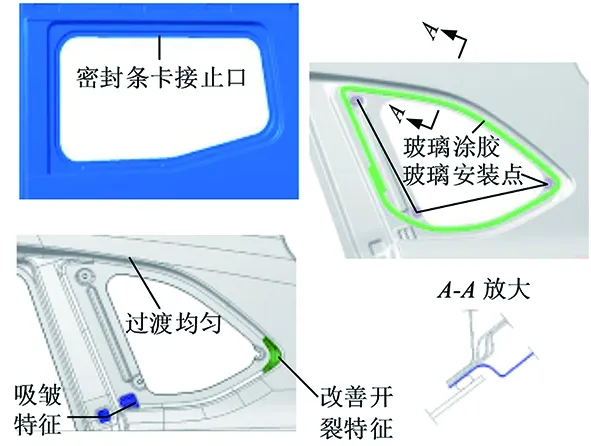
圖10 后側玻璃窗側圍外板結構
側窗區域凹臺深度由側圍與玻璃段差、玻璃厚度及涂膠高度共同決定,一般不超過15 mm。同時需注意側圍外板側壁的拔模角度不能太小,安裝點沖孔方向在車身Y向10°以內。為改善開裂,在拐角處的位置增加二次臺階,在起皺的地方需增加吸皺特征等,后側窗處沖壓工藝特征如圖10左下角所示。
1.5 加油口蓋區域的設計
由于加油口蓋的形狀、材質等不同,側圍外板加油口區域一般有異形翻邊形式、方形翻邊形式、凸臺形式、圓形翻邊帶局部法蘭形式和圓形翻邊帶周圈法蘭形式等5種,如圖11所示。其中翻邊形式的工序為先修邊后翻邊,翻邊角度可為0°,而帶法蘭形式與凸臺形式的工序為先沖壓成型再修邊,且要求翻邊角度大于2°,為保證外表面品質,要求法蘭面與外表面距離均勻,且距離最好小于15 mm。沖孔特征同樣要求沖孔方向在車身Y向10°以內。側圍外板加油口蓋區域特征如圖11(d)所示。表2為7種車型加油口蓋區域特征的數據對標。
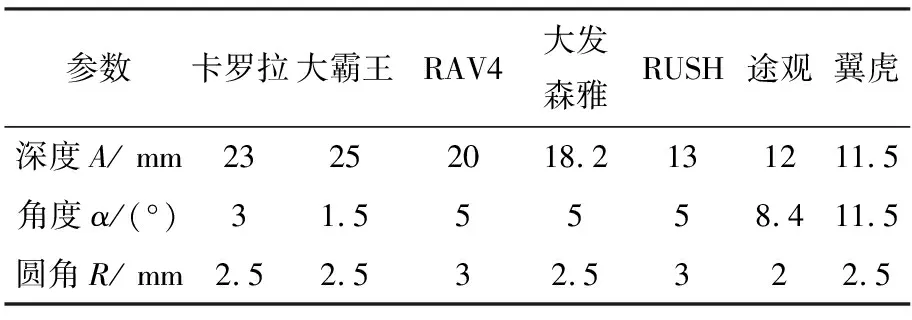
表2 加油口蓋區域特征數據對標
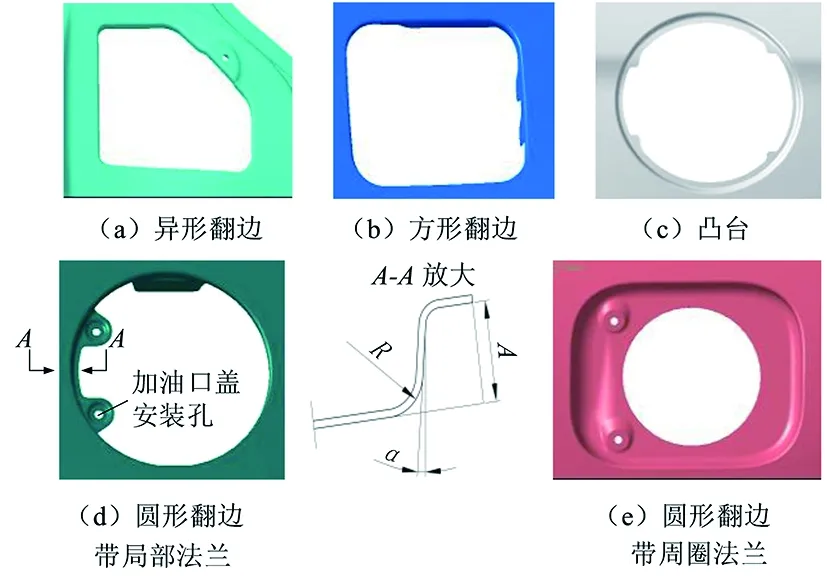
圖11 側圍外板加油口蓋區域特征形式
1.6 尾燈及后保區域的設計
尾燈及后保區域的主要功能是提供尾燈及后保險杠的固定點,同時在后保區域還會布置定位孔、泄壓閥、后保支架安裝孔及線束膠套安裝孔等,尾燈及后保區域特征如圖12左側所示。尾燈及后保區域設計時也需要考慮包括沖壓角、拉延圓角等在內的沖壓成形性要求。
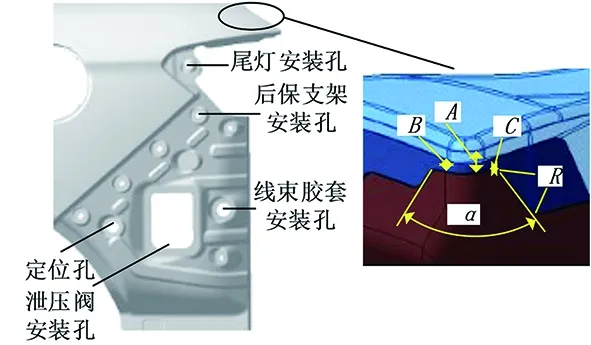
圖12 尾燈及后保區域特征與尖點區域結構關鍵尺寸
側圍外板與背門、尾燈配合處常會出現尖點區域,如圖12右側所示。圖12中關鍵尺寸的推薦值分別為缺口翻邊A≥5 mm、重合區域B≥3 mm、缺口直線C在3~5 mm范圍內、缺口夾角α≥95°以及圓角半徑R≥3 mm。
2 側圍外板設計與仿真驗證
2.1 側圍外板設計與工藝分析
圖13為所設計的一種轎車側圍外板模型,該模型關鍵區域的設計滿足形狀、強度、剛度和沖壓工藝特征要求,其主要結構為:A柱下段與翼子板水平分縫,門檻區域采用部分面充當外表面,后車窗為固定窗,方形翻邊加油口蓋。產品所用材料擬定為超低碳超深沖鋼板DC06,板料厚度為0.7 mm。參考轎車側圍外板的搭接關系后[15-16],確定其成形工藝方案為:OP10拉延(DR)、OP20修邊(TR)+沖孔(PI)、OP30修邊(TR)+斜楔/整形(C/RST)、OP40翻邊(FL)+斜楔/整形(C/RST)、OP50斜楔/沖孔(C/PI)+斜楔/整形(C/RST)。成形工藝方案中OP10拉延工序能夠形成轎車側圍外板的骨架,對材料的消耗、后續工序的安排、是否需要整形等多個方面產生影響,對終端產品的表面質量和形位精度起到決定性作用。OP10拉延工序對上述設計方法的有效性具有反饋作用,因此本研究對側圍外板設計方法的驗證主要考察拉延成形性。
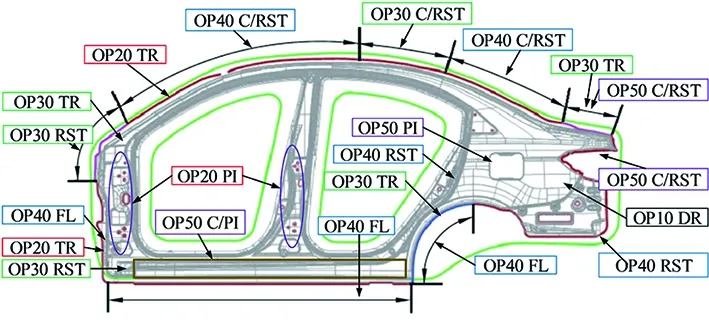
圖13 轎車側圍外板模型及各部位的成形工序
2.2 拉延成形仿真驗證
DC06材料特性參考文獻[17-18],在AutoForm軟件的材料生成器中定制DC06力學性能參數[19]。材料的參數:楊氏模量Y=2.1×10-5N/mm2,泊松比P=0.3。定義硬化曲線:選定Ludwik擬合模型,流動應力σ0=150 MPa,硬化指數n=0.24,真實應變為1時的屈服力K=528.2 MPa。定義屈服準則:選定Hill擬合模型,平面各向異性指數r0=2、r45=1.8、r90=2.4,3個初始屈服應力σ0=150 MPa、σ45=162.2 MPa、σ90=154.3 MPa,雙軸點處的各向異性指數rb=0.833,初始屈服應力σb=191.9 MPa,擬合系數M=2,雙軸應力因子Biax=1。
導入所設計的轎車側圍外板拉延工序數據,依次進行板料、工具體和工藝參數的設定,完成拉延成形三維有限元建模,如圖14所示。拉延成形數值模擬所用的主要參數:摩擦系數為0.15、拉延力為1 120 t、壓邊力為280 t和壓邊圈行程為250 mm等。通過仿真計算獲得的拉延成形仿真結果如圖15所示。由圖15可知,零件區域拉延成形變形充分,成形過程中未出現應變不足及明顯起皺現象,因此整個拉延成形仿真過程是收斂的,結果是可信的,進一步說明基于沖壓工藝的轎車側圍設計方法是可行的。
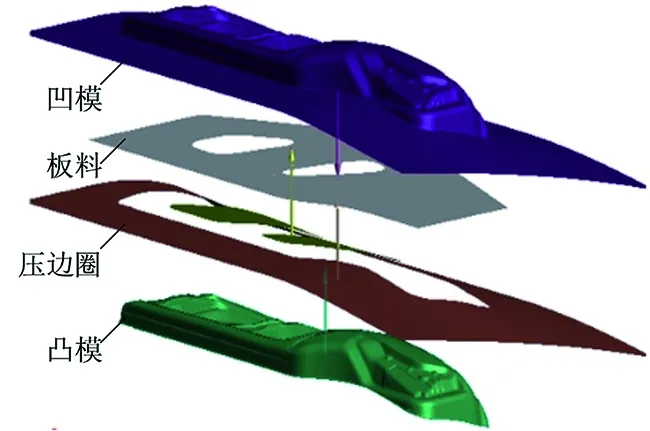
圖14 拉延成形三維有限元模型
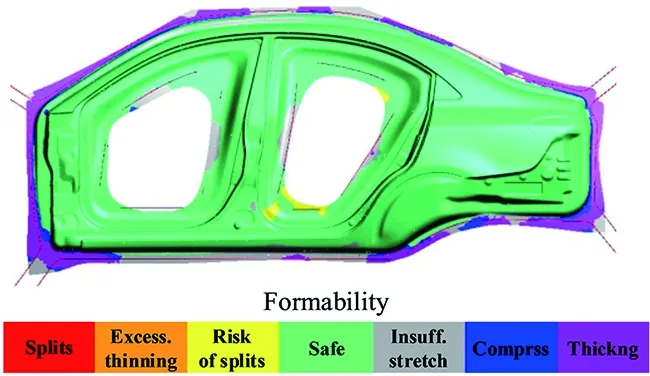
圖15 拉延成形仿真結果
3 結束語
文章通過對比分析市場已推出的典型車型轎車側圍外板的關鍵區域,提出了基于沖壓工藝的轎車側圍外板設計方法。應用該方法設計了一種轎車側圍外板,通過拉延成形仿真分析,獲得了成形仿真過程收斂、零件區域成形良好的成形結果,證明了基于沖壓工藝的轎車側圍外板設計方法的可行性。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
