基于Halcon的磨料水射流加工斷面特征識別與分析
2024-02-06 03:36:48高衛(wèi)東潘浩宇柴子凡
機械設(shè)計與制造工程 2024年1期
關(guān)鍵詞:區(qū)域
高衛(wèi)東,趙 韡,潘浩宇,柴子凡
(1.中北大學(xué)機械工程學(xué)院,山西 太原 030051)(2.先進制造技術(shù)山西省重點實驗室, 山西 太原 030051)
磨料水射流是一種非傳統(tǒng)加工技術(shù),在金屬、陶瓷等材料的切割及表面處理方面有著廣泛的應(yīng)用[1]。與傳統(tǒng)加工方式相比,磨料水射流具有切割效率高、切削應(yīng)力小、材料無熱變形及熱影響區(qū)等優(yōu)勢,但存在切削斷面有拖尾余紋等問題[2~4]。目前對水射流加工表面質(zhì)量評價的主要參數(shù)為表面粗糙度、加工條痕長度和偏轉(zhuǎn)角度。陳曉晨等[5]通過模擬水射流沖蝕材料過程并結(jié)合實驗切削斷面測得粗糙度的變化發(fā)現(xiàn),材料沖蝕形成的拖尾角越大粗糙度也隨之越大,二者呈正相關(guān);Akkurt[6]以黃銅為實驗對象進行研究發(fā)現(xiàn),高速射流束的偏轉(zhuǎn)造成能量損失,邊壁前端的幾何曲線可由二階拋物線函數(shù)來表示;郝宇聰?shù)萚7]對磨料水射流加工過程進行可視化實驗,對射流束的偏轉(zhuǎn)進行測量,用二次多項式擬合出偏轉(zhuǎn)曲線,再通過測量粗糙度確定加工表面質(zhì)量;Brandst?tter等[8]通過測量代表性條紋痕跡位移評估切割表面質(zhì)量,得到切割過程中材料加工表面的質(zhì)量信息。前人的大量研究表明,磨料水射流加工斷面特征與斷面質(zhì)量有直接關(guān)系。
隨著圖像處理及聲發(fā)射等技術(shù)的不斷改進與優(yōu)化,促進磨料水射流切削斷面特征識別、測量等技術(shù)的發(fā)展與進步。Lebar等[9]使用紅外熱像儀對加工過程中的切割區(qū)域進行實時監(jiān)測,觀察其溫度變化來完成在線加工質(zhì)量監(jiān)測;Per?el等[10]利用振動傳感器實時監(jiān)測切割過程中的振動輻射,通過分析振動信號的頻譜和振幅變化,監(jiān)測切割過程中的質(zhì)量情況;Valícˇek等[11]研究了磨料水射流加工表面粗糙度與噪聲的關(guān)系,將噪聲作為傳播切割過程信息的載體,提出了一種在線測量聲壓級反饋與系統(tǒng)調(diào)節(jié)加工參數(shù)的方法。
綜上所述,水射流加工表面的宏觀特征是判斷其表面質(zhì)量的重要指標(biāo)之一,但由于傳統(tǒng)方法受限于檢測環(huán)境,因此存在實時性差、識別精度低的問題。本文以6061鋁為研究對象,針對磨料水射流加工斷面特征的識別與分析,提出了基于Halcon的機器視覺識別方法,能夠有效對加工斷面條痕區(qū)域圖像進行較準(zhǔn)確地提取,提高了斷面特征參數(shù)的測量效率。
1 磨料水射流加工斷面條痕圖像處理
為實現(xiàn)磨料水射流加工表面特征參數(shù)提取,構(gòu)建特征識別算法,其流程如圖1所示。首先對磨料水射流加工斷面圖像進行灰度化處理,使其更有效地表達斷面圖像信息;其次通過雙邊濾波更好地保存斷面圖像邊緣信息,通過特征閾值完成斷面目標(biāo)與整體圖像的閾值分割,以此獲得加工斷面的特征區(qū)域,通過連通區(qū)域分割完成對相鄰條痕的分割;最后對分割的加工條痕進行特征坐標(biāo)提取,并通過坐標(biāo)間的數(shù)學(xué)關(guān)系轉(zhuǎn)化為斷面特征參數(shù),實現(xiàn)由圖像到斷面宏觀特征參數(shù)的轉(zhuǎn)換。

圖1 特征識別算法流程圖
1.1 灰度級形態(tài)學(xué)降噪
磨料水射流加工過程示意圖如圖2所示,射流加工過程中高速射流帶動磨粒對加工表面進行磨削及沖擊。將磨料水射流加工斷面圖片轉(zhuǎn)為灰度圖后圖像中存在大量的金屬反光點,影響斷面條痕特征的識別,因此需要進行灰度級形態(tài)學(xué)處理。

圖2 磨料水射流加工示意圖
灰度級形態(tài)學(xué)是將形態(tài)學(xué)操作擴展至灰度圖像上,可以處理包含豐富灰度級別的圖像。在膨脹、腐蝕、閉運算、開運算4種操作中,開運算先完成灰度圖的腐蝕,再對腐蝕后的圖像進行膨脹。在對灰度圖像進行腐蝕操作時,首先逐像素比較結(jié)構(gòu)元素與圖像局部區(qū)域的灰度,選擇區(qū)域內(nèi)的灰度最小值作為該像素的灰度輸出值;其次進行膨脹操作,通過逐像素比較結(jié)構(gòu)元素與圖像局部區(qū)域的灰度,并選擇灰度最大值作為像素的灰度輸出值。因此,經(jīng)過開運算可以消除小的亮噪點,保留主要的亮部結(jié)構(gòu),能夠較好地消除圖像噪聲并保留圖像邊緣,實現(xiàn)圖像信息準(zhǔn)確分析與處理。
為了更加清晰地看到處理前后圖片的變化,選取圖像中某一區(qū)域并三倍放大,如圖3所示。圖3(a)為灰度級形態(tài)學(xué)處理前斷面圖像,其表面較亮噪點較多,影響圖像的整體灰度分布;圖3(b)為經(jīng)過處理的表面放大圖,對比發(fā)現(xiàn),處理后的加工斷面圖像的較亮噪點明顯減少,對圖像中灰度邊緣的影響也較小。因此,經(jīng)過灰度形態(tài)學(xué)處理得到的圖像更加便于后續(xù)加工斷面條痕的識別與分割。

圖3 灰度形態(tài)學(xué)處理前后對比圖
1.2 雙邊濾波
經(jīng)過灰度級形態(tài)學(xué)處理后的圖像中加工條紋與金屬斷面之間的區(qū)分不足,需要進一步對加工斷面圖像進行處理。為了更好地得到圖像邊緣信息,采用雙邊濾波進行處理。雙邊濾波能較好地保留圖像邊緣信息,并且降低圖像的噪聲。與傳統(tǒng)高斯濾波只考慮像素點之間的歐氏距離相比,雙邊濾波同時以像素的空間距離和范圍域中的輻射差異為權(quán)重計算中心像素。空間權(quán)系數(shù)因子σs控制像素空間距離,當(dāng)空間距離增大時,產(chǎn)生影響的像素量增多,使得變化后的圖像愈加模糊,圖像的損失較大。為降低空間距離的影響,灰度權(quán)系數(shù)因子σr能夠?qū)崿F(xiàn)對灰度值的補償,從而降低因距離產(chǎn)生的影響。雙邊濾波計算公式如下:
(1)
(2)

(3)
(4)
(5)
式(3)中Gσ(x)為高斯函數(shù),其中x為未知數(shù),σ決定高斯函數(shù)分布寬度;式(4)、式(5)分別為各點空間鄰近度函數(shù)和灰度鄰近度函數(shù)。
雙邊濾波主要通過高斯核的卷積來完成,能夠較好地解決高斯濾波后圖像模糊問題。影響計算后p點的灰度值的主要因素包含空間相鄰和灰度相似的像素。截取雙邊濾波前、后加工斷面圖像的部分條痕區(qū)域進行對比,如圖4所示。由圖可以看出,濾波后的圖像加工條紋邊緣更加明顯。
圖4 雙邊濾波前后對比圖
1.3 Otsu閾值分割與形態(tài)學(xué)處理
對雙邊濾波后的圖像做進一步處理,把加工條痕區(qū)域從斷面圖像中分離。為了更好地得到加工斷面的條痕區(qū)域并能較好地保存條痕區(qū)域信息,采用Otsu閾值分割完成圖像的分割。Otsu閾值分割可以自動確定閾值且計算速度較快,分割結(jié)果如圖5所示。圖5(a)為加工斷面灰度化后的圖像,圖5(b)所示為經(jīng)過閾值分割并結(jié)合形態(tài)學(xué)操作完成條痕區(qū)域識別的結(jié)果,圖5(c)所示為將得到的區(qū)域覆蓋于原始圖像上進行對比的結(jié)果。由圖可知,通過Otsu閾值分割得到的加工斷面條痕區(qū)域與實際的條痕形貌基本吻合,達到預(yù)期效果。
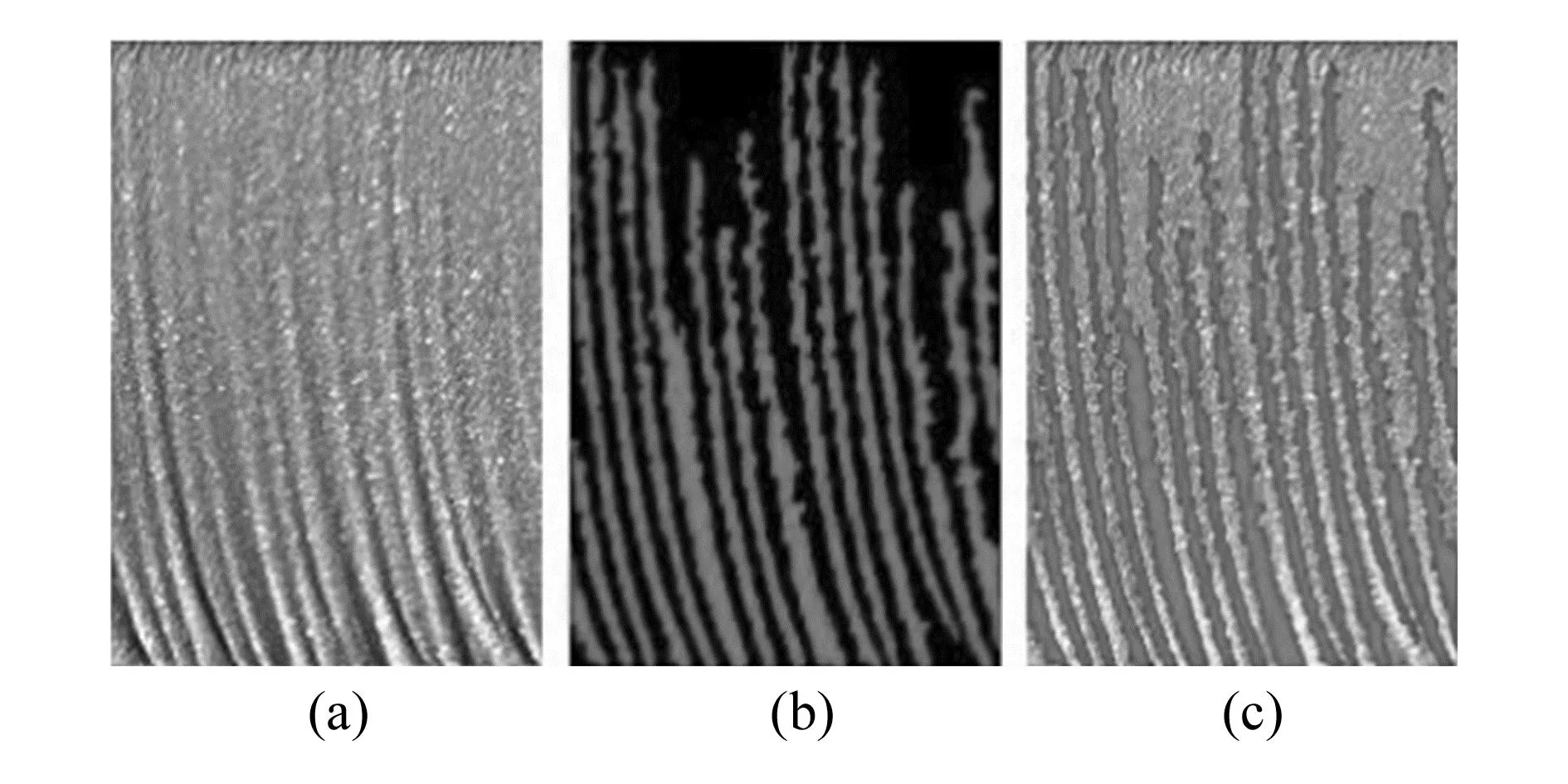
圖5 Otsu閾值分割與形態(tài)學(xué)處理結(jié)果圖
1.4 最小二乘法實現(xiàn)曲線擬合
磨料水射流加工斷面條痕可以通過二次曲線進行擬合來完成對條痕特征的表征[6-7]。二次曲線擬合方法有多種,根據(jù)偏差平方和最小原則,本文使用最小二乘法(最小平方法)進行二次曲線擬合。
圖6(a)所示為隨機選取的有一條劃痕的區(qū)域,圖6(b)所示為對加工條痕骨架主體各點坐標(biāo)點的提取結(jié)果。因其加工條痕的偏轉(zhuǎn)可由二次曲線表示,故假定曲線方程為式(6),其中a、b、c均為未知量。設(shè)骨架各坐標(biāo)點的橫坐標(biāo)為x,縱坐標(biāo)為y,故各點坐標(biāo)分別為(x1,y1),…,(xn,yn)。將各點坐標(biāo)代入式(7),依據(jù)行列式的性質(zhì)即可求解出該二次曲線,如圖6(c)所示。

圖6 擬合過程及結(jié)果圖
y=ax2+bx+c
(6)
(7)
圖6所示為擬合過程及結(jié)果,由圖可知,對分離得到的單條劃痕使用最小二乘法擬合得到的函數(shù)曲線與水射流加工得到的斷面加工條痕的形貌吻合,故用擬合得到的曲線可以進行后續(xù)的偏轉(zhuǎn)分析。
2 實驗結(jié)果與分析
為了驗證本文特征識別算法的可行性,采用不同工藝參數(shù)下的圖像進行實驗驗證。選取壓力為140 MPa,靶距為3 mm,噴頭移動速度分別為30、40、50、60、70、80 mm/min的6組工藝參數(shù)進行加工。圖7所示為本文實驗的6組樣本圖像,包含了不同加工質(zhì)量的表面。

圖7 射流切削斷面圖
射流切削結(jié)果斷面如圖8所示。切削斷面可以分為3個區(qū)域,分別是光滑區(qū)、過渡區(qū)和余紋區(qū)。在磨蝕切割作用過程中,磨料水射流的能量充足,磨粒以相對較小的角度沖擊工件表面,從而形成相對光滑的切割表面,即光滑區(qū)。這種磨蝕切割作用使得工件表面能夠被有效地去除,并且在一定程度上降低了加工表面粗糙度。然而,隨著磨料水射流進一步深入工件材料,后續(xù)穿透過程中磨粒的沖擊角度增大,造成加工斷面產(chǎn)生明顯的加工條痕,導(dǎo)致出現(xiàn)變形加工區(qū),即余紋區(qū)。在這兩個區(qū)域的中間還會出現(xiàn)一段過渡區(qū),其表現(xiàn)為各方面的特性均處于二者之間。過渡區(qū)形成的原因是磨料水射流切割過程中能量分布和沖擊角度的變化。在過渡區(qū)域,磨料的沖擊角度逐漸增加,同時切割逐漸過渡到后續(xù)穿透過程,導(dǎo)致加工表面從光滑區(qū)逐漸向余紋區(qū)過渡。光滑區(qū)、過渡區(qū)表面質(zhì)量較高,切削斷面宏觀特征不清晰。余紋區(qū)表面質(zhì)量較差,加工條紋特征明顯。此外,隨著噴頭移速的增大,余紋區(qū)的加工條痕偏轉(zhuǎn)角度隨之增大,加工面的表面質(zhì)量也隨之變差。

圖8 切削斷面分區(qū)圖
2.1 圖像處理結(jié)果
通過本文所提出的算法對加工斷面圖像進行處理,得到結(jié)果如圖9所示。
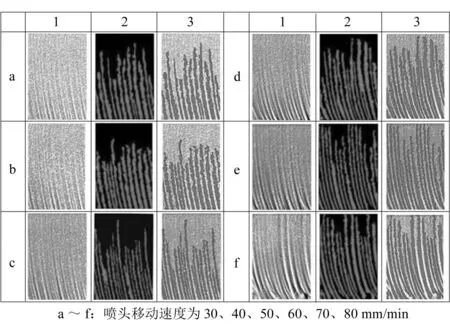
圖9 斷面提取結(jié)果對比圖
圖9中第一列圖像為加工斷面初始圖像,第二列圖像為進行區(qū)域分割后得到條痕區(qū)域,第三列圖像為將條痕區(qū)域覆蓋至圖像表面的對比圖。對比其表面加工條痕區(qū)域與識別得到的區(qū)域可知,本文算法提取的條痕形貌與加工表面條痕宏觀形貌基本吻合。在射流壓力與靶距不變,只改變噴頭移動速度的情況下,加工斷面條痕偏轉(zhuǎn)角度增大,相同面積內(nèi)提取得到的加工區(qū)域條痕數(shù)量和條痕面積逐步增加,表面質(zhì)量也隨之變差。
2.2 加工斷面條痕擬合結(jié)果分析
對磨料水射流加工斷面得到的條痕區(qū)域進行識別并通過最小二乘法對加工條痕進行擬合,用擬合的二次曲線完成其偏轉(zhuǎn)角度測量,統(tǒng)計結(jié)果見表1。當(dāng)噴頭移動速度為30 mm/min時,加工條紋的偏轉(zhuǎn)角度為7.0°~7.5°,噴頭移動速度每增加10 mm/min,條紋偏轉(zhuǎn)角度增幅為0.5°,當(dāng)噴頭移動速度達到80 mm/min時,斷面的加工條痕不規(guī)則偏轉(zhuǎn)增多,加工條紋偏轉(zhuǎn)角度明顯增大。

表1 噴頭移速偏轉(zhuǎn)角度關(guān)系
3 結(jié)束語
磨料水射流切削斷面的拖尾余紋是其獨有的典型特征,其幾何特征與加工表面的質(zhì)量有著直接關(guān)系。本文在不同工藝參數(shù)下進行實驗,提取加工斷面條痕的形貌特征,對其完成二次曲線擬合,得到的曲線與加工條痕基本吻合,可作為加工質(zhì)量的評價標(biāo)準(zhǔn)。本文提出的算法能完成不同工藝參數(shù)下切削斷面條痕特征的識別,且識別精度較高,對加工斷面條痕識別與測量具有參考意義。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15
