T6 熱處理與焊接順序對A356 鋁合金攪拌摩擦焊接頭組織和力學性能的影響①
2024-01-20 10:21:38范綱銜路建琦李一凡譚力笳
礦冶工程 2023年6期
吳 嘉, 楊 昭, 范綱銜, 路建琦, 李一凡, 譚力笳
(1.中南大學 材料科學與工程學院,湖南 長沙 410083; 2.昆山六豐機械工業有限公司,江蘇 昆山 215300)
A356 鋁合金因為具有優異的比強度、鑄造性和耐腐蝕性而被廣泛應用于汽車部件的生產,如制備輪轂、轉向節、控制臂等[1-3]。 隨著近年來新能源汽車的迅速發展,攪拌摩擦焊(FSW)技術在汽車輕量化領域逐漸受到關注[4]。 T6 熱處理(固溶處理+人工時效)是A356 鑄件生產過程中的必需工藝。 對A356 鑄件進行FSW 時,T6 熱處理與焊接的順序成為必須評估的問題。
A356 合金屬于Al-Si 系鑄造鋁合金,工業應用中通過T6 熱處理來獲得理想的強度,其熱處理析出序列為SSSS→clusters→GP zones→β″→β′→β(Mg2Si),其中,β″對強度貢獻最大,峰時效狀態的合金中含有大量的β″析出相[5-7]。 目前Al-Mg-Si 合金的攪拌摩擦焊研究表明,FSW 的接頭強度相對母材會有不同程度的降低,這與FSW 過程中析出相β″粗化或者溶解有關[8-9]。 相關研究人員為了解決FSW 導致的接頭軟化問題,對接頭組織進行了焊后熱處理研究,結果表明焊后熱處理可以恢復熱影響區中損失的強度,但焊核區的再結晶組織會發生異常晶粒長大[10-13]。 因此,T6 熱處理與FSW 的順序對鋁合金接頭組織具有重要的影響,本文旨在探明不同T6 熱處理與FSW 順序下A356合金接頭的微觀組織和力學性能,從而指導A356 合金攪拌摩擦焊接的工業應用。
1 實驗材料與方法
實驗所用材料為重力鑄造制得的10 mm×60 mm×500 mm A356 鋁合金板材,其化學成分如表1 所示。攪拌摩擦焊接所用設備為小型龍門式攪拌摩擦焊接機,焊接參數如下:前進速度120 mm/min,旋轉速度1 350 r/min,軸向壓力3 kN,傾角2.5°。 FSW 的示意圖如圖1(a)所示,攪拌針的形狀和尺寸如圖1(b)所示。 T6 熱處理工藝為:固溶處理535 ℃/6 h,室溫水淬;人工時效,135 ℃/5 h 。

圖1 攪拌摩擦焊實驗示意圖

表1 A356 鋁合金化學成分(質量分數) %
將先進行T6 熱處理后進行攪拌摩擦焊的工藝記作T6-FSW,先進行攪拌摩擦焊后進行T6 熱處理的工藝記作FSW-T6,均采用上文所描述的熱處理參數和焊接參數,兩種工藝只存在順序上的區別。 工藝完成后對A356 接頭組織進行微觀組織觀察和力學性能測試。
金相試樣預磨、拋光后,采用FeCl3溶液(35 g FeCl3+200 mL H2O)腐蝕15 s 并在體視顯微鏡下觀察其形貌。 采用TESCAN Mira3 掃描電子顯微鏡觀察沖擊斷口形貌;采用MTP-1A 型磁力驅動電解雙噴減薄器進行TEM 制樣,電壓40 V,在-40 ℃的5%高氯酸乙醇溶液中減薄,之后再用離子減薄精修,并用Tecnai G2F20 場發射透射電子顯微鏡觀察其形貌。
力學性能測試包括顯微硬度實驗、拉伸實驗和沖擊實驗。 顯微硬度測試平面為垂直焊接方向的橫截面,測試設備為得川HVS-1000Z 數顯顯微硬度計,測試時載荷500g,保荷時間10 s。 拉伸實驗分為兩類,取樣位置如圖1(c)所示,一種為垂直焊接方向,截面尺寸為5 mm×10 mm 的橫向拉伸試樣;另一種為沿焊接方向,截面尺寸為2 mm×3 mm 的焊核區拉伸試樣,取樣位置距離焊接上表面1 mm。 兩類拉伸實驗均以2 mm/min 的速率在STS100K 電子萬能試驗機上進行。 垂直于焊接方向取夏比沖擊試樣,如圖1(c)所示,沖擊試樣不再額外開缺口,以未焊透部分作為缺口,尺寸為10 mm×10 mm×55 mm,沖擊實驗在JBS300B 擺錘式沖擊試驗機上進行,依照國家標準GB/T 229—2020,沖擊韌性用沖擊吸收能量K進行評估。
2 實驗結果與分析
2.1 微觀組織觀察
2.1.1 焊接組織觀察
圖2 為不同工藝下接頭垂直焊接方向的橫截面金相照片。 從圖2 可以看出,兩種工藝下的接頭組織均由焊核區(NZ)、熱機械影響區(TMAZ)和熱影響區(HAZ)構成。

圖2 接頭組織金相照片
T6-FSW 接頭的NZ 組織在FSW 過程中經歷了劇烈變形,發生了動態再結晶(Dynamic Recrystallization,DRX)[9],因此NZ 晶粒由原本較為粗大的鑄態晶粒演變成細小的DRX 晶粒。 TMAZ 未受到攪拌針的直接作用,變形較小,與HAZ 的晶粒相比被變形拉長,而HAZ 在FSW 過程中只受到熱效應的影響,晶粒為與母材(BM)一致的鑄態形貌,尺寸比較粗大。 與T6-FSW相比,FSW-T6 的NZ 中出現了特別粗大的晶粒,其中最大晶粒的直徑已達到1 mm 左右,這種NZ 組織在T6 熱處理后出現粗大晶粒的現象在相關研究中被稱為異常晶粒長大(Abnormal Grain Growth,AGG)。 根據Humphreys 的晶粒穩定性模型,A356 合金中的第二相顆粒在固溶處理時的高溫條件下溶解度增加,體積分數減少,對晶界的釘扎力減弱,導致一些晶粒迅速吞并相鄰的晶粒并發生了異常長大[13]。
2.1.2 焊核區TEM 觀察
圖3 為不同工藝下接頭NZ 區的TEM 明場圖像。 圖中右下角為相應的選區電子衍射圖像,圖3(b)和圖3(d)分別為圖3(a)和圖3(c)對應區域的放大圖像。

圖3 接頭NZ 區的TEM 明場圖像
T6-FSW 的NZ 區TEM 圖像中可以觀察到長桿狀的析出相β′,根據A356 的時效析出序列,說明T6 熱處理產生的大量β″相已經在FSW 的高溫過程中溶解,未溶解的部分轉變為β′相且部分β′相已長大至數百納米。 FSW-T6 的NZ 區TEM 圖像中可以觀察到大量線條狀位錯以及針狀β″相,且位錯附近的β″相數量更多,這是因為FSW 劇烈變形過程中產生的位錯仍有殘余,在T6 熱處理過程中,位錯作為析出相的形核位點,促進β″相的析出[14],導致β″相在位錯附近偏聚。
2.2 力學性能測試
2.2.1 顯微硬度
分別測量了T6-FSW 和FSW-T6 兩種工藝下接頭5 mm× 30 mm 區域內的顯微硬度,測試點左右相隔0.5 mm,上下相隔1 mm,利用硬度測試結果繪制了如圖4 所示的云圖,其中縱坐標和橫坐標分別表示距離板材上表面和焊接中心線的距離(單位:mm),AS 和RS 分別表示FSW 的前進側和后退側。 從圖4 可以看出,兩種工藝下的BM 硬度為同一水平,均在100HV0.5左右。 T6-FSW 的顯微硬度測試結果表明NZ、TMAZ和HAZ 區域的硬度相較BM 顯著降低,平均硬度僅76HV0.5,這些區域析出相的溶解或粗化導致了硬度降低。 FSW-T6 接頭的硬度橫向上沒有明顯變化,因為FSW-T6 工藝不存在析出相溶解或粗化現象,NZ、TMAZ 和HAZ 區域平均硬度為96HV0.5,與BM 硬度處于同一水平,相較T6-FSW 試樣,其硬度高26%,NZ 區的AGG 并沒有導致硬度降低,說明AGG 對A356 合金硬度的影響非常微小。

圖4 T6-FSW 接頭和FSW-T6 接頭的顯微硬度
2.2.2 室溫拉伸性能
實驗所用A356-T6 母材的拉伸強度為260 MPa,延伸率為8%。 兩種工藝下垂直焊縫的橫向拉伸試樣和沿焊縫在焊核區內取得的試樣室溫拉伸實驗結果見圖5。
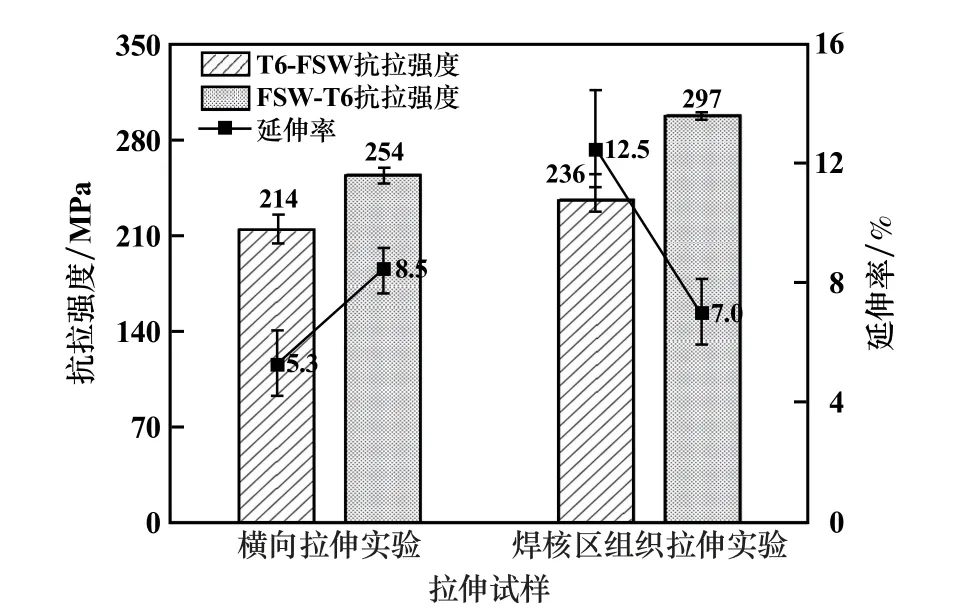
圖5 拉伸性能測試結果
橫向拉伸實驗中,T6-FSW 接頭平均抗拉強度和延伸率分別為214 MPa 和5.3%,焊接系數為82.3%,3 個拉伸試樣的斷裂位置均發生在HAZ 區,HAZ 區域的率先屈服和斷裂嚴重降低了拉伸性能。 FSW-T6 接頭平均抗拉強度和延伸率分別為254 MPa 和8.5%,焊接系數為97.7%,拉伸力學性能與A356-T6 母材相當。FSW-T6 接頭沒有集中斷裂在發生AGG 的NZ 區,斷裂位置無明顯規律,相較T6-FSW 接頭,其橫向拉伸抗拉強度高18.7%,延伸率高60.4%。
為了避開HAZ 區的影響,進一步研究T6-FSW 與FSW-T6 工藝下焊核區的力學性能,進行了焊核區拉伸實驗,結果見圖5。 結果表明,T6-FSW NZ 區抗拉強度和延伸率分別為236 MPa 和12.5%,FSW-T6 NZ 區抗拉強度和延伸率分別為297 MPa 和7.0%。 FSW-T6的NZ 區由于位錯誘導β″相析出,在相同的T6 熱處理工藝下獲得了比母材更高的抗拉強度。 T6-FSW 的NZ區抗拉強度相較FSW-T6 的NZ 區低20.5%,延伸率相較FSW-T6 高78.6%。
2.2.3 沖擊性能
沖擊試樣的缺口中心線與焊縫中心線重合,沖擊試樣長度方向垂直于焊接方向,因為沖擊試樣的缺口位于NZ 下方,NZ 組織對接頭的沖擊性能起到了決定性作用。 T6-FSW 接頭與FSW-T6 接頭的沖擊實驗結果見表2。 可以看出,T6-FSW 接頭的沖擊吸收能量非常穩定,平均值為12.10 J,比FSW-T6 接頭的平均沖擊吸收能量8.23 J 高47%。

表2 焊接接頭的沖擊吸收能量
圖6 為不同工藝下接頭沖擊斷口的SEM 圖像。T6-FSW 接頭的沖擊斷口存在大范圍的剪切唇區,表明沖擊時接頭變形較大,因此吸收了大量的塑性變形功,而FSW-T6 接頭的沖擊斷口較為平坦,幾乎沒有剪切唇區,接頭的變形程度遠小于T6-FSW 接頭,韌性較差。

圖6 接頭沖擊斷口形貌
2.3 焊接組織對接頭力學性能的影響機制
從圖2 和圖3 可以看出,T6-FSW 接頭具有細小的晶粒,但在焊接過程熱效應的影響下,β″相發生了溶解或轉變,導致析出相密度顯著降低,尺寸嚴重粗化;而FSW-T6 接頭雖然具有高密度的細小β″相,但DRX 晶粒在T6 熱處理中發生了AGG。
細晶強化和析出相強化在A356 鋁合金中均為至關重要的強化機制。 根據霍爾-佩奇關系,晶粒尺寸越小,強度越高;根據析出相強化理論,共格與半共格析出相密度越大,間距越小,強度越高。 T6-FSW NZ 區的晶粒尺寸遠小于FSW-T6 NZ 區的晶粒尺寸,但T6-FSW NZ 區的強度卻遠小于FSW-T6 NZ 區的強度,說明析出相強化對強度的貢獻遠大于細晶強化。 然而,由于FSW-T6 NZ 區晶粒異常粗大,缺乏晶界的協調變形作用,塑性和韌性遠遠小于T6-FSW NZ 區。
3 結 論
1) T6-FSW 接頭中,β″發生溶解或粗化,導致接頭強度嚴重下降,但NZ 區組織由細小的DRX 晶粒組成,具有極高的塑性和韌性。 接頭NZ 區、TMAZ 區和HAZ區的平均硬度為76HV0.5,橫向拉伸的抗拉強度和延伸率分別為214 MPa 和5.3%,NZ 區拉伸實驗的抗拉強度和延伸率分別為236 MPa 和12.5%,接頭沖擊吸收能量為12.10 J。
2) FSW-T6 的NZ 區組織中,析出相在位錯誘導下析出β″相,導致NZ 擁有極高的強度,但AGG 導致NZ 的塑性和韌性較低。 NZ 區、TMAZ 區和HAZ 區的硬度與母材相當,平均值為96HV0.5,橫向拉伸性能達到A356 母材水平,抗拉強度和延伸率分別為254 MPa和8.5%,NZ 區的抗拉強度和延伸率分別為297 MPa和7.0%,接頭沖擊吸收能量為8.23 J。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03