快速成型件段差面品缺陷的解決方案
2023-12-01 04:13:40呂淑艷劉秀清
包頭職業技術學院學報 2023年2期
呂淑艷 劉秀清
摘 要:汽車側圍零件利用快速成型模拉延成形不充分,后續激光切割時,零件應力釋放導致局部型面回彈,最終造成與行李箱蓋匹配面差的缺陷問題。本文提供了一種解決面品缺陷的方法,可實現對軟模件(快速成型件)減小誘發應力及切割前殘余應力,從而減小回彈。
關鍵詞:快速成型;面差;回彈
Solutions to the Surface Defects of Rapid Prototyping Parts Causedby Segment Discrepancies
Lv Shuyan Liu Xiuqing2
Abstract:The automotive side panel parts are not sufficiently formed by stretching using rapid prototyping molds,and during subsequent laser cutting,the release of stress in the parts leads to local surface rebound.This eventually results in a defect in the matching surface with the trunk lid.This paper provides a method to resolve the surface quality defects,which can reduce the induced stress and residual stress in the soft mold parts (rapid prototyping parts) before cutting,thereby minimizing the rebound.
Key words:Rapid Prototyping;Surface Discrepancy;Rebound
汽車生產中,一般達到量產的車型全套技術相對比較成熟,生產的產品質量較好,客戶滿意度也較高。隨著汽車設計和制造技術日新月異地發展,客戶的個性化需求也越來越多,為滿足客戶個性化需求,小批量或試制生產的汽車車型越來越多。受生產成本等因素控制,小批量或試制汽車模具開發方式通常為軟模結構,以便快速成型汽車零件。由于軟模結構簡易,工序簡單,閉合高度低,外形尺寸小和手工作業等特點,采用軟模結構成型的汽車零件通常存在拉延不充分、零件質量狀態不穩定等現象,具體體現在整車匹配間隙、面差等問題。為了改善面差問題,本文提出了一種現場解決方案。
1 側圍產品缺陷
小批量生產汽車側圍零件,開發模具為軟模結構。側圍與行李箱蓋段差,如圖1所示。從圖中可以看出,側圍后端特征棱線部位發生明顯回彈,與行李箱蓋上段匹配存在1.8mm左右面差。實際生產中要求側圍比行李箱蓋最高面差可高出1.25mm;而圖1中側圍回彈1.8mm,超出了理論要求。
2 側圍缺陷分析
通常,量產汽車側圍零件由以下5道工序完成:OP05:開卷落料;OP10:側圍拉延;OP20:翻邊沖孔整形;OP30:激光切割;OP40:翻邊修邊沖孔側翻邊,最終得到成品零件。對于量產側圍來說,零件經過多次模具修邊、成形、整形及自動化生產,應力釋放均勻、成形較穩定,因此,在特征棱線部位無明顯回彈。
而對于小批量或試制汽車側圍零件而言,工序簡單,通常為模具沖壓和激光切割,全新開發的零件模具均為軟模結構。側圍現有技術方案中,開發工序一般為以下幾步:OP05:開卷落料;OP10:側圍拉延;OP20:激光切割初切;OP30:翻邊整形,側圍后端激光切割缺口;OP40:CAM整形;OP50:最終切割、手工修整到成品零件。采用現有軟模工藝技術生產汽車側圍零件后,經過對側圍各工序模具及工序件測量,發現模具尺寸精度均符合要求,工序件也符合要求,但最終切割后零件回彈加大。經過反復分析,確定該問題是由于二次整形誘發應力大,脫模后回彈大,殘余應力大,切割后應力釋放,二次回彈大造成。
3 側圍原技術方案設計
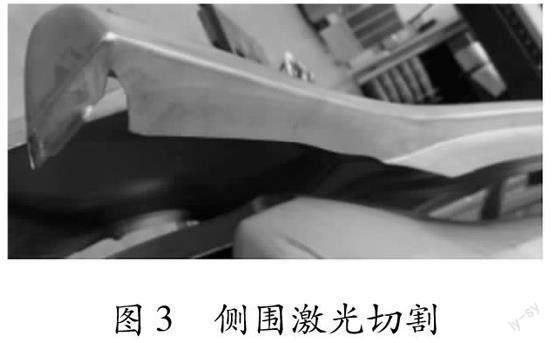
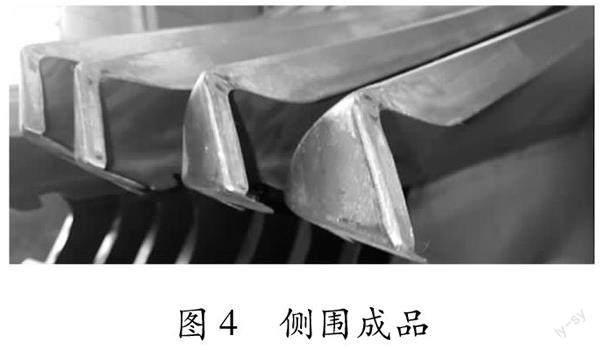
側圍原有技術方案生產零件主要工序狀態圖如下。圖2是側圍未開缺口整形,圖3是側圍激光切割,圖4是側圍成品。
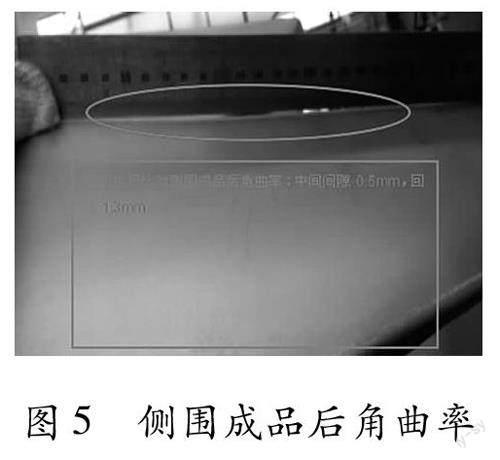
用鋼板尺比對原技術方案生產側圍成品后角曲率,發現中間間隙0.5mm,回彈1.3mm,如圖5所示。
這種技術方案生產的側圍零件,存在后期整形誘發應力大,脫模后回彈大的問題。且脫模回彈后制件殘余應力大,切割后殘余應力釋放、導致再次回彈等嚴重問題,最終導致與匹配零件存在段差缺陷。
4 側圍改進技術方案設計
經過分析確定兩種改進技術方案。方案一:側圍一次整形件廢料法蘭邊上開工藝缺口。從尾部開始大約間隔90mm開30mm寬的工藝缺口,共開3處,但缺口深度不超出拉延分模線,生產到最終產品后測量此處尺寸,記錄回彈量;方案二:將缺口加深超出拉延分模線,但不能達到產品線,距離產品線5mm處(以免離產品線太近,缺口部位整形開裂),整形、切割最終產品時測量此處尺寸,記錄回彈量。對比以上生產方式,確定最優方案。通過兩個方案對比分析,確定方案二為最優方案,通過此方式生產,可將零件回彈控制在0.5mm左右,回彈量改善了0.8mm。
采用改進技術方案生產側圍主要是通過在整形工序前增加不同深度的工藝缺口來進行應力釋放,從而達到改善回彈的目的,通過增加不同深度缺口回彈對比:缺口越深應力釋放越大,但開缺口的深度一定要在不影響產品面品及性能的前提下進行,即缺口不能留在最終產品面上,不能由于缺口太深導致整形時缺口處開裂,綜合上述說明,缺口深度在離產品面5mm處,既能避免在產品面上留下缺陷,又能最大程度的改善零件回彈。
主要工序狀態圖如下。圖6是側圍拉延,圖7是側圍開缺口整形,圖8是改進后側圍激光切割,圖9是改進后側圍成品。
采用改進方案生產側圍成品后,用鋼板尺比對側圍成品后角曲率,發現中間間隙1.3mm,回彈0.5mm,如圖10所示。
經分析,軟模一次整形件上切工藝缺口,減小了二次整形阻力,從而減小誘發應力,減小脫模后回彈及殘余應力,進而降低后續最終切割后應力釋放,降低回彈,改善側圍與相鄰零件的匹配面差。側圍零件面差回彈改善了0.8mm,大大改善了與行李箱蓋匹配面差缺陷,可以使面差控制在公差范圍內。
6 結論
通過在側圍上增加缺口可以有效減小誘發應力及回彈后的殘余應力,從而減小開模后回彈,及切割后回彈,改善產品面品缺陷;且改善過程(開缺口)不會留在產品區,不會影響零件美觀度。
參考文獻:
[1]莫健華.快速成形及快速制模[M].北京:電子工業出版社,2006.
[2]王孝培.實用沖壓技術手冊[M].北京:機械工業出版社,2001.
(責任編輯 郭曉勇)
收稿日期:2023-04-06
作者簡介:呂淑艷(1976-),女,內蒙古包頭人,碩士,副教授,研究方向為模具設計與制造。
