異種鋁合金氬弧焊接頭的疲勞性能分析與壽命預測
2023-10-16 07:03:18常亞光王瑞杰劉國壽王鐘德廖祥雲趙平林
陜西科技大學學報 2023年5期
常亞光, 王瑞杰*, 劉國壽, 王鐘德, 廖祥雲, 趙平林
(1.昆明理工大學 機電工程學院, 云南 昆明 650500; 2.昆明理工大學 建筑工程學院, 云南 昆明 650500)
0 引言
由于燃料消耗和環境污染帶來的挑戰,輕型材料得到了更多的使用.鋁合金具有高的比強度、良好的斷裂韌性和優異的耐腐蝕性等優勢,廣泛應用于航天航空、汽車、船舶和軌道交通等領域[1,2].在鋁合金復雜結構的應用中,難以避免會出現異種鋁合金之間的連接[3].異種鋁合金復合構件應用于航天結構件和汽車零部件等[4,5],可實現結構輕量化.異種鋁合金常見的焊接方法有氬弧焊、攪拌摩擦焊、激光焊等,其中氬弧焊是通過高電流使得熔化母材和填充絲形成熔池,從而使被焊接件連接在一起,該焊接技術具有操作靈活性好、效率高和適應性強等優點被廣泛應用[6].在焊接過程中極易產生氣孔、裂紋、未熔合、夾雜等缺陷[7].
Rajesh等[8]使用ER4043和ER5356填充絲對5083與6061鋁合金進行了氬弧焊接,與ER4043相比,ER5356填充絲的焊接接頭出現細小的等軸晶粒,該填充絲能提高焊接件的機械性能和硬度.喬建毅等[9]通過熔化極氬弧焊方法連接6082與5083鋁合金,焊縫表面成型良好,焊縫區有細小的等軸晶粒存在,測得焊接接頭的最大抗拉強度為199.92 MPa,在6082側的熱影響區斷裂,其斷裂方式為韌性斷裂.吳圣川等[10]采用激光復合焊技術對7020和7050鋁合金進行連接,在焊縫區存在大量的氣孔,與母材相比,焊接接頭的疲勞性能明顯下降.李占明等[11]采用ER5356填充絲對2A12鋁合金進行了手工交流氬弧焊,由于焊接缺陷的存在,加快了疲勞裂紋萌生和裂紋擴展的速度,從而降低了疲勞強度.王池權等[7]采用氬弧焊技術對5A06與7A05鋁合金進行了焊接.結果表明,氣孔缺陷和未熔合缺陷對接頭疲勞產生不利影響,疲勞裂紋萌生于焊接缺陷處,縮短了焊接接頭的疲勞壽命.回麗等[12]研究了焊縫余高對TC2鈦合金氬弧焊接頭的影響,結果表明,去除焊縫余高的接頭的疲勞壽命要高于保留焊縫余高的接頭.
本文采用ER5356填充絲對6061/7075鋁合金進行氬弧焊接,對焊接接頭進行微觀組織、力學性能、疲勞性能和斷口分析,并研究焊縫對焊接接頭性能的影響.
1 實驗材料
本實驗選用3 mm厚的6061與7075異種鋁合金板,6061鋁合金的抗拉強度為310 MPa,7075鋁合金的抗拉強度為565 MPa.鋁板在焊接之前通過剪板機切成250 mm×100 mm的尺寸,為每一塊鋁板進行坡口加工,采用對接方式焊接,使用ER5356填充絲.母材與填充絲的組成成分如表1所示.

表1 母材與填充絲的組成成分[13](質量分數/%)
將部分6061/7075焊接接頭試件下側面的焊縫余高去除.為了降低殘余應力將焊接件放在保溫爐里,在330 ℃下,保溫2 h進行退火熱處理.試件是采用線切割沿著垂直于焊接方向進行切割而成,其尺寸如圖1所示.
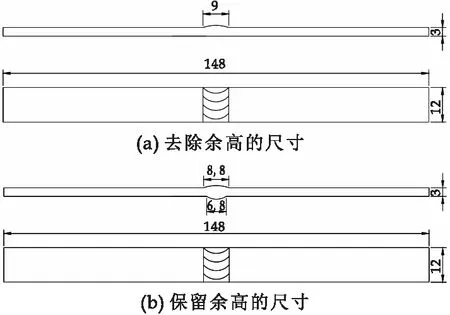
圖1 試件尺寸
在萬能試驗機上完成拉伸測試,室溫拉伸速率為1 mm/min,測量2個試件的抗拉強度值取平均作為其抗拉強度.疲勞測試在MTS809伺服液壓試驗機上完成,其加載條件為:在室溫下施加拉-拉循環載荷,加載頻率為10 Hz;在平均載荷保持不變,載荷比不同的情況下對焊接接頭試件進行疲勞測試.采用TESCAN VEGA3鎢燈絲掃描電鏡對焊接試件的斷口進行觀察,并根據微觀形貌分析試件的斷裂特征.
2 結果與分析
2.1 宏觀形貌與微觀組織
6061/7075異種鋁合金焊接件的焊縫正面、背面和去除焊縫余高的宏觀形貌,如圖2所示.從圖2(a)可以看出焊縫表面成形好,魚鱗紋的分布較為均勻,而正面的焊縫處局部存在裂紋、縮孔缺陷,分別如圖2(b)、(c)所示,切割試件時避開此處.由圖2(d)可以看出背面的金屬熔合好,無缺陷產生.圖中焊縫余高處理后的表面比較光滑,與板面相平,如圖2(e)所示.
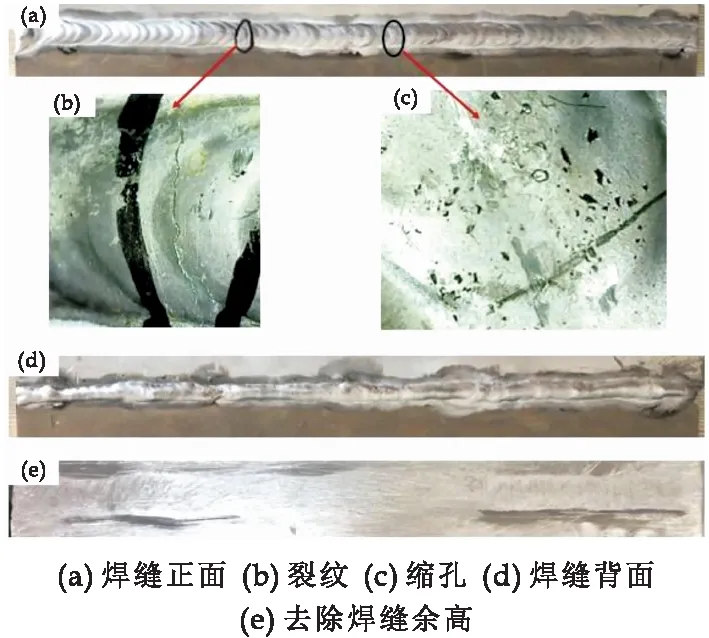
圖2 焊接件的宏觀形貌及缺陷
圖3分別為6061、5356、7075鋁合金的母材及焊縫熔合區的微觀組織.
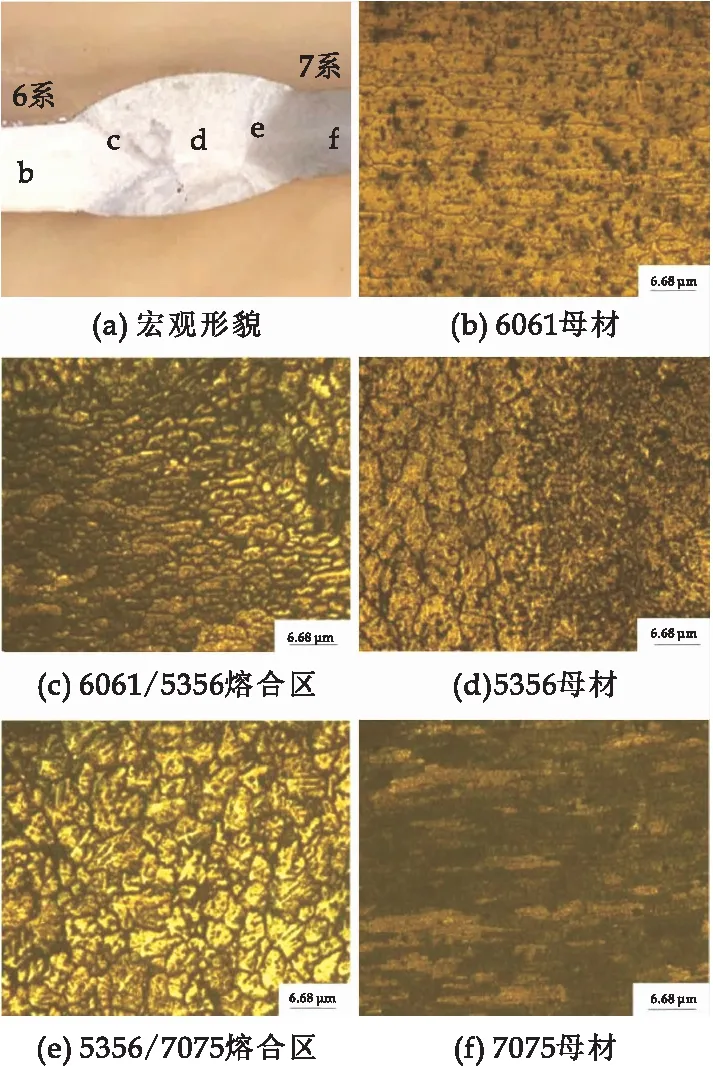
圖3 宏觀形貌及微觀組織
圖3(a)是拋光腐蝕后的異種鋁合金氬弧焊焊接接頭,腐蝕后接頭處顏色深淺不同.圖3(b)是圖3(a)中區域b處6061鋁合金母材的微觀組織,可以看到沿板長方向被軋制拉長的晶體;圖3(d)是為圖3(a)中區域d處焊絲5356鋁合金的微觀組織,為均勻的等軸晶粒;圖3(f)是7075鋁合金母材的微觀組織,在軋制過程中導致晶粒拉長.圖3(c)是為圖 3(a)中區域c處6061/5356鋁合金的熔合區,圖3(e)是為圖3(a)中區域e處5356/7075鋁合金的熔合區,可見在熔合區均為等軸晶和較小的柱狀晶的過渡區,而6061側的柱狀晶尺寸較大,7075側的柱狀晶較小.這種變化是由于焊接過程中對焊接件快速加熱和冷卻造成的,母材顯示出較大的晶粒出現,熔合區的晶粒尺寸變小[14].
2.2 焊接接頭的力學性能
6061/7075異種鋁合金兩種焊接接頭的拉伸性能如表2所示,可見異種鋁合金焊接接頭的抗拉強度相對于母材均有所下降.去除余高的焊接接頭的抗拉強度與保留余高的抗拉強度相差不大,兩種焊接接頭的斷裂位置均發生在6061側的熱影響區,如圖4所示.由于6系鋁合金是熱處理可強化合金,在焊接過程中試件受到焊接熱的循環作用,使得熱影響區容易產生過時效軟化現象,從而在焊接接頭的熱影響區存在一個薄弱區[9].因本試件在強度稍弱的6061側的熱影響區失效.此處的抗拉強度為斷裂前的載荷除以板橫截面積.

圖4 拉伸試驗斷裂位置
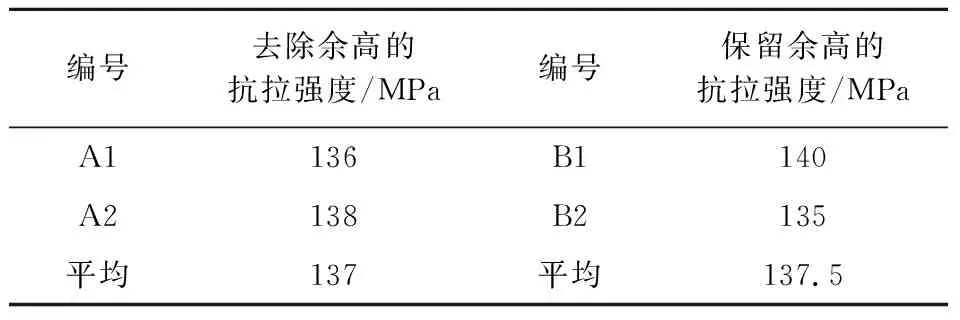
表2 試件的抗拉強度
2.3 疲勞性能測試結果
圖5是去除余高和保留余高兩種焊接接頭的應力-疲勞壽命數據.由圖可以明顯地看出兩種焊接接頭的疲勞壽命數據均比較分散.兩種焊接接頭的最終疲勞斷裂位置均發生在焊縫區的中間,如圖6所示.疲勞試驗之后,對每個試件的未熔合區尺寸測量,發現各不相同,可以認為該處熔合區尺寸對疲勞壽命的影響較大.
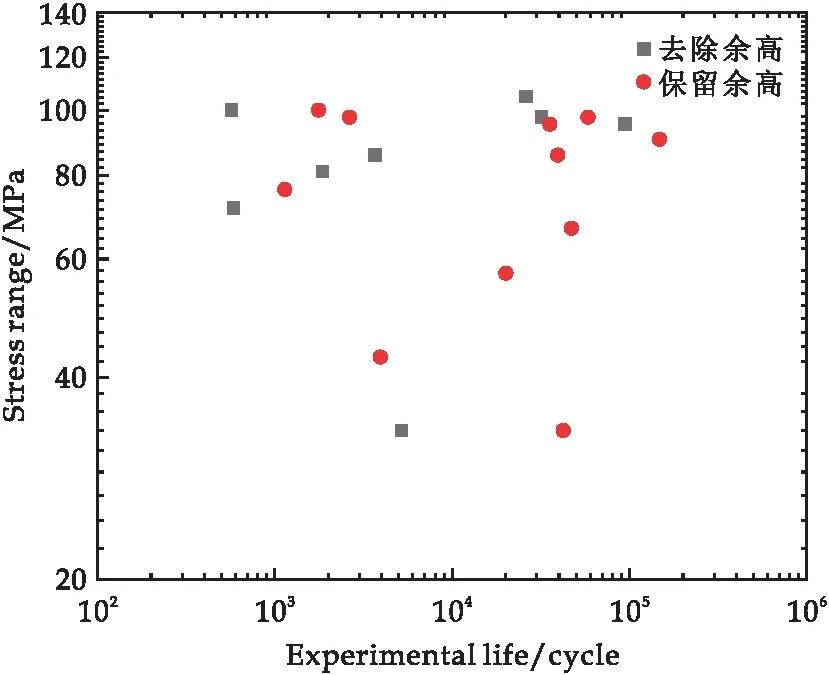
圖5 實驗應力-壽命圖
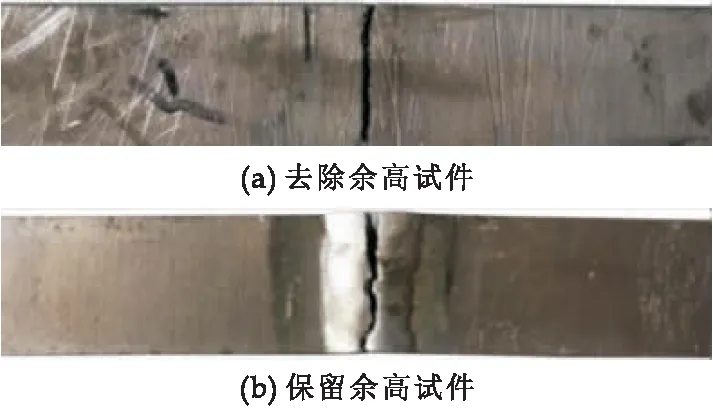
圖6 兩種焊接接頭的斷裂位置
2.4 斷口分析
通過掃描電鏡對兩種氬弧焊焊接試件的疲勞斷口進行觀察,從圖7(a)、(b)兩種疲勞斷口的宏觀形貌可以明顯看出有氣孔和未熔合缺陷.在去除余高試件的疲勞斷口與保留余高試件的疲勞斷口上發現疲勞源均位于氣孔和未熔合缺陷處.圖中未熔合區的邊界近似為兩條直線,兩線間是未熔合區,可認為兩線間的距離為未熔合區的尺寸.從圖7(c)、(d)、(e)、(f)中可看出疲勞斷口上存在大小不同的氣孔、未熔合、孔洞、裂紋等缺陷.這些缺陷減少了承受載荷有效的面積,降低了焊接接頭的強度.當試件承受載荷時,會在未熔合和氣孔等缺陷處產生應力集中,從而促進了裂紋的萌生與擴展,使得焊接接頭的機械性能下降.所以可以認為焊接缺陷會嚴重降低氬弧焊焊接接頭的疲勞性能.
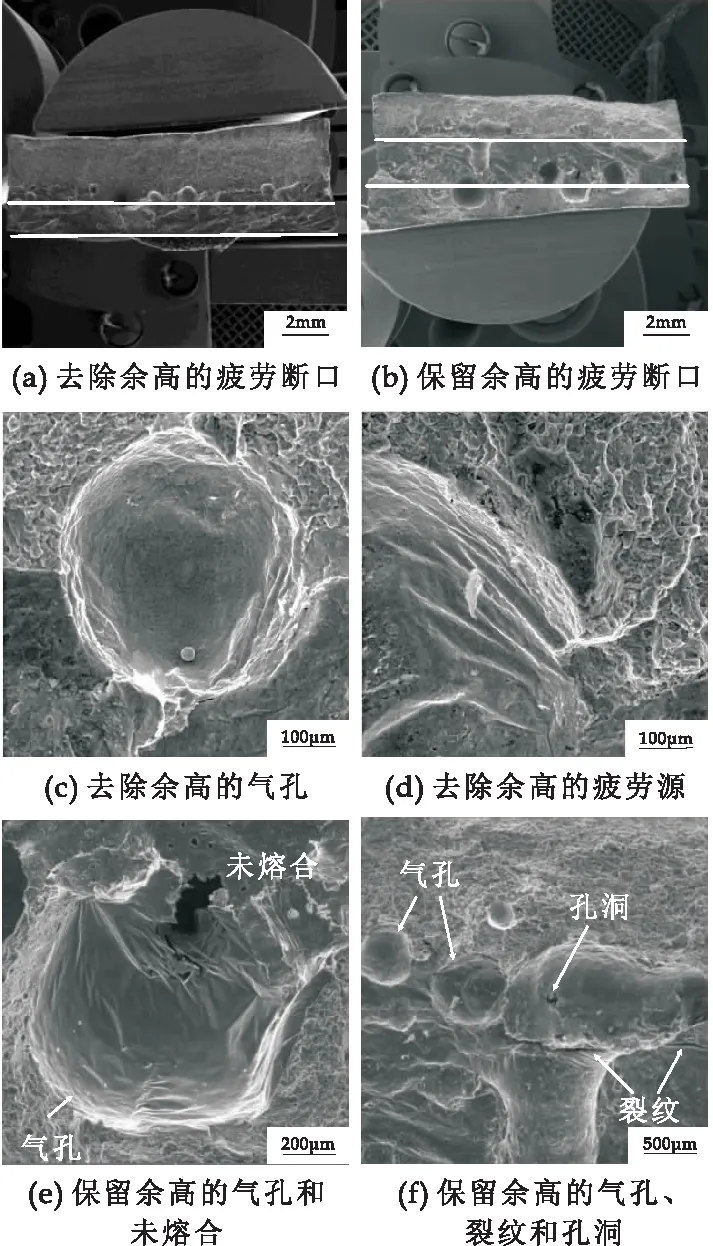
圖7 疲勞斷口
3 有限元應力分析及壽命預測
3.1 缺口應力法壽命預測
3.1.1 有限元應力分析
缺口應力法是一種焊接件疲勞評估的局部方法,基于焊趾或焊根處的最大應力為疲勞參量,能夠真實的反映出缺口處的應力分布情況,該方法具有較高的準確性和實用性[15].由于缺口處的邊界條件復雜,根據IIW(International institute of welding)推薦[16],當板厚小于5 mm,虛擬缺口半徑為0.05 mm.
按照焊接試件的尺寸和未熔合缺陷的尺寸,分別對兩種試件進行建模并采用有限元應力分析.模型中采用CPE4單元,在應力集中處加大網格的密度.以未熔合區的長度為準,如圖8中白線,圖8(a)是疲勞壽命為3 674次試件的去除余高的有限元模型,圖8(b)是疲勞壽命為39 436次的保留余高的有限元模型.在有限元模型中添加材料的屬性如表3所示.
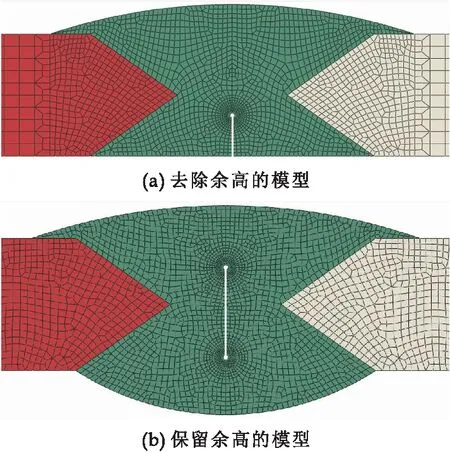
圖8 屬性附加的有限元部分模型
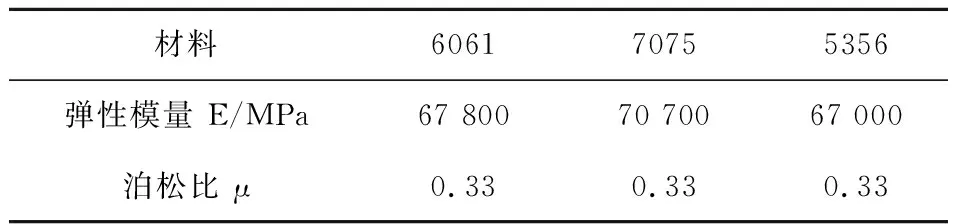
表3 材料的屬性[18-20]
熔池中部分母材發生熔化,該區域的材料較為復雜,故彈性模量假設為三種鋁合金的均值68 500 MPa.有限元模型材料屬性附加,其中紅色部分為7075鋁合金、綠色部分為三種鋁合金的均值、白色部分為6061鋁合金.實驗過程是循環受力的過程,所以將設置三個分析步,第一個分析步施加最大名義應力,第二個分析步施加最小名義應力,第三個分析步施加最大名義應力,對試件進行彈性應力分析.此處名義應力為施加的載荷除以板的橫截面積.該模型未考慮焊接后殘余應力對試件的影響,通過對焊接件進行退火熱處理,降低了殘余應力,另外文獻[17]表明,殘余應力在幾個周期的疲勞載荷后被消除.
模型受到垂直于焊縫的拉應力,隨著拉應力的增大,模型的彈性變形也增大.圖9為圖8中去除余高的焊接接頭在施加應力下,第三個分析步中最大主應力的分布情況,在缺口處發生嚴重的應力集中,這與圖6疲勞實驗斷裂的位置相符.
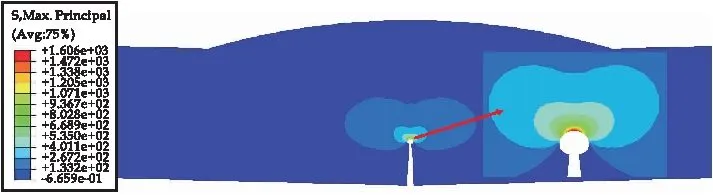
圖9 應力云圖
3.1.2 基于缺口應力法預測壽命
缺口應力法是依靠一條S-N曲線來實現不同焊接件和不同的加載條件的疲勞壽命評估.IIW推薦S-N的曲線是以疲勞壽命為107為拐點分為上下段,以2×106處的應力范圍為曲線的疲勞等級FAT,S-N曲線的關系式如式(1).對于鋁合金的疲勞壽命在2×106下的疲勞等級FAT為180,上半段的斜率為3.
(1)
式(1)中:N為循環次數,Nk為拐點循環次數,m1為上半段斜率,m2為下半段斜率
通過有限元軟件對去除余高和保留余高的兩種焊接接頭分別進行應力分析,找到應力集中最大的單元,將該單元的最大主應力的變化范圍為代入式(1),可預測焊接件的疲勞壽命.預測壽命與實驗壽命相比,如圖10所示.
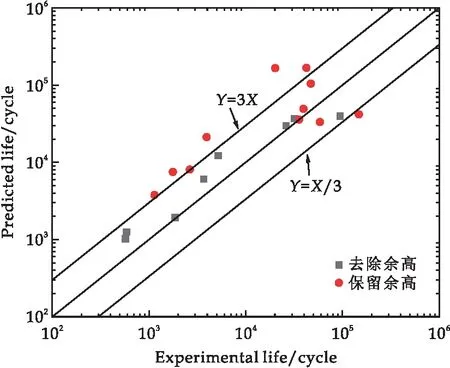
圖10 缺口應力法預測壽命
從圖中可以看出兩種焊接接頭的預測結果基本在3倍誤差帶之內,其中去除余高的焊接件的預測結果要高于余高未處理的預測結果.兩種焊接接頭的預測結果多數比實驗結果大,尤其是余高未處理的焊接試件預測結果部分超過實驗壽命的3倍.
由此也可看出,圖5中的數據比較分散顯得雜亂無章,而圖10中的預測壽命分布趨于一條直線.因而可以認為最大應力范圍能較好的關聯此異種鋁合金對焊件的疲勞壽命.
3.2 線彈性斷裂力學法壽命預測
3.2.1 線彈性有限元應力分析
以焊接件的實際未熔合長度為準,建立各自不同的有限元模型,圖11(a)是疲勞壽命為3 674次的去除余高的有限元模型,圖11(b)是疲勞壽命為39 436次的保留余高的有限元模型.該模型采用平面應變單元(包括CEP3與CPE4),以未熔合區的尺寸為初始裂紋長度,在軟件中圍線積分裂紋有限元分析求得應力強度因子,其施加的約束與載荷大小跟缺口應力法一致.
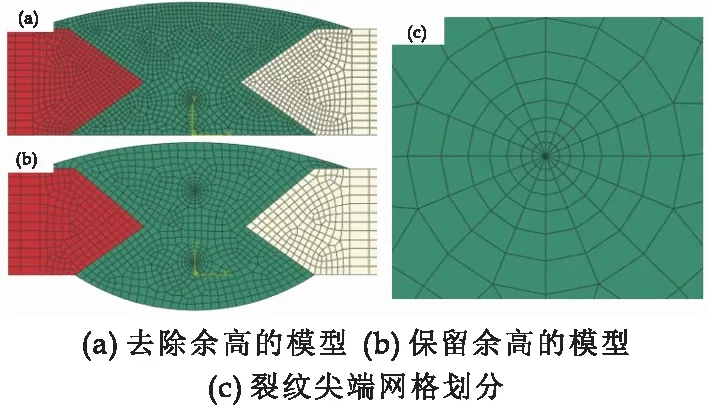
圖11 兩種焊接件有限元局部模型
3.2.2 基于線彈性斷裂力學法預測壽命
在大量的疲勞試驗上,Paris等提出材料的疲勞裂紋擴展速率與應力強度因子變化范圍有關,其關系式如式(2)所示:
da/dN=C(ΔK)m
(2)
式(2)中:C與m為常數.
試件的總壽命是由裂紋萌生壽命與裂紋擴展壽命兩部分構成,而Paris公式估算的是裂紋擴展壽命.文獻[21]表明,裂紋萌生壽命能占到總壽命的1/2,所以本文假設裂紋擴展壽命達到總壽命的50%,即:
Nt=2N
(3)
式(3)中:Nt是總壽命;N是裂紋擴展壽命.
IIW推薦[22],對于鋁合金材料常數C與m分別為1.41×10-11與3.通過有限元分析求得應力范圍所對應的應力強度因子范圍.將其應力強度因子范圍與常數C與m代入公式(2)和(3)中估算焊接件的疲勞壽命,預測壽命與實驗壽命相比,如圖12所示.從圖中可以看出兩種焊接接頭的預測結果基本在3倍誤差帶之內,去除余高的焊接件的預測結果要略優于保留余高的預測結果.
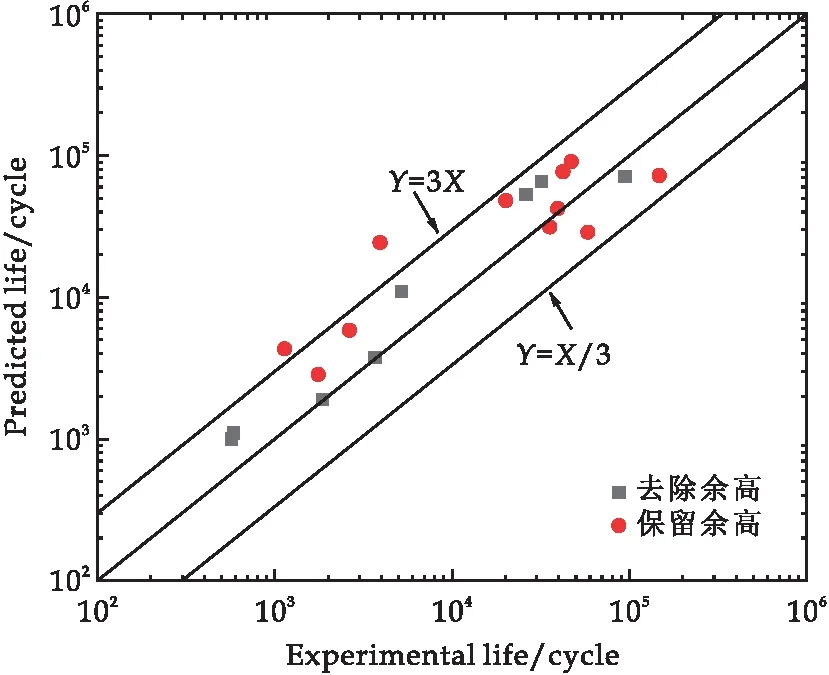
圖12 線彈性斷裂力學預測壽命
與圖5相比,此圖中的預測壽命分布也趨于一條直線.與圖10相比,預測結果的分布更趨于三個因子分散帶內.因而可以認為應力強度因子比最大主應力范圍能更好地關聯此異種鋁合金件的疲勞壽命.
從前文可知,拉伸試件與疲勞試件的斷裂位置不同,拉伸試件的斷裂發生在較為薄弱的6061側.疲勞試件的斷裂位置發生在焊縫處,由于焊縫區存在未熔合、氣孔等缺陷,在循環載荷下,試件在缺陷的位置處于應力集中點從而加快了疲勞裂紋萌生的速度,故疲勞斷裂位于焊縫處.
在文獻[23]中,6061鋁合金氬弧焊焊接試件的疲勞斷裂位置發生在熱影響區,疲勞斷口中有明顯的疲勞條紋.本測試中,觀察到6061/7075異種鋁合金焊接試件的斷裂位置位于焊縫中間.其疲勞斷口上有氣孔、未熔合等缺陷,未發現有明顯的疲勞條紋.通過疲勞實驗,可見部分焊接件具有較高的疲勞強度.
本次采用缺口應力法和線彈性斷裂力學法對兩種焊接接頭進行了疲勞壽命預測,兩種預測方法均考慮了材料的彈性,其預測壽命與實驗壽命基本在3倍誤差帶之內,去除余高的焊接件的預測結果要優于余高未處理的預測結果,線彈性斷裂力學法的預測結果要優于缺口應力法.
在有限元分析中未考慮殘余應力對疲勞壽命的影響,在氬弧焊焊縫處存在殘余應力.在未考慮殘余應力的情況下,會影響預測方法對估算疲勞壽命的精度.另外,通過疲勞斷口圖可以看出有氣孔、裂紋等缺陷的存在,這些缺陷的存在會加大焊縫中面上的應力,并加大未熔合區尖端處的應力集中,嚴重降低試件的疲勞壽命.在此處有限元應力分析模型中未加入氣孔、裂紋等缺陷,只考慮了未熔合區對試件的影響,會使得焊接接頭的疲勞壽命預測結果比實驗結果偏高.
另外,熔合區是一個材料性能高度變化的區域,此處在熔合區材料性能取為三種材料的均值,這種材料設置顯得粗糙,一定程度上會影響應力應變分析的精度,進而影響壽命預測.
4 結論
(1)對于本文所涉及的試件,焊縫余高對焊接接頭的抗拉強度影響較小,其兩種焊接接頭的斷裂位置均發生在6061側的熱影響區.
(2)對于本文所涉及的試件,焊縫余高對焊接接頭的疲勞性能影響較大,保留余高試件的疲勞壽命要高于去除余高的疲勞壽命,斷裂位置位于焊縫中間,未熔合和氣孔等缺陷減少了焊接接頭的疲勞壽命.
(3)采用缺口應力法和線彈性斷裂力學法對兩種焊接接頭進行了疲勞壽命預測,其預測壽命與實驗壽命基本在3倍誤差帶之內.兩種方法對去除余高的焊接接頭的預測結果優于余高未處理的試件,其中線彈性斷裂力學法預測結果較好.應力強度因子比最大主應力范圍能更好地關聯此異種鋁合金件的疲勞壽命.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18