零手動操作系統在460 kt/a離子膜燒堿裝置的應用
2023-07-07 10:22:20鄭積林周天明孫向陽
化工生產與技術 2023年3期
鄭積林,周天明,孫向陽
(1.浙江巨化股份有限公司,324000;2.浙江中巨智能科技有限公司:浙江 衢州 324000)
某企業離子膜燒堿裝置生產規模達到460 kt/a,包含4套裝置(4期建設),其主要流程包括一次鹽水工序、二次鹽水工序、電解工序、氫處理工序和氯處理工序,產品為燒堿以及副產品氯氣、氫氣等。裝置采用橫河CENTUM VP控制系統。
離子膜燒堿裝置具有大滯后、非線性和多變量相互耦合的特性,并且部分儀表閥門存在死區和選型不當的情況,操作人員需要不斷操作以維持生產裝置相對穩定,很難進行精細控制。為了進一步提高離子膜燒堿裝置的自動化水平,穩定產品質量,降低裝置能耗物耗,實現挖潛增效,該企業引進零手動操作技術,對生產裝置進行基礎自動化升級,采用精良裝備,開發離子膜燒堿裝置零手動操作系統,以實現裝置的DCS 零手動操作控制和精細化控制,通過“卡邊”優化,達到節能降耗的目的。
1 工藝流程
以三期為例,工藝流程如圖1所示。
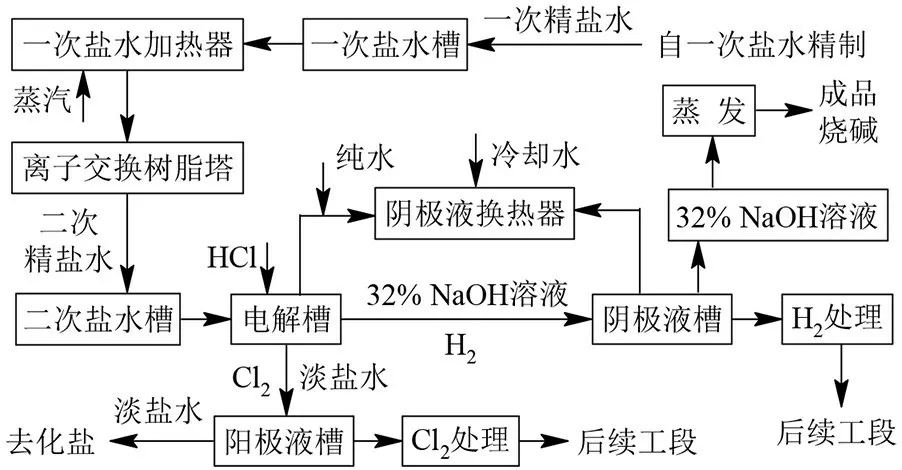
圖1 離子膜燒堿工藝流程Fig 1 Process flow of ionic membrane caustic soda
精制鹽水通過主管線,被送到每個電解槽的陽極入口總管,經調節控制后流入各單元槽。電解后的氯氣和淡鹽水混合物氣液分離后,淡鹽水進入到陽極液循環槽,氯氣被收集進入氯氣總管,氯氣中的水經管道流入液相進口管。同時,淡鹽水經過泵送到脫氯塔脫氯。
陰極液通過燒堿高位槽,由陰極液總管送到電解槽的入口總管,調節好流量后流入到各單元槽。陰極液和氫氣混合物通過電解槽陰極出口軟管流出,進行氣液分離后,氫氣被收集進入氫氣總管并送至陰極液循環槽頂部,氫氣壓力通過調節控制并送至氫處理系統。同時,陰極液大部分通過返回電槽,一部分陰極液作為產品送到四崗位32%堿槽。
2 零手動系統架構與操作
離子膜燒堿裝置采用智能模型預測控制軟件包Cyb-iMPC 10.0,經過階躍測試過程,通過OPC數據接口和數據采集軟件獲取階躍測試數據;利用模型辨識軟件,辨識階躍測試數據,將裝置的關鍵操作變量、被控變量和擾動變量的模型建立;然后進行控制器設計,并根據工藝規則和控制要求進行腳本編程;最后建立人機交互界面,即先進控制技術(Advance process control,APC)控制器操作畫面,實現離子膜裝置先進控制。零手動操作技術主要分為模型預測控制(MPC)和智能專家控制[1]。其中的MPC控制算法包含3大特征,即預測模型、滾動優化和反饋校正[2]。
2.1 系統架構
離子膜燒堿裝置建立了3 個APC 先進控制器(包括電解槽溫度控制器、電解槽質量控制器和電解槽負荷調節控制器)、1 個智能專家控制器(包括樹脂塔控制器)和軟儀表測量系統。離子膜燒堿零手動操作控制系統具有克服強耦合、非線性、大滯后等不良因素的能力,達到對裝置中各部分工藝參數的平穩控制,提高裝置自動化水平,降低操作人員勞動強度、降低裝置能耗和物耗。其操作控制系統的總體架構如圖2所示。
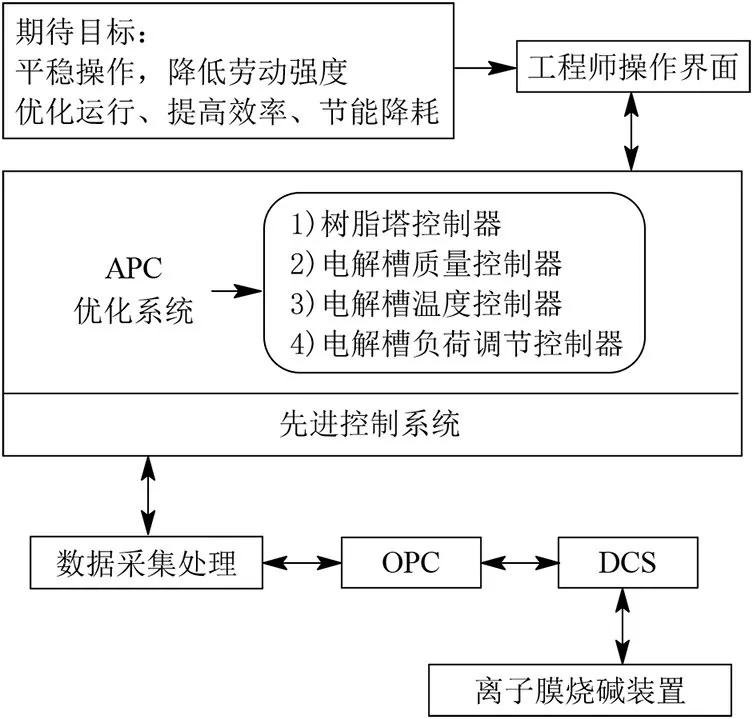
圖2 零手動操作控制系統總體架構Fig 2 Unmanned operating system structure diagram of plant
2.2 操作方法
通過MPC 模型預測控制軟件,采用測試建模進行一對多、多對一、多對多的控制功能實現零手動操作技術。項目實施時,對全流程按照裝置分割成多個自控模塊,形成多個含有操作變量MV、被控變量CV、擾動變量DV 的子控制器,通過不斷優化控制器參數去實現控制器的解耦控制[3]。
針對特殊工況和異常工況,通常引入智能專家控制技術即對操作人員的處理工況方式歸納總結,結合裝置長期以來累計的數據分析、化工原理,由項目實施工程師將條件、方式等進行整合、程序編寫、形成針對特殊工況的智能專家控制器,實現一鍵開停車、故障自動處理、控制器參數自適應調節等功能。
對于環境惡劣、手段受限的工況,通常使用軟測量技術作為零手動操作的輔助手段,該技術的核心是建立工業對象精確可靠的模型,以實現閉環優化控制[4]。
2.2.1 樹脂塔控制器
樹脂塔控制器包括二期、三期和四期樹脂塔,根據離子交換樹脂塔生產需求,擬樹脂塔控制器設計變量如表1。
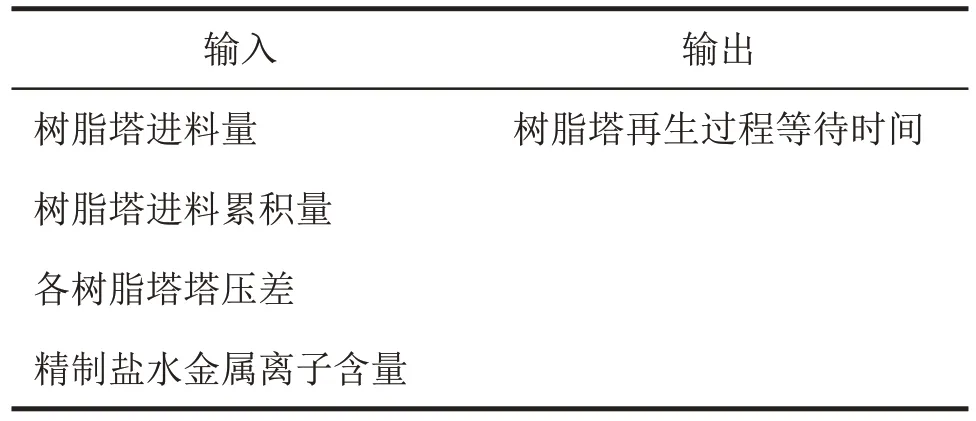
表1 樹脂塔控制器設計變量Tab 1 Resin tower controller design variable
2.2.2 電解槽質量控制器
電解槽質量控制器包括一期~四期堿液含量優化控制。控制策略為(以三期為例):被控變量CV,出口堿液密度3DRCA-274;操縱變量MV,高純水流量3FICA-221。
2.2.3 電解槽溫度控制器
電解槽溫度控制器包括二期電解槽A 槽至G槽、三期電解槽A槽至F槽、四期電解槽A槽至F槽。
對于電解槽溫度控制,由于多個被控變量之間、以及被控變量與操作變量之間存在著相互耦合,因此考慮采用多變量模型預測控制,以循環堿液溫度設定量為操縱變量,以電解槽槽溫為被控變量,以電解槽電流量為干擾變量,建立多變量模型預測控制,在調節過程中,保證最高槽溫不超過設定上限,最低槽溫不低于設定下限。溫度模型控制矩陣(以三期為例)見表2。
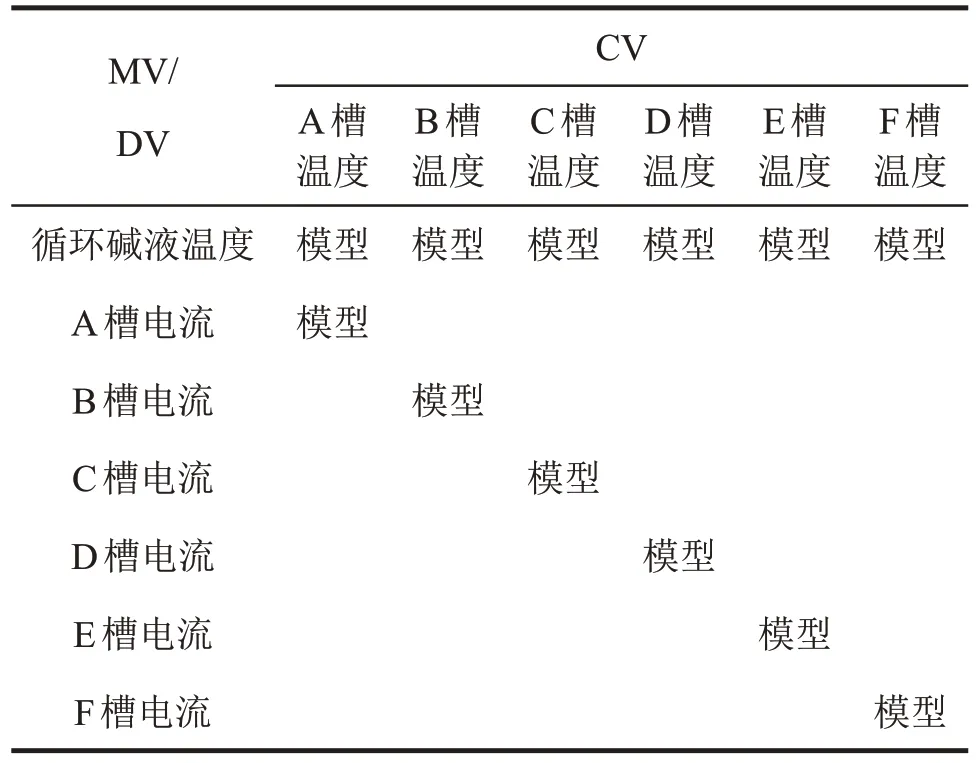
表2 溫度模型控制矩陣Tab 2 Temperature model control matrix
2.2.4 電解槽負荷調節控制器
電解槽負荷調節控制器包括一期~四期電解槽負荷調節操作,根據電解槽工藝特點和過程控制需求,建立先進控制器,包括降負荷操作優化調節和升負荷操作優化調節(以三期A 槽為例),負荷調節前解除零點電位差的聯鎖。
降負荷優化操作:
1)根據最終目標電流按比例降低鹽酸量3FICA-211A;
2)降電流3IIZA-230A(電流操作由電工根據電流單步目標量完成);
3)根據單次目標電流按比例降低高純水量3FICA-221;
4)根據單次目標電流按比例降低鹽水量3FICZA-231A;
5)交替進行步驟1~步驟4 至目標電流;
6)完畢后恢復零點電位差3ED12A-230A的聯鎖。
升負荷優化操作:
1)根據單次目標電流按比例提高鹽水量3FICZA-231A;
2)根據單次目標電流按比例提高高純水量3FICA-221;
3)升電流3IIZA-230A(電流操作由電工根據電流單步目標量完成);
4)根據單次目標電流按比例提高鹽酸量3FICA-211A;
5)交替進行步驟1~步驟4至目標電流;
6)完畢后恢復零點電位差3ED12A-230A 的聯鎖。
3 應用效果
3.1 DCS自控率
零手動改造前,部分調節閥、執行器和檢測儀表使用年限較長,運行已不正常;同時,部分控制回路PID參數設置不合理,導致大部分控制回路不能打自動,裝置自動化水平較低。
在改造過程中,通過對裝置基礎控制回路進行PID參數的整定,裝置的自動化程度有了較大幅度的提升。目前,剔除掉一些因工藝原因不需要投自動的回路,離子膜燒堿裝置的自動化程度已經達到90%以上。
改造前,離子膜燒堿裝置主流程3天內DCS操作人員操作158次,改造后實際操作0次,大大地降低了操作次數,同時也降低了人為誤操作的風險,系統的關鍵控制指標平穩性得到大幅改善,自動化程度得以大幅提升。
3.2 堿液含量優化
零手動操作系統項目實施后,選取投運前后3天堿液NaOH 的質量分數數據進行控制效果對比,見表3。

表3 零手動改造前后堿液含量Tab 3 Alkali content before and after zero manual transformation
由表3 可知,零手動改造后電解槽出口NaOH的質量分數穩定,標準方差分別降低了81.73%和68.52%。
與改造前相比,一期~四期堿液NaOH的質量分數分別降低0.29%、0.32%、0.38%、0.02%,平均降低0.26%。質量卡邊操作,可有效降低液堿產品銷售過程中的折百燒堿損失。堿液濃度通過卡邊優化,每年降低損失260.3萬元。
3.3 電解槽溫度控制優化
零手動操作系統項目實施前后,二期電解A槽的溫度變化見表4。

表4 零手動改造前后的二期電解A槽溫度Tab 4 Temperature of phase II electrolytic A cell before and after zero manual transformation
由表4可知,零手動改造后二期電解槽溫度控制器實現槽溫的穩定控制,在保證生產安全的約束內,提高了電解槽電流效率。
3.4 樹脂塔控制優化
樹脂塔再生過程包括9 個步驟,即水洗I、反洗、HCl 再生、水洗II、NaOH 再生、水洗III、等待I、鹽水充填和等待II。其中,水洗I 至水洗III步驟將消耗水、HCl和液堿,并產生廢水,必須進行處理,以保護環境。所以再生次數越少,水、酸和堿消耗量越少,廢水處理量越少。表5為三期樹脂塔再生過程物料流量。
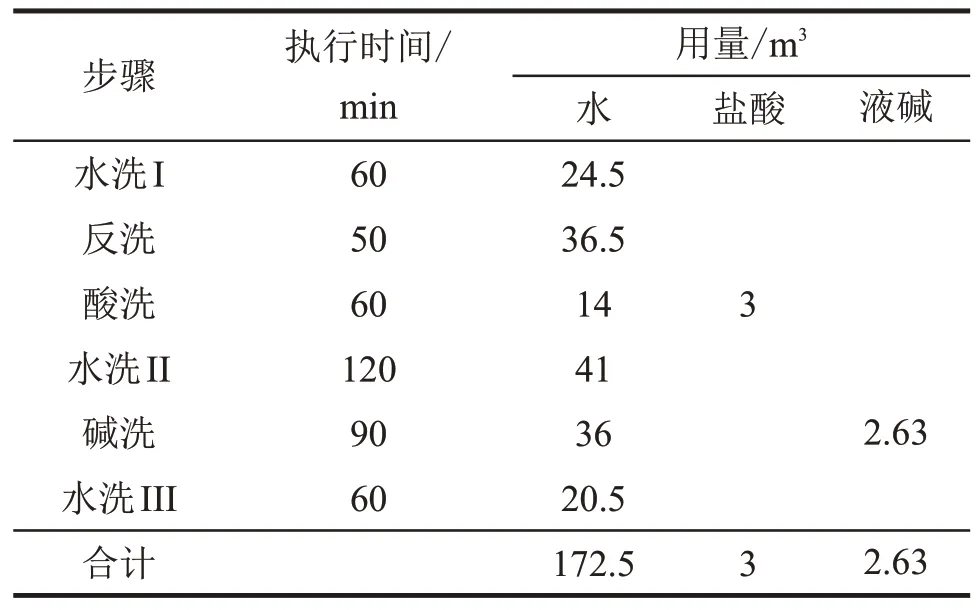
表5 三期樹脂塔再生過程物料流量Tab 5 Phase III resin tower regeneration process material flow
根據統計,零手動改造前,三期樹脂塔2017年月平均再生34.2 次;改造后的2018 年9 月和10月,三期樹脂塔各再生31次,即每月減少再生約4次。因此每月可分別減少純水、鹽酸、液堿消耗690、12、10.52 m3。每年物料節約費用約17.35萬。
4 結束語
通過零手動改造,實現了離子膜燒堿裝置3天操作從158次降低到0次;堿液含量、槽溫等關鍵控制指標的標準方差降低了40.0%以上;液堿NaOH 的質量分數平均降低0.26%,每月可分別減少純水、鹽酸、液堿消耗690、12、10.52 m3,每年可實現節能降耗創造的經濟效益約為277.65萬元。
零手動控制系統項目改造工程,使裝置自動化程度產生了質的飛躍,一定程度上實現生產裝置全流程、全過程的DCS 零手動操作。生產過程中不需要人工參與調節,操作人員變為監盤人員,且實現了節能降耗。