磁致伸縮超聲導波檢測在石化設備中的應用
2023-04-29 19:01:58姜海超陳靈燕
中國科技投資 2023年19期
關鍵詞:應用
姜海超 陳靈燕
摘要:近年來,石化行業為了更好的檢測設備腐蝕狀況,采用了一種新型的檢測技術,即磁致伸縮超聲導波檢測。在與傳統檢測技術對比時發現,該技術的應用可以提高檢測的整體效率。基于此,本文在進行研究過程中,通過探究該種技術的應用原理,提出應用該技術的優勢,并探究具體的應用案例,以供參考。
關鍵詞:磁致伸縮超聲導波檢測;石化;應用
DOI:10.12433/zgkjtz.20231931
在石油化工領域中經常使用重要的特種設備,但這些設備會受到環境、介質等因素的影響,內部會被腐蝕,導致失去原有的效用。因此,如果物料在生產階段出現泄漏,會引發較嚴重的安全事故,有必要進行腐蝕檢測,提高設備的安全性。磁致伸縮超聲導波檢測技術屬于一種新型技術,在石化設備中的應用越來越廣,可以檢測設備中幾十米甚至是上百米范圍內的腐蝕狀況,也能在高溫環境下連續檢測。
一、磁致伸縮超聲導波檢測原理
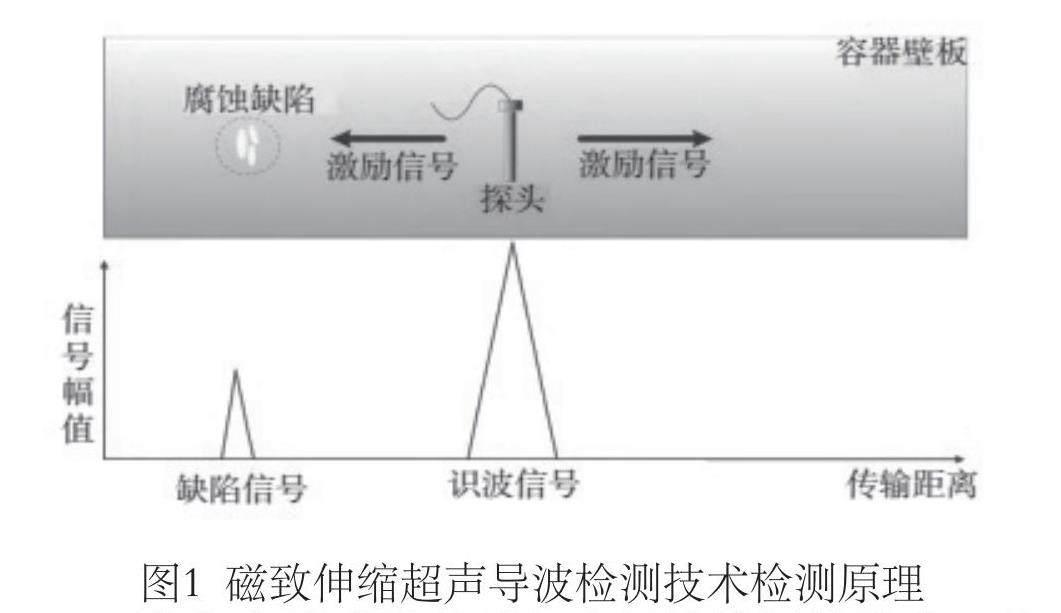
磁致伸縮超聲導波進行檢測后,會形成機械彈性波,實現介質在有限邊界的傳播。傳播方向受媒介傳播波的形狀限制。如果磁致伸縮超聲導波檢測到容器內的腐蝕,可以將脈沖方波信號加到磁致伸縮超聲導波探頭上。當探頭接近金屬工件表面時,產生交變磁場。在這種情況下,可以利用磁致伸縮效應刺激超聲導波。導波沿著金屬容器移動,如果發現容器焊縫、腐蝕缺陷等,會有一些波反射到接收線圈上,在經過該儀器的處理后,獲得容器上的金屬缺損部位信號。磁致伸縮超聲導波檢測具有傳輸距離遠、檢測速度快、信號能量集中等優勢,適合容器中腐蝕檢測,以此實現快速篩查。
利用磁致伸縮超聲導波檢測技術檢測容器中的壁板時,可以全面覆蓋壁板,如圖1所示。針對腐蝕程度進行檢測的方式是:通過計算腐蝕面積整個容器截面積中的占比情況進行顯示。
二、石化設備中磁致伸縮超聲導波檢測技術應用的優勢
通過對比常規的無損檢測技術,磁致伸縮超聲導波檢測技術在石化設備中的檢測有著明顯優勢,例如,管道、容器等。
利用磁致伸縮超聲導波檢測技術時,如果在工業中檢測管道,超聲導波僅要將管道固定到某一處即可,此時在激發出信號后,檢測十幾米甚至幾十米范圍內管道腐蝕狀況,檢測效率要優于其他常規方式。
為了檢測石化設備,有時會采取傳統無損檢測技術。該技術在引用過程中,檢測設備中存在的腐蝕情況、停車、排料、打磨狀態,再開展局部作業,如果具有對工期、拆卸保溫搭架等節約成本的需求,利用常規監測方式會消耗更多的時間和精力。
石化設備中,通過利用磁致伸縮超聲導波檢測技術,實現在不停車的情況下完成檢測作業,對腐蝕部位的檢測不僅高效便捷,且更受歡迎。在近年來的發展過程中,磁致伸縮超聲導波檢測技術已成為一種重要方式。
三、腐蝕缺陷對超聲導波信號的影響
當前,工業管道、埋地輸油管線等設備經常出現腐蝕缺陷,包括大面積腐蝕、局部腐蝕、應力腐蝕、化學腐蝕等。
(一)大面積腐蝕
如果設備中出現腐蝕缺陷,必定導致設備本體出現腐蝕較薄的狀況。隨著腐蝕程度越來越嚴重,石化設備管道越來越薄,利用磁致伸縮超聲導波檢測技術時,回波數據變化幅度會較小。
(二)局部腐蝕
如果在石化設備出現局部腐蝕的情況下進行檢測,超聲導波檢測一般具有較好的優勢。檢測局部腐蝕缺陷的靈敏度時,缺陷截面積由總截面積的大小和儀器的靈敏度確定。在檢測過程中,常用儀器的靈敏度會根據業主的實際需求設定,一般為2%或3%,只有當缺陷面積達到截面積的2%或3%時,才能檢測到。
相關學者在研究中發現,如果局部腐蝕情況存在不同,在檢測信號、能力方面也存在較大差異。如果設備出現孔蝕,腐蝕程度又窄又深,表明信號幅值明顯較大。因此,可以采用導波檢測技術。
(三)應力腐蝕和化學腐蝕
對于應力腐蝕中產生的缺陷,一般都是裂紋導致,此時金屬缺損位置上的面積較小,應用磁致伸縮超聲導波檢測技術時的靈敏度較低,通過導波檢測的方式進行檢測,有效性會稍顯不足。對于由于化學原料產生的腐蝕現象,可以采取局部腐蝕的方式,尤其是利用導波檢測技術。
四、磁致伸縮超聲導波檢測在石化設備中的應用案例
(一)某油田埋地管道超聲導波檢測
針對某石化廠中的輸油管道實行磁致伸縮超聲導波檢測技術,管道中的規格是Φ273.1×7.14mm,介質是原油,在該管道中使用的材質是20#鋼,管線長達3km,此時如果使用普通超聲檢測,很難全面檢查管道內部。因此,采取磁致伸縮超聲導波檢測技術,實現對管道中的全面檢測。經過檢測顯示,靠近廠外管道的彎頭部位有三處出現腐蝕信號,金屬截面部位的損失率超過2%,經過磁致伸縮超聲導波檢測發現,顯示異常的壁厚達3.2mm、3.5mm、3.1mm,腐蝕深度超過管道壁厚的50%。
(二)某石化廠常減壓塔頂管道超聲導波檢測
針對某石化廠中常減壓塔頂管道,采取磁致伸縮超聲導波檢測技術。其中,管道的規格是Φ168×8.85mm,介質是油氣,管道采用20#鋼材質,管線中的長達1km,為了進一步探尋管道彎頭處以及塔側面直管段腐蝕的情況,利用磁致伸縮超聲導波檢測技術有效檢測管道中發生腐蝕的情況。在檢測階段可知,靠近出口管道的彎頭部位有一處存在缺陷的信號,異常部位的厚度5.6mm,存在局部厚度剪薄的情況。
(三)某石化廠熱電聯產鍋爐內管道的檢測
選取某石化廠中內熱電聯產自備電站鍋爐的水冷壁管道,為了檢測出管道中的腐蝕程度,采用磁致伸縮超聲導波檢測技術尋找其中的異常。經過管道檢測,管道規格是Φ60×7.02mm,它的介質是水,管道中使用的材質是SA106B。通過了解鍋爐的運行狀況可知,鍋爐運行中出現過爆管情況,所以,在進行抽查階段選取水冷壁管道。經過檢測得出:水冷壁管道中有一段出現管壁較其他位置更薄的現象,這是由于這一部位已出現滲水。
(四)立式儲罐灌頂板超聲導波檢測
某化工企業存在一臺鋼制的1500m3的原油儲罐,對于該油罐的灌頂實行在役不停機檢測,在容器罐頂板材質上使用的是Q235,壁的厚度是8mm,罐頂板的外部涂有油漆層,罐中裝載的介質是原油。灌頂板運行時的溫度為常溫。密切結合罐頂板的實際情況,從中選取超聲導波采集點。測點位置應選在便于安裝的位置,確保兩邊的傳播距離足夠大。將頂板漆層簡單研磨后,從中切割合適長度的鐵鈷帶,并在常溫下使用專用偶聯劑,確保鐵鈷帶與罐壁板粘結緊密。利用磁體對鐵鈷帶進行磁化,將采集探頭與儀器主機連接。調試工作完成后采集相應數據。檢測顯示,罐頂板超聲導波特點信號顯示并沒有出現明顯的金屬缺損現象,借助于常規性的檢測頂板厚度方式抽樣復檢,經過掃描顯示,該區域中的外壁厚度達8~8.4mm,灌頂板的厚度適宜。
(五)芳烴儲罐壁板超聲導波檢測
對某化工廠區中的一臺烴儲罐壁板超聲導波檢測在線腐蝕情況,這一設備在2003年投入。該設備使用的材質是16MnR、壁厚18mm、腐蝕達3mm,圍繞著容器壁板的外側有專門涂抹防腐層,如果不停機,機器本身溫度會達到70℃,從中選擇一個好的超聲采集點,保證檢測距離更遠。在選擇本次檢測點的位置時,主要選擇儲罐筒體中間部位,設定筒體上側部位位于正方向,在下側部位處于負方向。穿過容器壁的超聲導波信號表明,在容器桶下部距離探頭約1.2m處有一個缺陷信號,經過磁致伸縮超聲導波檢測,超聲導波掃描區域存在缺陷,整個壁厚最薄處為15.75mm,表示壁板有相對薄弱的地方。
(六)換熱器壁板超聲導波檢測
通過檢測某石化廠中的鋼制換熱壓力容器,在檢測過程中采取在役不開罐的檢測方式,本臺換熱器在2004年投入使用,該容器使用的材質是16MnR、壁厚度16mm,圍繞容器壁板的外側有專門涂抹防腐層,在線溫度達到120℃。根據容器壁板周圍的實際狀況,從中選擇較好的超聲導波采集點。為確保上下兩側位置可以達到一定的傳播距離,檢測點位置應始終保持在殼體通道的中間位置。探頭和儀器主機調試完成后開始采集相關數據。經過檢測后,換熱器壁板超聲導波特征信號中并沒有顯示存在嚴重金屬缺陷的波形,隨后利用電磁超聲技術對金屬的厚度抽樣復測,經掃描后顯示,管道壁厚16~16.8mm,表明換熱器整體壁厚情況良好。
(七)原料油管道的檢測
該管道是螺旋焊縫,管道材料316L,規格Φ273×
8mm,表面溫度達到200℃左右,其中有兩條是伴熱管線,包覆著保溫層,傳輸時的介質是原料油,具有一定的腐蝕性。借助于磁致伸縮超聲導波檢測技術檢測顯示,三個螺旋焊縫波形波幅較高且孤立,焊縫之間的距離相等,對于同距離而言,不斷衰減。通過對管道中設置的3%、2%、1%靈敏度檢測發現:出現了管道結構的特點回波意外,并沒有其他正常的回波;在管道正方向13.3m處有一些缺陷;管道中存在較多缺陷。為了進一步驗證該結果的準確性,檢查檢測缺陷部位的保溫層去除情況,在距離探頭13.3m的地方存在腐蝕缺陷,且防銹漆局部丟失,還存在較小的孤立腐蝕坑;對于管道的其他部位而言,整體外觀較完整,可以確定尚未出現腐蝕缺陷的情況。對此,磁致伸縮超聲導波檢測技術針對該管道靈敏度應設置為2%。
五、磁致伸縮超聲導波檢測在石化設備中應用效果
結合當前磁致伸縮超聲導波檢測技術的實際應用情況以及人們對該技術的實驗研究可知,管道中還存在不足,可以確定具體長度、方向與位置,但未能確定管道中存在缺陷的實際性質。另外,該技術在實際檢測靈敏度方面較高,在檢測各行各業的管道時,都具有較高的檢測精度。未來在研究該項技術時,有必要從磁致伸縮超聲導波檢測管道缺陷性質方面出發,探究不同技術之間的結合點,合力解決管道檢測過程中存在的難題,為各行業中的壓力管道檢測提供有力支撐。
六、結語
綜上所述,磁致伸縮超聲導波檢測具有無須打磨、停車倒料的特點,整個石化設備顯示100%本體在線檢測,可以降低由于拆卸保溫、停車停產帶來的損失,提高檢測階段的效率。該技術操作簡單,容易攜帶,在很大程度上能實現一次性掃清長距離,直接了解石化設備中的腐蝕狀況。需要注意的是,磁致伸縮超聲導波檢測技術只對腐蝕檢測起到輔助作用,在具體檢測階段發現,難以定量檢測設備本體上的厚度,只能根據設備中的腐蝕情況利用波幅的方式顯示,對于實際缺陷情況而言,還要搭配使用其他常規性的檢測方式。與此同時,磁致伸縮超聲導波檢測可以檢測設備本體的腐蝕情況,如果由于盈利腐蝕出現面積較小的缺陷,說明不具備良好的靈敏度。所以,該技術還存在一些缺陷,有待改進。
參考文獻:
[1]周默.磁致伸縮超聲導波檢測在石化設備中的應用[J].設備監理,2022(03):46-49.
[2]湯檳暉,王悅民,陳昂,邱增城,許鑒鑒.磁致伸縮超聲導波管道檢測傳感器研究進展[J].儀表技術與傳感器,2022(03):12-17+22.
[3]戚青麗,沈功田,鄭陽,等.管道超聲導波檢測用磁致伸縮涂層傳感器研究[J].傳感技術學報,2021,34(12):1609-1614.
[4]李志農,淦文建,龍盛蓉,等.磁致伸縮超聲導波檢測的
研究進展[J].南昌航空大學學報(自然科學版),2020,34
(03):18-24+33.
[5]王志淵,孫杰,賴圣.基于磁致伸縮超聲導波技術在石化金屬容器腐蝕檢測中的應用[J].石油工業技術監督,2021,37(12):29-32.
作者簡介:姜海超(1985),女,山東省威海市人,本科,工程師,主要研究方向為石化;陳靈燕(1990),女,浙江省衢州市人,本科,工程師,主要研究方向為石化。
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01