穩定桿加強板沖壓工藝及模具結構優化
2023-03-10 03:48:36馬德松鄧繼梅
模具工業 2023年2期
馬德松, 鄧繼梅
(河鋼集團邯鄲分公司, 河北 邯鄲 056015)
0 引 言
某車型穩定桿加強板(簡稱A板)材質為SAPH440的酸洗板,在汽車行駛過程中因與套管產生干涉而發出異響,為此主機廠決定改進A板結構,在干涉區域加大避讓空間。在驗證階段,嘗試用數控銑床加工帶避讓形狀的簡易胎具,用胎具在原沖壓件上進行避讓形狀的成形,但成形的零件質量未能滿足技術要求,隨后進行了零件結構和沖壓成形工藝的同步設計,并采用簡易成形模成形零件,成形50套裝車后異響消除。由于簡易模成形零件時的沖壓方向及變形方式與之后的量產模具不一致,而且避讓形狀處于零件中間部位,量產模具成形時材料補充困難,有產生局部過渡變薄甚至開裂的風險,因而驗證零件結構滿足裝車要求后,還需要考慮零件的沖壓成形性。
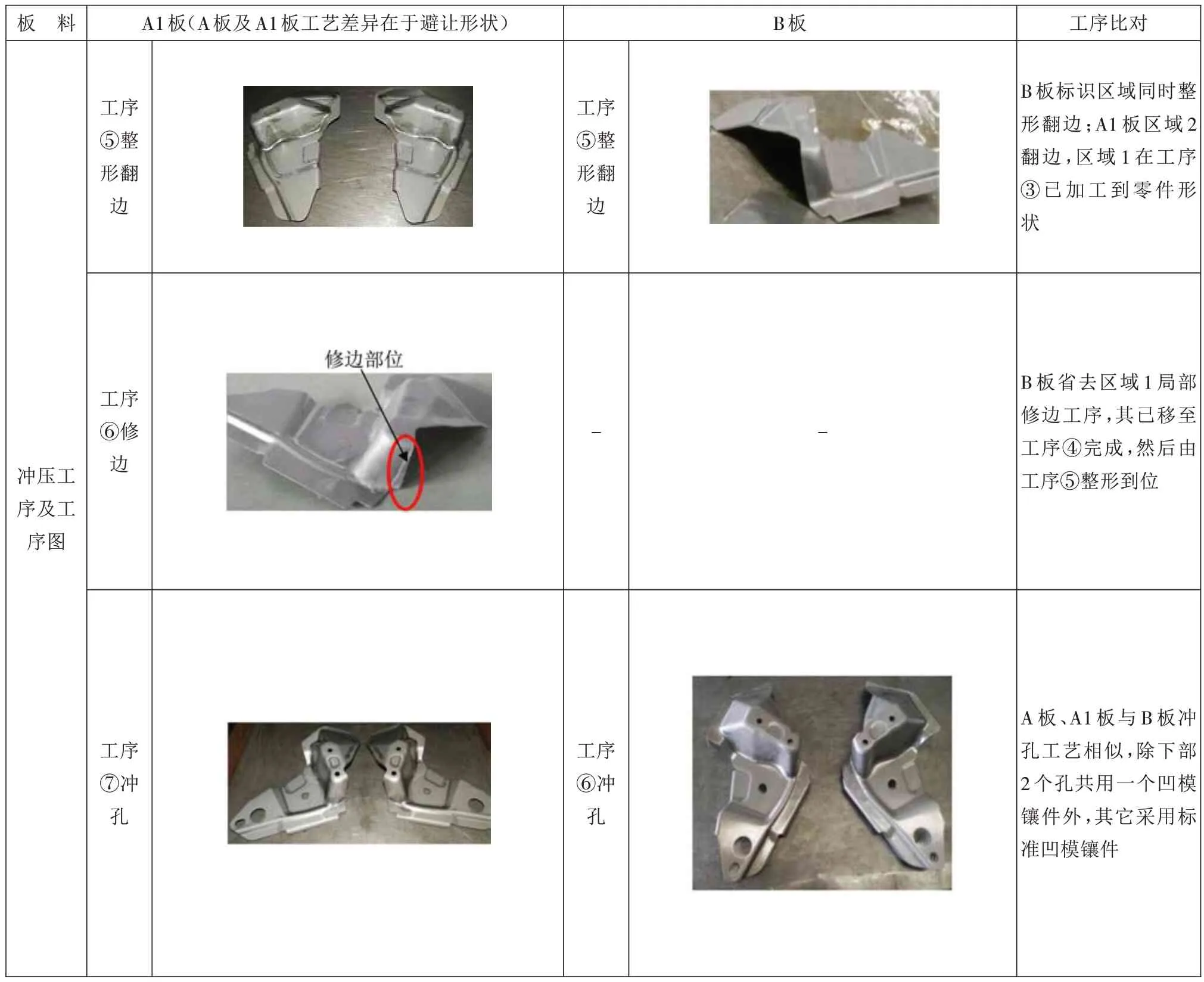
沖壓仿真分析驗證了零件新增的避讓形狀可以采用原有的拉深與整形工序分步成形,通過修改A板的拉深模和整形模結構,在其它工序模中增加避讓槽,完成了A板改進結構(簡稱A1板)的模具改制。隨后汽車主機廠提供一款新車型具有相似結構的穩定桿加強板(簡稱B板)給模具企業開發。模具企業借鑒A板改至A1板的經驗,在B板沖壓工藝設計時,采用過拉深的工藝方法,在拉深工序放大立壁斜度和上下部的成形圓角以保證其成形性;以平緩角度修邊后再將零件整形到位,避免陡峭的立切;優化修邊工序的沖壓方向以改善零件的沖裁性;把立壁整形與邊緣翻邊工序復合,省去了A板及A1板沖壓工序中的局部修邊工序,獲得了優良的零件質量和更高的生產效益。A板、A1板及B板零件形狀及差異如表1所示。

表1 零件形狀及差異
1 A板結構及模具改制
1.1 A板結構改制
A板材質為SAPH440, 料厚為2.0 mm,零件原結構如圖1所示,成形高度約80 mm,拉深時高度尺寸相對凸模分模線的輪廓尺寸較大,成形困難。在立壁上增加避讓形狀后,由于避讓形狀的成形屬于局部成形,在臨近模具完全閉合時,該區域材料難以從已經產生大變形的立壁周邊得到材料補充,局部變薄甚至開裂的風險加大,因而如何在原有工序中成形避讓形狀是沖壓工藝的關鍵。

圖1 A板零件結構
為了論證零件結構變化方案的可靠性,需要將零件結構變化和沖壓可行性認證關聯考慮。汽車主機廠提供了干涉件軸套的極限位置以供模具企業作為設計約束,如圖2所示,軸套與A板的干涉位置在陡峭立壁附近,原零件的空間安全裕度約為4 mm,考慮行駛時穩定桿姿態的不同,該空間安全裕度不足。由于在A板立壁上進行避空設計時,要綜合考慮空間安全裕度和成形性關系,在保證成形可行的前提下盡可能加大避空尺寸。零件結構優化設計時,為了保證汽車主機廠提出的最小安全裕度為10 mm的要求,先將軸套外表面向外偏置5 mm作為極限位置,然后垂直向下延伸偏置面與零件底部面相交,以該相交線作為拉深面的截面線,按照與拉深方向成8°~10°的拔模角,設計拉深面作為避讓形狀的主體面,再與周邊形狀匹配連接,倒圓角后零件的形狀如圖3、圖4所示,最終使零件避讓空間安全裕度增加到13 mm左右。

圖2 A板的安全裕度

圖3 避讓面設計

圖4 A1板安全裕度
1.2 A1板裝車驗證
在零件結構優化設計最終確定前,需要對零件結構的可行性進行驗證。為了得到穩定的樣件,模具企業采用簡易成形模成形避讓形狀。由于是在A板沖壓件上壓制避讓形狀,為了保證簡易成形模的壓料效果及成形的穩定性,簡易成形模采用圖5所示的沖壓角度,成形角度為敞開的“V”形,相對原工藝成形角度更為平坦,但無法與原量產模具的成形角度一致,因而簡易成形模成形的樣件只能驗證零件改動后的結構是否滿足裝車需求。簡易成形模壓制50套樣件,裝車后沒有發生異響,確認改進設計后的零件結構可以滿足裝車要求。樣件成形時沒有考慮量產零件的沖壓工藝性,以下將分析量產沖壓成形的可行性。

圖5 A1板簡易成形模
1.3 A板沖壓工藝分析及模具結構改制
由于A板已有模具量產,為了節約成本,工藝設計時保持了A板原有的沖壓工序,如表2所示。為了分析模具改進的風險,需要考慮如何把避讓形狀分解到原沖壓工序中。一種方案是在一道工序內完成避讓形狀的成形,且盡可能安排在靠后的工序,考慮模具改進的方便性,嘗試把避讓形狀全部放在工序③整形完成,拉深模不用改進,工序③以后的模具增加避讓空間即可,這樣模具的改進工作量最小;另一種方案是把避讓形狀全部放在拉深工序完成,其它后續工序模具增加避讓空間即可,模具改進的工作量也相對較小。對這2種方案進行沖壓仿真分析,都產生圖6所示的成形開裂。嘗試將避讓形狀分解在工序②拉深和工序③整形中分步成形,由拉深工序預成形一部分形狀,在整形工序中實現最終成形,經過分配成形量的嘗試,借助沖壓成形仿真分析,優化的分步成形方案消除了成形開裂風險,工藝優化后的仿真結果如圖7所示。確認改進的零件結構和成形性可行后,汽車主機廠將A板的改進形狀做了最后的確認,相應的模具企業對A板的原拉深模、整形模的型面進行了修改,在后工序模具設計避讓空間,修改后的模具能夠滿足批量生產。
續 表

表2 A板與A1板及B板成形工序

圖7 避讓形狀分步成形仿真結果
A板改成A1板形狀也考慮了高強板的成形性和沖裁性,如圖8所示,拉深工序在區域1的立壁進行過拉深處理,拉深立壁向外移動并加大拔模角度,拉深凸模圓角相對零件放大,先成形零件的主體形狀,再經整形及翻邊工序得到最終形狀,改善了拉深的成形性及修邊的工藝性;左右件拼接區域4平緩連接以加大修邊的平緩性。原A板的沖壓工藝存在優化空間,成形性可以通過拉深毛坯工藝孔的設置來改善,拉深立壁修邊角度可以通過調整成形工序和優化成形型面進一步優化,并可以減少修邊工序。模具的改進都是基于原有的工藝和模具,除了避讓形狀的差異,A板和A1板的沖壓工序及工序內容相同,A1板采用分步成形實現了避讓形狀的安全成形。
(1)工序①落料沖孔。A板與A1板拉深毛坯相同,毛坯設置3個異形工藝孔,有利于中間材料向兩側流動,減小開裂風險。經現場工藝驗證,帶工藝孔的板料比不帶工藝孔的板料在對稱方向上能節省材料,有利于材料利用率的提升。考慮A1板上增加了避讓形狀,毛坯大端的最大工藝孔的孔形及位置有優化的空間,但需要改動現有的落料沖孔模結構,致使修改成本高,故對拉深毛坯不做修改。
(2)工序②拉深。該工序采用成對拉深,對稱區域4以平緩的型面拼接,區域1所在立壁由中心向外擴并放大上下圓角(過拉深方式)成形A板及A1板的大致形狀,然后通過整形翻邊工序使其成形到位;拉深工藝的修邊線都在有利于修邊的平緩型面上,以避免陡峭角度的沖切。A1板成形避讓形狀時,采用分步成形,在該工序預成形避讓形狀的部分形狀,在工序⑤整形翻邊中再成形到位。
(3)工序③整形。該工序中區域2、3所示的2處翻邊的附著面整形到位,有利于工序⑤整形翻邊能夠在附著面成形完畢并在穩定壓料的狀態下成形。
(4)工序④修邊切開。采用2組封閉的修邊刀口分切得出獨立的左右工序件,該工序不足之處在于拉深立壁區域被整形到零件形狀,使得產生陡峭的立壁修邊。經分析該工序的沖壓方向可以按沖切規范放緩6°~10°以改善沖裁質量,并延長模具使用壽命。
(5)工序⑤整形翻邊。該工序完成圖8所示區域2、3的2處翻邊及區域4(左右零件的對接部位)的整形,2處翻邊的附著面已經在工序③完成,成形比較穩定。區域4左右零件的對接部位的整形在工序⑤整形中完成,是為了減緩工序④該部位的斜切角度,區域1立壁區域在工序③已完成整形。
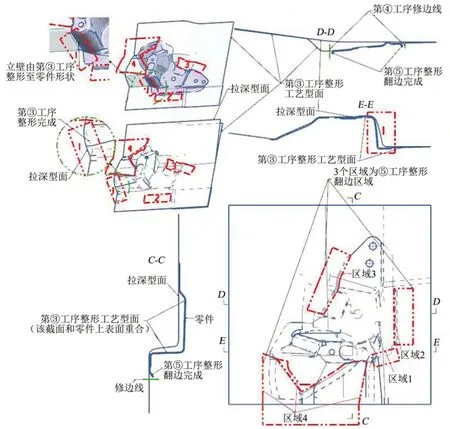
圖8 A1板沖壓成形工序
(6)工序⑥修邊。完成A板及A1板區域1的精修邊,該工序設計不夠優化,可以取消該工序或是將該工序與工序⑦沖孔復合,但修邊需要采用斜楔,另外該工序為了以平緩角度沖切,將沖壓角度作了接近90°的旋轉,但這不利于自動化生產。
(7)工序⑦沖孔。完成A板及A1板的所有孔的加工,沖孔凹模除2個孔共用一個凹模鑲件外,其余都采用標準的凹模鑲件,便于快換。參考工序⑥修邊的工藝分析,可以考慮將工序⑥及工序⑦合并,但須使用斜楔修邊,且斜楔修邊處因空間有限無法采用標準凹模鑲件。
2 B板沖壓工藝及模具結構改進
汽車主機廠在另一款車型開發中,參照A1板的結構設計了新款穩定桿加強板(B板)(見表1),B板與A1板結構相似,采用了相同的避讓形狀。由于模具是新開發,B板的沖壓工藝及模具開發借鑒A1板的開發經驗,經過工藝研討及沖壓仿真分析驗證,確定了B板的沖壓工序為6道(見表2),B板沖壓工藝要點如圖9所示。
(1)工序①落料沖孔。通過沖壓成形模擬對工藝孔的個數、大小及位置進行了優化,將原拉深毛坯上直排的3個工藝孔改為4個,其中2個側向孔的位置更靠近圖9所示的區域1,使材料更容易流向避讓形狀附近及大端頭立壁圓角區域,減少開裂和過渡變薄風險。
(2)工序②拉深。拉深工序繼承了原工藝方法,以過拉深方式放緩型面及放大圓角來成形B板的基本形狀,避讓形狀在拉深工序完成部分形狀,為工序③整形及工序⑤整形翻邊留有整形余量,目的是使大變形量分解在工序②拉深與工序③整形實現,同時滿足修邊線在有利于修邊的平緩型面上,避免了陡峭沖切。
(3)工序③整形。完成除標識的區域1、4外的其它標識區域的零件形狀,包括避讓形狀加工到零件位置,與A1板不同的是,區域1所示的立壁形狀在該工序不整形到零件形狀,給工序④修邊提供更平緩的沖切角度,修邊完成后在工序⑤整形翻邊成形到位,但需要在該工序型面區域1附近抓取工序④的修邊線,修邊線由沖壓成形仿真逆向計算確定并在調試中修正。
(4)工序④修邊切開。采用2組封閉的修邊刀分切出左右工序件,與A1板不同的是,B板該工序的沖壓方向比工序②、③、⑤的沖壓位置向沖切角度放緩了8°左右,區域1所示的立切部位沒有整形到零件位置,以利于改善修邊條件,該工序不留精修邊量給后工序,這樣使惡劣的修邊角度由A1板的20°左右改善到30°左右,節省了A1板的精修邊工序。經過修邊線優化反算,在工序③整形的型面的區域1附近抓取修邊線,如圖9所示。

圖9 B板沖壓工藝要點
(5)工序⑤整形翻邊。該工序完成4個標識區域的整形和翻邊,常規的翻邊工藝一般是將翻邊的附著面先成形到位后再進行翻邊,即附著面成形與基于該面上的翻邊一般不安排在同一工序成形。與A1板不同的是B板區域1的立壁是在該工序整形到零件形狀,成形過程中會使區域2的翻邊附著面的材料處于流動狀態,需要對壓料及翻邊的穩定性進行研討,同時也需要抓取修邊線的位置。經沖壓成形模擬,這2個區域的整形和翻邊可以復合在同一工序成形,復合成形的過程如圖10所示,復合成形區域的修邊線通過沖壓模擬反求得到,并滿足成形零件的尺寸精度。
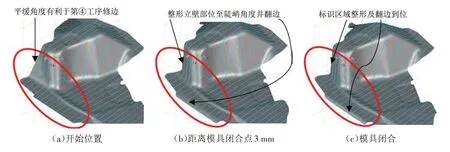
圖10 B板工序⑤整形翻邊復合成形
(6)工序⑥沖孔。在該工序完成所有的沖孔以保證零件的孔位精度,也考慮把B板區域1對應A1板工序⑥的局部精修與沖孔復合,這樣B板工序④此區域修邊只需粗修邊即可(不需要抓取修邊線)。但考慮局部修邊需要采用斜楔,且修邊刀口與沖孔刀口較近,無法采用快換式的凹模鑲件,不便于模具的制造與維修,另外采用斜楔會帶來定位和取件的不方便,采用的壓力機臺面尺寸和模具尺寸都會加大,因而將工序⑥定為單工序沖孔更為合適。
3 結束語
穩定桿加強板沖壓工藝及模具結構優化涉及的一些工藝方法,如過拉深、分步成形、整形與翻邊復合成形和工序間的銜接方法對高強酸洗板零件的沖壓工藝開發具有一定的借鑒作用,上述案例還應用了同步開發的方法,把零件的結構優化同沖壓工藝及模具的優化有機關聯,提高了零件的開發速度和質量,這種模具制造商與主機廠緊密合作的同步開發工作模式也值得在行業內推廣。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
