刀具表面橢圓開口偏置拋物線微織構參數優化
2023-03-02 00:51:32于英華楊帥彬阮文新沈佳興
兵器裝備工程學報 2023年2期
于英華,楊帥彬,阮文新,徐 平,沈佳興
(遼寧工程技術大學 機械工程學院,遼寧 阜新 123000)
1 引言
鈦合金因其密度低、強度高、無磁、耐高溫和耐腐蝕等優良性能,成為制造兵器裝備和航空航天飛行器關鍵零件不可或缺的重要材料[1-2]。但也因其切削溫度高、變形系數小和熱導率低等不足,使其成為難加工材料,并制約著該材料在相關工程領域中的應用。為此,研究提高鈦合金切削性能的新型刀具結構具有重要意義。在刀具表面加工出具有一定尺寸形狀的織構被證明是解決鈦合金難加工問題的一種有效手段,成為近年來國內外廣泛關注的研究熱點問題[3-7]。
Patel等在碳化鎢刀具的前刀面加工出溝槽微織構,通過仿真分析和切削試驗的方法研究了微織構對刀具切削力、應力、溫度、磨損率和變摩擦系數的影響[4]。Olleak等采用仿真分析方法研究了溝槽和凹坑微織構對刀具切削性能的影響[5]。佟欣等通過理論、仿真和試驗的方法研究了變密度圓凹坑微織構在銑削鈦合金工件的切削過程中對球頭銑刀性能的影響,并運用模糊評價方法對變密度圓凹坑微織構的密度分布系數進行了優選[6]。劉偉等通過仿真分析方法研究了半球形凹坑和凸起以及梯形槽微織構對刀具切削鈦合金性能的影響[6]。
截止目前,國內外對微織構刀具進行了大量的研究,并取得了許多可喜成果,但也存在著如下不足:其一,目前對于織構形狀的研究大多數集中于凹槽織構和圓形凹坑織構,但是對于其他形狀的微織構研究較少,需進一步拓寬對織構形狀的研究,充分挖掘微織構提升刀具性能的潛力。其二,多數研究僅通過試驗或仿真的方法研究了微織構部分參數對刀具切削性能的影響,個別研究提出存在可使刀具的某項性能最優的微織構參數。但是從提高刀具多項切削性能出發,運用多目標優化設計理論對刀具表面微織構進行多參數優化設計方面的研究鮮見報道。
本文中在課題組前期研究提出的具有較廣泛尋優空間的EOOPT[8]基礎上,運用仿真分析方法研究在刀具前刀面織構EOOPT時,其特征參數對刀具最高切削溫度、主切削力的均值和刀具最大應力的影響規律,并對其進行多目標優化設計,以充分發掘微織構刀具提高鈦合金切削性能的潛力。
2 研究原型選取及性能分析
2.1 研究原型選取
本文中以硬質合金刀具直角自由切削Ti6Al4V為研究對象,相關材料性能參數如表1所示。

表1 刀具與工件材料性能參數Table 1 Tool and workpiece material performance parameters
選取刀具的幾何參數為:前角γ為15°,后角為6°。工件材料采用如式(1)所示的Johnson-Cook本構模型。
(1)

2.2 仿真分析模型建立
將工件簡化為6 mm×2 mm×1.4 mm的長方體模型,運用UG軟件建立切削模型,網格單元類型為四面體網格,刀尖部分進行網格細化,設置刀頭和工件的最大網格尺寸分別為0.1 mm和0.2 mm,最小網格尺寸均為0.001 mm。冷卻條件為浸潤冷卻,選用切削液的型號為C225可溶性油,設置切削液的初始溫度為20 ℃,對流傳熱系數為60 000 W/(m2·℃)。在仿真過程中,采用刀具完全固定工件進給的形式,設置切削深度為0.4 mm,切削長度為4 mm,進給速度為3 m·s-10。定義刀具和工件的初始溫度為20°。得到切削仿真模型如圖1所示。

圖1 切削仿真模型Fig.1 Model of cutting simulation
2.3 刀-屑摩擦系數的求解
在仿真分析時,還需進行刀-屑摩擦系數的設置。
刀具切削工件時,可將主切削力Fc與切深抗力Fp的合力沿前刀面的切向和法向分別分解為摩擦力Ff和正向壓力Fn,如圖2所示。

圖2 前刀面切削力分解Fig.2 Cutting force decomposition of front tool face
Ff和Fn的比值即為切削過程中的平均摩擦系數μ,如式(2)所示。
(2)
根據經驗將刀-屑摩擦系數μ1設置為0.2[10],進行第一次仿真,由式(2)計算得到刀-屑摩擦系數的第一次迭代結果μ2,計算迭代結果與設置值之間的Δ1=|μ2-μ1|;將刀-屑摩擦系數設置為μ2,進行第二次仿真得到第二次迭代結果μ3,以及Δ2=|μ3-μ2|。不斷進行重復迭代,當完成第i次仿真時得到i次迭代結果μi+1,此時Δi=|μi+1-μi|,若Δi>Δi-1,則迭代可以終止。μi即為合理的μ設置值[11]。最終原型刀具的摩擦系數為0.447 4。
2.4 仿真結果及分析
通過AdvantEdge軟件仿真分析得到原型刀具的溫度云圖、應力云圖和切削力時間歷程曲線如圖3所示。
由圖3可以得到原型刀具最高溫度為928.56 ℃;最大應力為1 755.87 MPa;主切削力平均值為998.43 N。
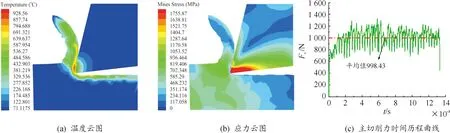
圖3 原型刀具切削性能仿真分析結果Fig.3 Simulation results of cutting performance of prototype tool
2.5 仿真分析模型驗證
為驗證仿真模型的準確性,本文中結合文獻[12]中的實驗結果進行驗證,選用與其相同的切削參數進行仿真分析。工件為1.5mm×0.8mm×1mm的長方體模型,刀具前角為5°,后角為6°,切削速度為49 m/min,切削深度分別為0.05 mm、0.1 mm和0.15 mm,初始溫度為20℃,摩擦系數求法同前敘原型刀具,本文中仿真分析和文獻[12]中實驗測得的主切削力對比結果如表2所示。

表2 主切削力對比Table 2 Main cutting force comparison
由表2可知,3種不同切削深度條件下刀具的主切削力的仿真值與實驗值的誤差均小于10%,說明本文所建立的切削仿真模型具有足夠的精度。
3 微織構刀具切削性能研究
3.1 微織構形狀及織構位置
本文中所采用的微織構為圖4所示的EOOPT,該微織構具有如下特點:其一,其橢圓開口本身具有各向異性的特點,當其長軸與短軸相同時可以轉化為圓形;其二,其截深形狀為偏置拋物線形,當偏置量為零時可轉換為對稱截深;其三,當離散凹坑的開口中心間距趨于零時,EOOPT可以演變成溝槽形微織構。為此,當運用多目標對EOOPT進行參數優化時,相當于可以同時探討圓形開口和橢圓開口、對稱截深和非對稱截深、離散凹坑微織構以及對稱與非對稱截深溝槽微織構對刀具切削性能的影響,進而增大微織構的尋優空間,以獲得可充分提升刀具切削性能的微織構形貌。在刀具前刀面1.5 mm×1 mm區域加工微織構陣列,如圖4所示。A為橢圓長軸,B為橢圓短軸,C為織構深度,l1為橢圓開口的中心軸線,l2為偏置類拋物線截深最低點處的軸線,D為軸l1相對于軸l2的偏移量,S為微織構的間距,L為前排微織構與刀具主切削刃的距離簡稱(“刃邊距”)。

圖4 微織構單元結構簡圖Fig.4 Structure sketch of the micro-textured unit structure
3.2 微織構參數對刀具切削性能影響規律研究
選取EOOPT特征參數A、B、C、D、S和L作為參變量,最高溫度、主切削力和最大應力作為考察目標,通過響應面理論研究EOOPT特征參數對刀具性能的影響規律[13-15]。查閱國內外相關文獻確定各特征參數的取值范圍,利用Design-Expert軟件的CCD中心復合設計方法構造如表3所示的EOOPT特征參數六因素五水平的52組響應面試驗,并通過AdvantEdge軟件對不同因素水平微織構刀具進行仿真分析,其中摩擦系數求法同前敘原型刀具,結果如表3所示。
根據表3中的仿真分析結果,應用軟件中的響應面分析模塊得到微織構各參數兩兩因素交互作用對刀具最高溫度、主切削力和最大應力的響應曲面,限于篇幅,本文只給出刀具最高溫度的響應曲面,如圖5所示。
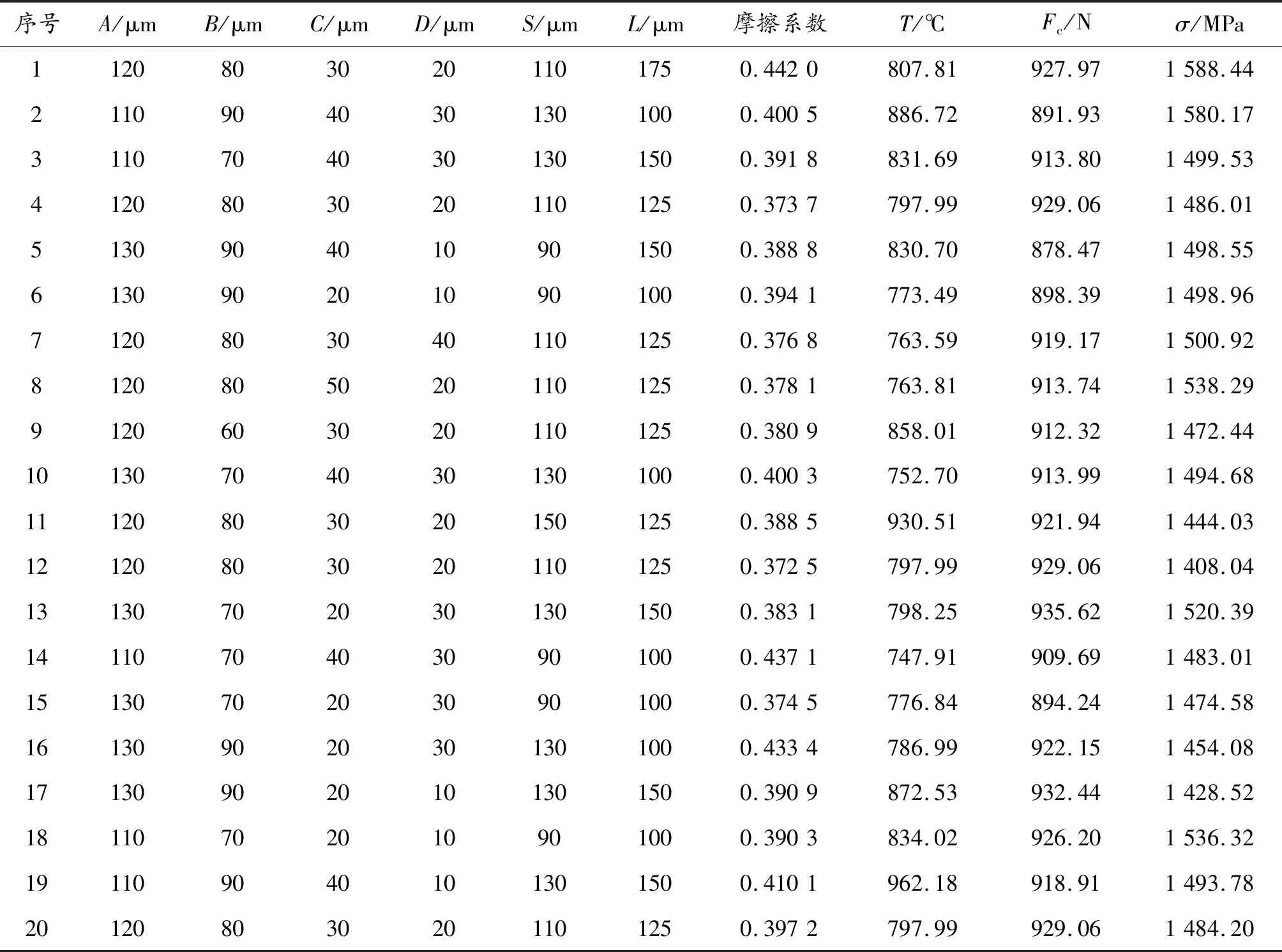
表3 微織構刀具性能仿真分析結果Table 3 Simulation analysis results of micro texture tool performance

續表(表3)

圖5 交互因素對刀具最高溫度的響應面分析Fig.5 Response surface analysis of interaction factors to maximum tool temperature
由圖5(a)(e)可知,相較于其他因素,偏移量對刀具最高溫度的影響最顯著;由圖5(f)—圖5 (i)可知,其他5個參數相比較時,間距較另外4個參數顯著;由圖5(j)—圖5 (l)可知,其余4個參數相比較時,長軸長較另外3個參數顯著;由圖5(m)和圖5(n)可知,短軸長較深度和刃邊距對刀具最高溫度的影響更顯著;最后通過圖5(o)可知,當深度和刃邊距比較時,刃邊距對刀具最高溫度的影響更顯著。最終可以判斷六個微織構參數對刀具最高溫度的影響程度次序為:偏移量>間距>長軸長>短軸長>刃邊距>深度。同理可得6個微織構參數對主切削力的影響次序為:間距>偏移量>深度>刃邊距>長軸長>短軸長;對最大應力的影響次序為:刃邊距>深度>短軸長>間距>長軸長>偏移量。
4 微織構參數優化設計
以單一目標作為衡量指標時,最優微織構特征參數各不相同,為了獲得綜合考慮多目標的最優微織構特征參數,本文中進一步對響應面試驗數據進行神經網絡與遺傳算法相結合的擴展優化設計。
4.1 BP神經網絡的建立
建立如圖6所示的6-7-3神經網絡。其中有6個輸入層節點分別為橢圓開口長軸、短軸、深度、偏移量、間距和刃邊距。隱藏層節點數7個,輸出層節點數3個,分別為最高溫度、主切削力平均值及最大應力。

圖6 神經網絡拓撲結構圖Fig.6 Topology diagram of neural network
以表3中的36組數據進行模型訓練,其余16組數據進行樣本測試。設置迭代次數為1 000次,學習速率為0.01,訓練目標為0.000 01[16-17],得到16組測試樣本的各指標仿真值與模型預測結果如圖7所示。由圖7可知,各指標仿真值與模型預測值對比結果誤差均小于5%,擬合度較高,訓練精度達到了預期。

圖7 仿真值與模型預測值對比Fig.7 Comperation between simulation analysis and model prediction results
4.2 適應度函數的設計
由于本文中對微織構參數優化屬于多目標優化,因此引入隸屬度對其進行綜合評價。其中隸屬度與綜合評價如式(3)和式(4)所示:
(3)
(4)
式中:x為性能指標值;i為性能指標的序號,i為1,2,3;j為試驗序號;δji為第j次試驗,性能指標為i的隸屬度值;λi為表示第j個樣本i指標的權重,∑λi=1。
預測輸出值分別設為T1、T2、T3,對各指標進行權重分配后,通過式(4)得到綜合評分,結合式(3)對適應度函數進行設計。每一代的個體適應度值fitness調整如式(5)所示。
(5)
式中:T1為輸出刀具最高溫度值;T2為輸出主切削力值;T3為輸出最大應力值;T1max和T1min分別為刀具最高溫度的最小值和最大值;T2max和T2min分別為刀具主切削力的最小值和最大值;T3max和T3min分別為刀具最大應力的最小值和最大值。
4.3 微織構參數優化設計
將綜合評價作為個體適應度值,在遺傳算法迭代尋優過程中其適應度值越小,個體越優。為了使遺傳算法中的個體適應度值的變化更優越,設置最大迭代次數為100,種群規模為20,交叉概率和變異概率分別取0.4與0.2。再結合響應面試驗的仿真結果對遺傳算法的6個參數變量的搜索邊界進行設置:橢圓長軸長A[100,140]、短軸長B[60,100]、微織構深度C[10,50]、偏移量D[0,40]、間距S[70,150]、刃邊距L[75,175]。最終得到適應度曲線圖如圖8所示。當迭代85次時,得到最優微織構參數為:A=130 μm、B=90 μm、C=40 μm、D=30 μm、S=90 μm、L=100 μm。

圖8 適應度曲線Fig.8 Fitness curve
建立具有最優參數的微織構刀具切削模型并進行仿真分析,得到刀具的溫度云圖、應力云圖和主切削力時間歷程曲線如圖9所示。

圖9 最優參數微織構刀具切削性能仿真結果Fig.9 Simulation results of cutting performance of micro-textured tool with optimal parameters
由圖9可以得到最優參數微織構刀具的最高溫度為824.174 ℃,最大應力為1 484.04 MPa,主切削力平均值為890.5 N。與原型刀具切削性能對比結果如圖10所示。

圖10 切削性能對比Fig.10 Comparison of cutting performance
由圖10可知,與原型刀具相比,最優參數EOOPT刀具的最高溫度、最大應力和主切削力的平均值分別降低了11.24%、15.48%和10.81%。
5 結論
1) EOOPT參數對刀具最高溫度、最大應力和平均主切削力影響大小順序分別為:偏移量>間距>長軸長>短軸長>刃邊距>深度、刃邊距>深度>短軸長>間距>長軸長>偏移量和間距>偏移量>深度>刃邊距>長軸長>短軸長。
2) EOOPT最優參數為:橢圓長軸130 μm、短軸90 μm、深度為40 μm、偏移量為30 μm、間距為90 μm、刃邊距為 100 μm。
3) 在刀具前刀面織構具有最優參數的EOOPT可以使刀具最高溫度、最大應力和主切削力的平均值分別降低了11.24%、15.48%和10.81%,有利于提高刀具的壽命及鈦合金的加工質量。