一種可自動校正的軌道吊FLAG板大車定位裝置
2023-03-02 00:14:06黃緯廣州南沙聯合集裝箱碼頭有限公司
珠江水運 2023年2期
◎ 黃緯 廣州南沙聯合集裝箱碼頭有限公司
在自動化碼頭中,自動化軌道吊扮演著堆場裝卸運輸的重要角色。而FLAG板(標志板)定位系統因其較低的成本和較高的精度,廣泛應用于自動化軌道吊的大車定位中。針對長距離行走中發生的打滑等異常使FLAG板定位系統中的絕對值編碼器輸出數據產生誤差,造成故障報出或堆箱不齊等問題,本文以南沙四期自動化軌道吊項目為例,介紹一種基于軟件邏輯校驗的,可自動校正絕對值編碼器的FLAG板定位裝置。
1.自動校正FLAG板定位裝置的設計背景
自動化軌道吊存在海陸側跨距較大、大車運行距離較長、堆場在投入運行一段時間后容易出現沉降導致軌道不平等作業特點,因此需要高精度的大車定位方式。而自動化作業的大車方向偏差允許量通常在2cm以內,可以說,一套精確的大車定位系統是自動化軌道吊項目能否成功的關鍵。
傳統碼頭堆場單機大車行走行程在600米以上。當大車長距離行走時,裝有編碼器的主動輪跟軌道偶發接觸不牢、打滑導致的編碼器輸出誤差累計可達10米以上。過大的誤差導致自動化堆箱時系統報出“堆場抓放箱偏差過大”“左右側有障礙物”等故障,終止自動抓放箱;從而增加遠控司機手動作業量,降低堆場裝卸效率。
目前自動化軌道吊的大車定位方式常采用衛星定位、場地+設備定位等方式。衛星定位具有精度較高的優點,但由于衛星定位信號易受到通信干擾。而目前自動化碼頭運輸設備多采用遠程控制,普遍存在多頻段的通信,所以衛星定位較不穩定。目前大多數集裝箱碼頭采用場地+設備定位。在場地+設備這一定位方式中,傳統軌道吊較多使用增量型編碼器+磁釘來進行大車定位。磁釘系統由安裝于軌道的磁釘、安裝在大車上的掃描天線及其處理系統組成。當天線中心線經過磁釘上方時,主控制器會接收到一個上升沿脈沖及相應磁釘編號。該方案中磁釘及其掃描天線價格昂貴,地面施工成本高。且磁釘易受到雜物、磁釘消磁等影響。
此外,“場地+設備”定位方式還有許多種實現形式。比如格雷母線定位系統,其主要部分為格雷母線、天線箱、地址編碼發射器、接收器。工作原理為利用扁平狀的格雷母線和天線箱相互靠近,產生電磁耦合,同時用位移傳感器進行通信,并檢測到天線箱在格雷母線長度方向上的位置。此外,有一部分自動化碼頭也采用RFID射頻識別技術進行大車定位,其系統構成包括安裝在軌道一側的間隔排列的電子標簽,機器上的RFID讀寫器,及相應的PLC讀寫程序和編碼器校正程序。其工作原理為機器在軌道行走過程中,讀寫器掃描到電子標簽,將標簽序號上傳至PLC。相比之下,同樣為“場地+設備”,FLAG板定位裝置只需要鐵制的標志板、光電傳感器及常規編碼器,施工及維護方便,成本較其他幾種方式大幅度降低。
2.FLAG板定位系統構成及原理
FLAG板定位系統硬件上由安裝在設備大車上的光電傳感器及平行依次非對稱安裝在軌道一側的間隔6米的不銹鋼標志板、絕對值編碼器和增量型編碼器組成(如圖1)。在本項目中,自動化軌道吊由8個大車電機進行驅動(如圖2)。8個大車電機分為2個電機組,分別由2個變頻器進行控制。其中絕對值編碼器安裝在3#和7#電機的驅動輪軸上,增量型編碼器安裝在2#和6#電機上。兩種編碼器在兩側對稱交叉布置的目的在于,即使一側大車或編碼器發生故障,通過應急處理,另一側大車正常運行也可以帶動整機應急進行動作。大車電機組1的增量型編碼器和大車電機組2的增量型編碼器分別將信號反饋給電氣房中的兩個大車變頻器模塊。

圖1 大車FLAG板定位裝置實物圖
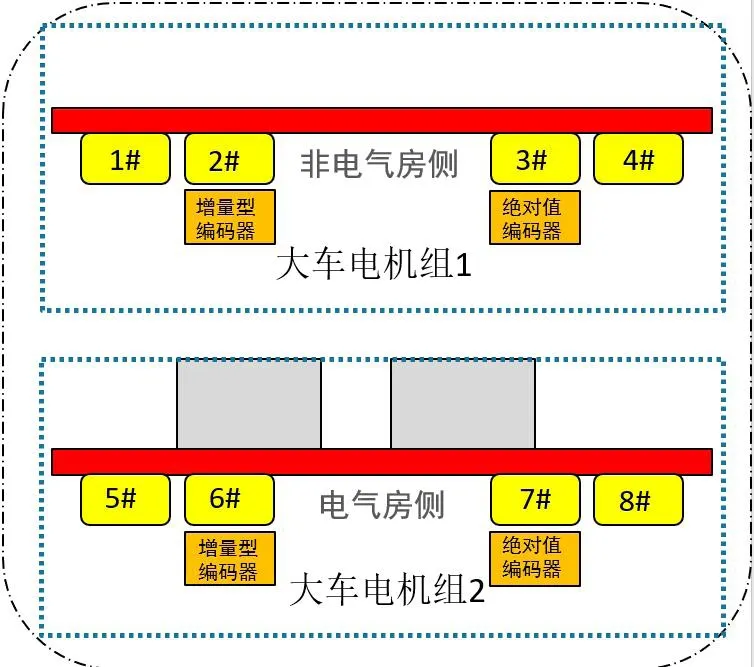
圖2 軌道吊大車電機及編碼器分布圖
每一塊FLAG板所在的位置值已提前保存在PLC程序中。當激光傳感器掃到FLAG板時,系統根據當前絕對值編碼器的值確定FLAG板編號,讀取相應大車位置值。當大車行駛在兩塊FLAG板中間時,系統靠增量型編碼器累計讀數計算相應的大車位置值。
設FLAG板計算出的大車位置值為PGantry,則
其中:
PFlag為FLAG板基礎位置值,提前保存在PLC程序中;
CWidth為Flag板寬度補償值,本項目取180mm,±號根據大車方向決定;
CSpeed為激光器反應速度補償值,根據大車實時速度確定;
CPosition為激光器位置補償值,本項目取-608mm;
PEncoder為大車增量型編碼器計算值,由編碼器計算后得出。
3.軟件標定原理及流程
本項目采用西門子Portal軟件進行程序編寫。軟件標定,即確定增量型編碼器和絕對值編碼器的比例系數值Factor和補償值Offset,使編碼器能準確計算出實際大車位置。可取相鄰的兩塊FLAG板,設第一塊位置較小的板的編碼器讀數值和實際位置值分別為X1、Y1,第二塊位置較大的板的編碼器讀數值和實際位置值為Y2。
Factor及Offset值的計算公式為:
絕對值編碼器標定流程為(如圖3):
①根據堆場的位置從小到大,取任意一段兩塊FLAG標志板間共6米長的大車行程,獲取相鄰的兩塊FLAG板的位置值Y1、Y2。②將位置較小的FLAG板的左側與大車中心線保持平齊,在軟件程序塊FB413(圖3)中,設將NewloadValue設置為10000000(X1 值),LoadValueDirec強制通,再強制斷。③將大車運行到最后一塊flag板的左側與大車中心對應,記錄此時的AbsEncRead_Dint值(X2值),解除LoadValueDirec 強制。④將X1、X2、Y1、Y2四個值代入公式算出得出factor和offset的值,然后填入對應機號的參數表中。
增量型編碼器的標定流程(如圖4):
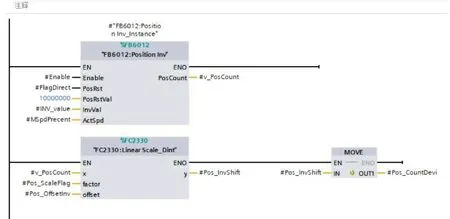
圖4 增量型編碼器標定程序塊FB6013
①獲取相鄰的兩塊FLAG板的位置值Y1、Y2。②打開程序塊FB6013,在起始位置將增量型編碼器數值PosRstVal賦值1000000。則此時認為實際位置為0mm。③將清零程序點臨時強制斷,防止增量型編碼器數值被刷新。④打旁路將大車手動運行600mm,記錄當前的PosCount值,然后解除清零程序點強制。記第一塊FLAG標志板PosCount為X1,第二塊FLAG標志板PosCount為X2。⑤將X1、X2、Y1、Y2四個值代入公式算出得出增量型編碼器的factor和offset的值,然后填入對應機號的參數表中。
4.自動校正流程簡介
自動化軌道吊大車行走過程中,若絕對值編碼器位置值出現偏差,系統會首先使用自動校正流程進行校正。自動校正流程的思路是利用PLC程序上的邏輯校驗,計算出絕對值編碼器的值PAbs與FLAG板計算出的大車位置值PGantry的偏差,然后在不同條件下進行判斷和校正,最終使校正后的兩者偏差在允許范圍內。以下為校正過程:
設程序校驗偏差值為R,則
①當光電傳感器掃到FLAG 板時,程序進行判斷;若20 cm<R<100 cm,大車停下來后會將PGantry的值賦給PAbs。②當在兩塊FLAG板中間運行或軌道吊進行過街時,程序實時進行判斷;若30cm<R<100cm,報出故障停機,并將PGantry賦給PAbs。兩種情況下,當偏差值超過100cm時,出于安全考慮不予賦值,報出故障停機。流程圖如圖5、圖6所示。
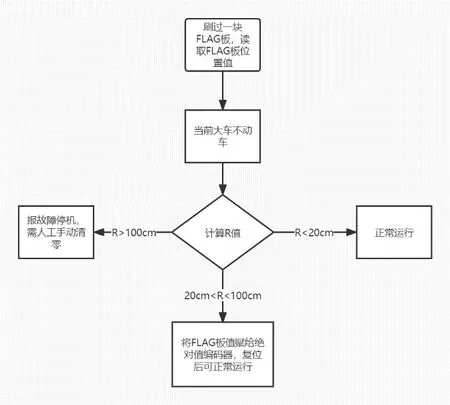
圖5 刷FLAG板時校正流程圖

圖6 報同步檢測故障時校正流程圖
5.手動校正流程簡介
當FLAG板計算值與編碼器值偏差過大,或其他情況下自動校正流程失效時,需人工手動校正。本項目自動化堆場為側面裝卸水平布局,大車行走距離較長,單臺機可橫跨幾個堆場,傳統的大車極限位置作為校正點不適用;故本項目使用大車錨定位置PArchor作為手動校正點。即每臺機在堆場中設定一個特定的錨定位并安裝相應感應板。具體手動校正流程如下:
工程技術人員申請進場上機,與司機溝通將大車開至對應錨定位,直至校正限位感應到地面感應板。后在電氣房操作站選擇編碼器位置,并長按清零按鈕保持一定延時,隨后錨定位置的大車位置值PArchor的值被賦給PAbs,校正完成。
6.安裝維護注意事項
(1)FLAG板安裝前應確認堆場無明顯起伏,且FLAG板與軌道距離須一致。
(2)FLAG板安裝前需建立堆場坐標系,并使用激光水平儀對每一塊板的位置進行精確測量。
(3)日常進行設備檢查時需檢查FLAG板底座有無松動,FLAG板有無缺失;光電傳感器有無損壞等。
7.常見故障與解決方法
(1)“大車FLAG板位置信號丟失”。此故障原因有兩個。一個原因為光電傳感器掃描時連續漏掉2塊flag板。解決方法為檢查激光器高度是否過高,FLAG板是否缺損。另一個原因為斷電重啟大車變頻器和編碼器,導致FLAG板位置跳變。解決方法為:若絕對值編碼器位置正確,則可操作設備使用旁路進行臨時動車,到達下一個FLAG板后,讀取到下一個FLAG板的數值即可解決。若編碼器位置也出現錯誤,則需要在單機程序中將此時大車位置值賦給編碼器,后操作設備使用旁路進行臨時動車,到達下一個FLAG板。
(2)“大車絕對值編碼器通訊故障”,且DP插頭上的指示燈從綠色變為紅色。此故障原因為大車絕對值編碼器的dp通訊與上下層通訊之間斷開。解決方法為排查編碼器通訊DP線路上的各個節點,檢查DP插頭屏蔽線是否正確接地。
(3)“大車絕對值編碼器與FLAG板偏差過大故障”此故障由前文中絕對值編碼器校驗報出。故障原因有:堆場內臨近FLAG板處堆積雜草或其他障礙物,導致激光器誤掃到障礙物報出故障;FLAG板遭到破壞、激光器異常或兩者對位位置未調節好;堆場軌道發生沉降,上下不平,導致機器在運行過程中發生抖動等等。為避免此故障發生,需做好堆場巡檢,對FLAG板、軌道及其四周的異物進行及時清理。
8.大車定位裝置的防打滑設置
南方氣候潮濕多雨,在軌道上存在積水時,大車加減速的過程中大車車輪易打滑,從而造成大車編碼器記錄的車輪轉動圈數與實際大車運動距離不一致,報出大車定位故障或大車變頻器故障。針對這個問題,本定位裝置增加了防打滑設置,使用一套專用的PLC程序參數和變頻器參數,從而避免大車車輪打滑及其衍生故障。
PLC 程序設置如下(以西門子Portal程序為例)(如圖7):①設置雨天模式,限制大車速度:在大車控制程序塊FC405中,增加速度控制邏輯。當維修人員開啟雨天模式時,Gantry Speed Limit 3字段置1,大車的速度限制在50%。從而避免雨天高速狀態下的車輪打滑。②在大車控制程序塊FC405中,延長從全速減至5%速度的時間到10.5s。從而使大車減速曲線更加平緩。③在大車監控程序塊FB402中,將大車運行超時的監測時間進行延長。
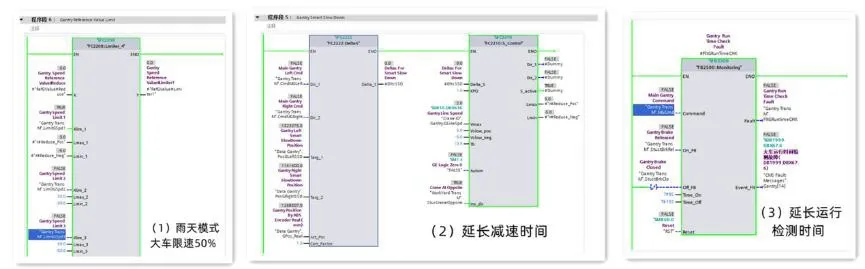
圖7 PLC程序防打滑設置
變頻器參數設置如下(本項目采用西門子STARTER 進行變頻器參數設置):①增大當前采樣時間內允許的最大速度差(參數p0492)至200rpm。②修改判定電機失速的相關參數:增大速度閾值(參數p1744)至100rpm,增大速度公差(參數p1745)至45%,增大延遲時間(參數p2178)至2s。③修改判定電機堵轉的相關參數:降低速度閾值(參數p2175)至8.5rpm,增加延遲時間(參數p2177)至2s。
防打滑模式修改前后的大車運行效果對比如圖8和圖9。從圖8中可以看出,參數修改前,大車標準模式下,遠控司機從全速狀態松掉手柄,經過6s大車減速到速度為0。而如果設置了防打滑模式,速度曲線明顯變得平緩。從圖9中可以看出,參數修改后,大車到終點前減速到0的曲線也明顯變得平緩。由此看出,防打滑模式的設置使速度變化變得平緩,很大程度上降低了車輪打滑的可能性。

圖8 全速時松掉手柄的速度曲線對比

圖9 到終點前減速曲線對比
9.結論
這套以自動校正為主,手動校正為輔的FLAG板大車定位裝置,將程序邏輯校驗和人工干預相結合,用較低的成本實現了FLAG板定位裝置的高精度校正,確保了自動化軌道吊大車行走誤差控制在20cm以內,從而保證了堆場內自動化疊箱和與集卡對位時大車方向的精確度。該方法對其他軌道式自動化裝卸設備如自動化岸橋、自動化門機的大車行走校正也有很大的參考意義。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
中國衛生(2015年3期)2015-11-19 02:53:32
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
