微溝槽織構(gòu)對(duì)膨脹錐摩擦性能影響的數(shù)值模擬*
2023-02-27 12:41:14王鑫郭慧娟徐丙貴趙運(yùn)才王宏偉鄭彬
石油機(jī)械 2023年1期
關(guān)鍵詞:溝槽
王鑫 郭慧娟 徐丙貴 趙運(yùn)才 王宏偉 鄭彬
(1. 江西理工大學(xué)機(jī)電工程學(xué)院 2. 中國(guó)石油集團(tuán)工程技術(shù)研究院有限公司 3.攀枝花學(xué)院智能制造學(xué)院)
0 引 言
膨脹錐作為膨脹管技術(shù)(SET)的主要工具之一,在膨脹過程中表面受到極大的接觸應(yīng)力。在超長(zhǎng)段膨脹管膨脹過程中,膨脹錐表面將逐漸被磨損,其最大有效膨脹直徑將縮小,導(dǎo)致膨脹管膨脹后內(nèi)徑達(dá)不到要求,影響后續(xù)鉆采作業(yè)[1-2]。在膨脹過程中,膨脹錐表面漸進(jìn)性磨損發(fā)生在膨脹錐膨脹區(qū)。該磨損涉及接觸面之間的機(jī)械和化學(xué)相互作用,在很大程度上受潤(rùn)滑狀態(tài)、膨脹速度、膨脹錐和膨脹管材料硬度的影響[3-5]。因膨脹錐表面受力極大,在確保膨脹率的前提下,膨脹錐的材質(zhì)、錐角及表面形貌等因素對(duì)自身摩擦性能有重要影響。在膨脹管管材、膨脹錐結(jié)構(gòu)和選材都確定的前提下,影響膨脹錐摩擦性能的主要因素是界面接觸狀態(tài)和接觸壓力。界面接觸狀態(tài)受潤(rùn)滑液/潤(rùn)滑脂和接觸表面形貌影響,而接觸壓力受膨脹管材料力學(xué)性能影響。
目前對(duì)膨脹錐減摩耐磨研究從潤(rùn)滑機(jī)理和表面涂層技術(shù)入手取得了較多成果。劉強(qiáng)等[6]采用摩擦模擬試驗(yàn)的方法,研究二硫化鉬鋰基脂、鉛基潤(rùn)滑脂和沒有潤(rùn)滑脂的3種條件下普通 N80膨脹管材料的摩擦性能;試驗(yàn)結(jié)果表明,在有潤(rùn)滑脂存在的條件下,膨脹管膨脹過程中的摩擦因數(shù)和磨損量會(huì)顯著降低,并且磨損機(jī)理由磨粒磨損變?yōu)轲ぶp。魏松波等[7]采用噴涂技術(shù)在膨脹錐部分表面制備厚度約為 200 μm的碳化物硬質(zhì)涂層,通過摩擦磨損試驗(yàn)研究涂層和無涂層試樣的摩擦性能;結(jié)果表明,硬質(zhì)涂層可以明顯減小試樣的摩擦力,減輕試樣的表面磨損。
傳統(tǒng)機(jī)械觀點(diǎn)認(rèn)為,兩摩擦副接觸表面越光滑摩擦因數(shù)越小,所以摩擦力和磨損率也會(huì)減小。但學(xué)者們對(duì)仿生學(xué)的研究表明,相比光滑表面,具備一定非光滑特征的摩擦表面具備更好的摩擦特性,即摩擦副接觸表面并非越光滑越好。近年來,通過機(jī)械加工、電解、激光等方式在摩擦副表面加工表面微織構(gòu)實(shí)現(xiàn)減摩耐磨開展了眾多研究,理論和試驗(yàn)結(jié)果都顯現(xiàn)出微織構(gòu)在減摩耐磨上有突出優(yōu)點(diǎn)。DENG J.X.等[8]對(duì)WC/Co硬質(zhì)合金刀具前刀面進(jìn)行不同幾何特征的表面織構(gòu)分析,并在織構(gòu)后刀面上填充二硫化鉬固體潤(rùn)滑劑,通過織構(gòu)化刀具和常規(guī)刀具干切削對(duì)比試驗(yàn)驗(yàn)證織構(gòu)性能;結(jié)果表明,與傳統(tǒng)加工方法相比,前刀面織構(gòu)化后的刀具,其工作時(shí)的切削力、切削溫度以及刀屑界面摩擦因數(shù)均顯著降低。赫冬等[9]為了研究微織構(gòu)幾何形貌及排布方式對(duì)發(fā)動(dòng)機(jī)氣缸套摩擦副減摩耐磨的作用,采用激光加工技術(shù)在CKS活塞環(huán)上進(jìn)行微織構(gòu)化處理;通過摩擦磨損試驗(yàn)得出活塞環(huán)表面微織構(gòu)可改善摩擦磨損性能,減小磨損率;其原因是微織構(gòu)能儲(chǔ)存潤(rùn)滑油、收集磨屑以及減小活塞環(huán)和氣缸套的接觸面積。
目前評(píng)價(jià)膨脹管技術(shù)主要從膨脹管膨脹質(zhì)量上來考慮,忽略了對(duì)膨脹錐摩擦性能的分析。筆者首先根據(jù)膨脹管彈塑性理論,建立膨脹錐受力模型,再進(jìn)行無織構(gòu)膨脹錐的膨脹過程有限元模擬,旨在分析無織構(gòu)膨脹錐的摩擦性能,為后續(xù)織構(gòu)化膨脹錐分析提供參考對(duì)比。因當(dāng)前將織構(gòu)應(yīng)用到膨脹錐表面來增強(qiáng)其耐磨性的研究還較少,筆者通過有限元的方法對(duì)微溝槽膨脹錐進(jìn)行了膨脹模擬。微溝槽形狀是三角溝槽,相對(duì)于傳統(tǒng)圓形、方形等微織構(gòu),三角微溝槽織構(gòu)可以產(chǎn)生較好的楔形效應(yīng)[10-11]。所研究的微溝槽織構(gòu)是45°斜線走向溝槽和正弦型走向溝槽。筆者通過比較無織構(gòu)與織構(gòu)化膨脹錐模擬結(jié)果,從應(yīng)力角度分析表面微溝槽織構(gòu)膨脹錐的干摩擦性能,以期為膨脹錐減磨研究應(yīng)用表面微溝槽織構(gòu)提供理論依據(jù)。
1 膨脹錐受力模型
1.1 膨脹管彈塑性力學(xué)分析
在膨脹過程中,隨著內(nèi)壓的逐漸增大,膨脹管先進(jìn)入彈性階段,然后是彈塑性階段,最后是塑性流動(dòng),發(fā)生塑性變形[12]。在該過程中,膨脹錐受到膨脹管的反作用力是不連續(xù)變化量,難以用具體解析式表達(dá)。取膨脹管外壁剛進(jìn)入塑性變形狀態(tài)為研究對(duì)象,在該時(shí)刻膨脹錐受到膨脹管的反作用力最大。在膨脹管剛進(jìn)入塑性變形區(qū)域內(nèi)縱向取一厚度為dz的微單元截面,進(jìn)行彈塑性力學(xué)分析。膨脹管微單元受力示意圖如圖1所示。
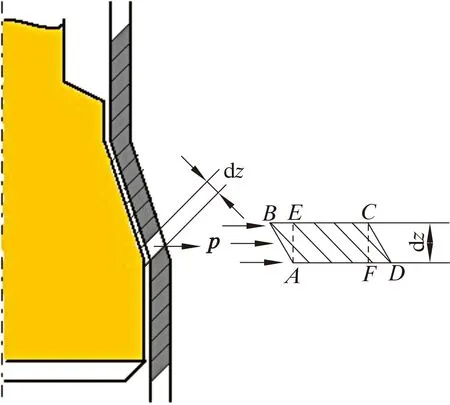
圖1 膨脹管微單元受力示意圖Fig.1 Force diagram of an infinitesimal element of the expansion cone
由于膨脹錐的硬度遠(yuǎn)大于膨脹管,在分析過程中,假定膨脹錐的屈服強(qiáng)度遠(yuǎn)大于膨脹管的屈服強(qiáng)度,即膨脹錐的變形不予考慮,兩者間的接觸方式視為面-面接觸。對(duì)膨脹管做如下假定:①材質(zhì)具有各向同性,材料為理想彈塑性體,即材料沒有加工硬化,符合理想彈塑性體的應(yīng)力應(yīng)變曲線;②為理想的同心圓管,壁厚均勻,橫截面為滾圓;③在每一個(gè)橫截面周向方向內(nèi),應(yīng)力分布均勻[13]。
膨脹錐在推力作用下與膨脹管接觸,接觸正壓力產(chǎn)生壓力p,其作用于膨脹管內(nèi)壁,使膨脹管徑向膨脹。可將AB邊受壓力p作用的四邊形ABCD等效為AE邊承受均布?jí)毫作用的四邊形AECF。
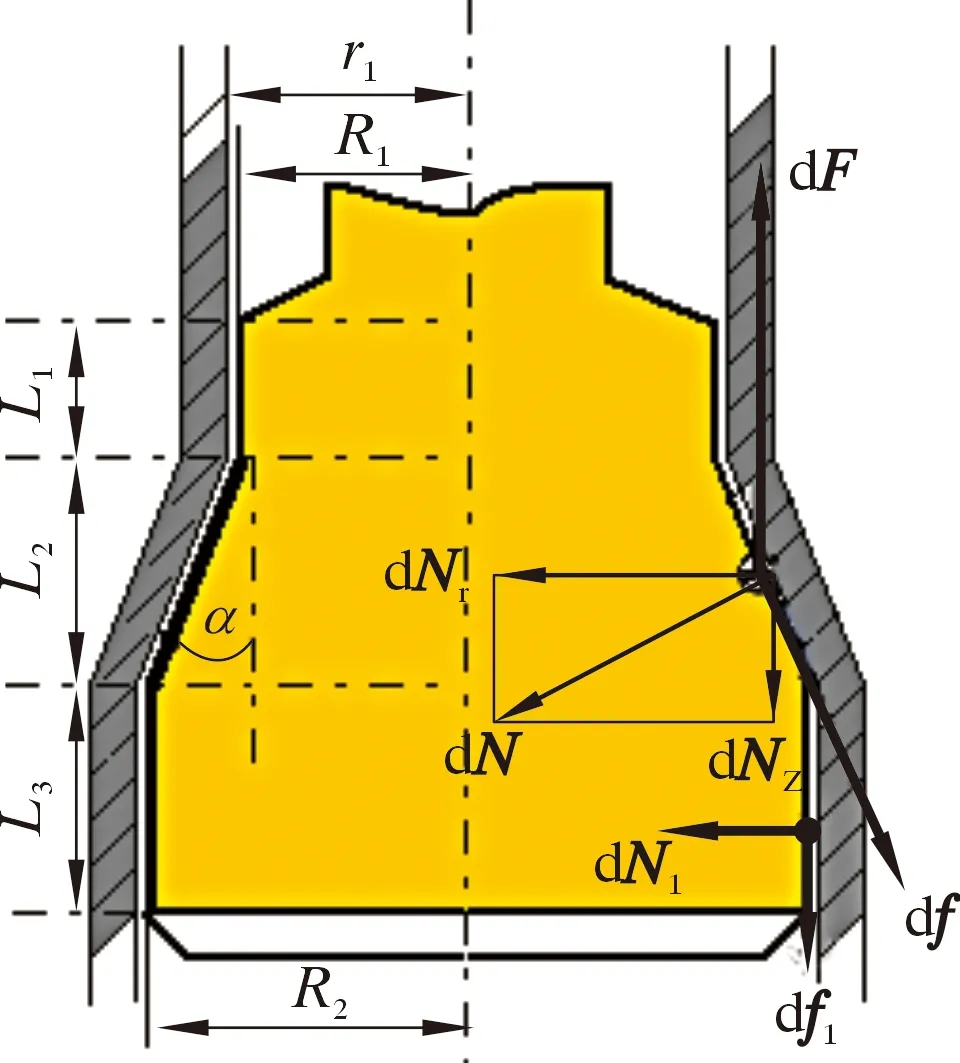
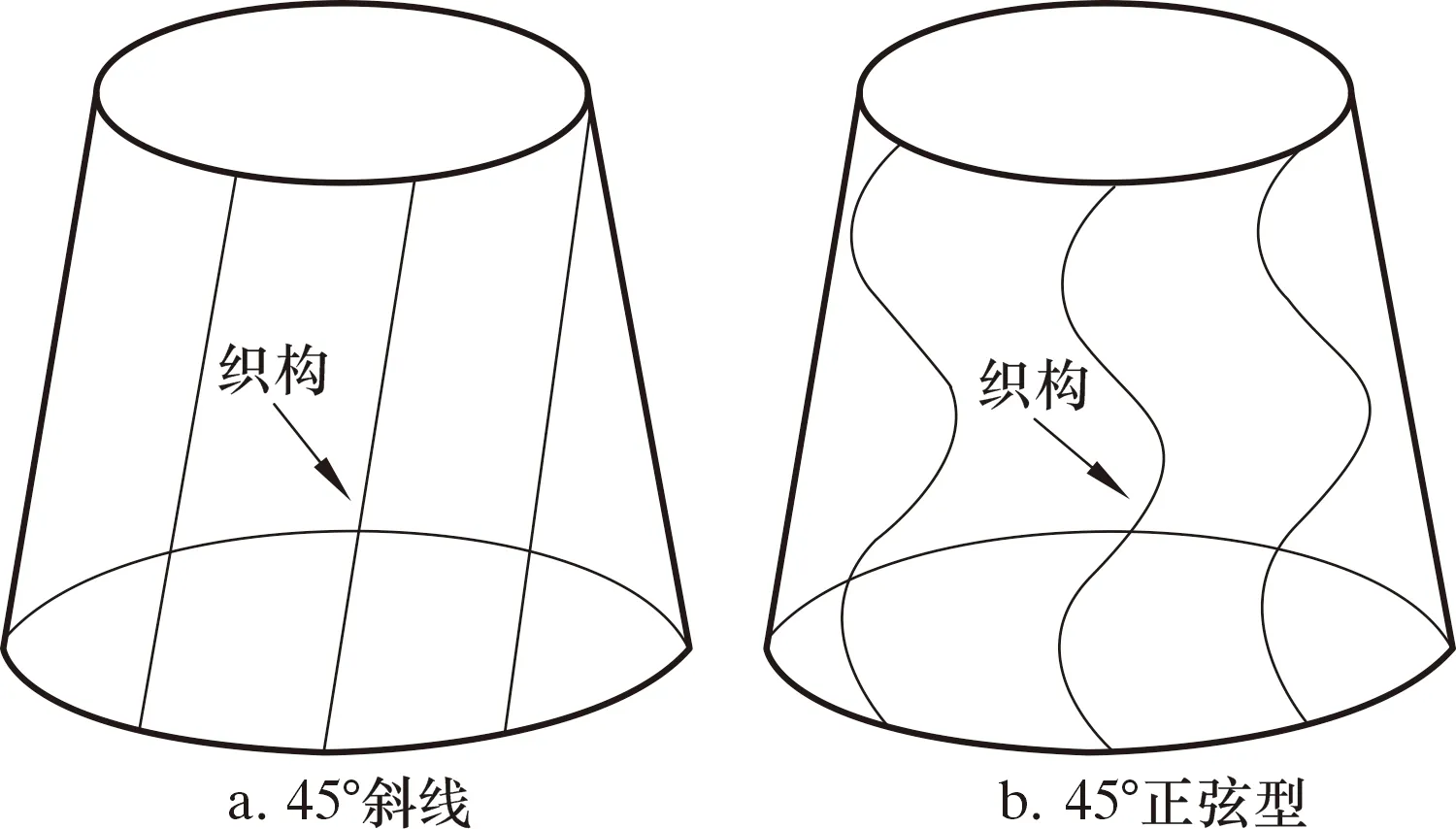
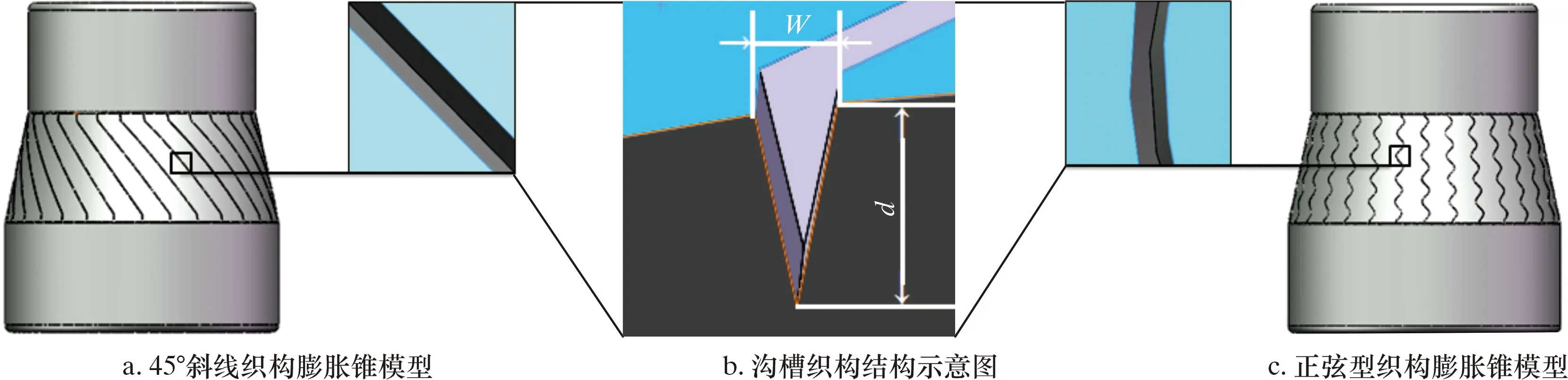
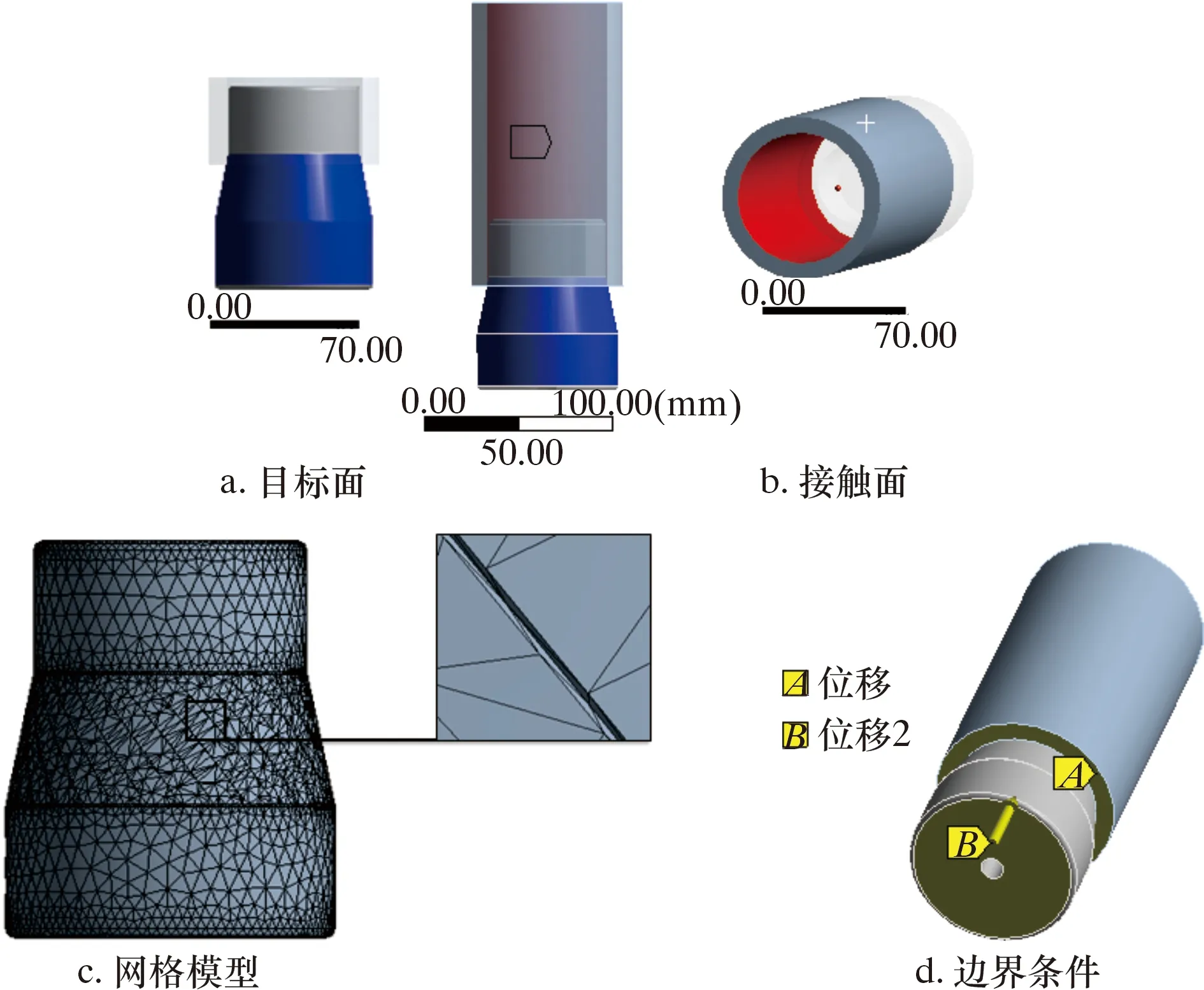
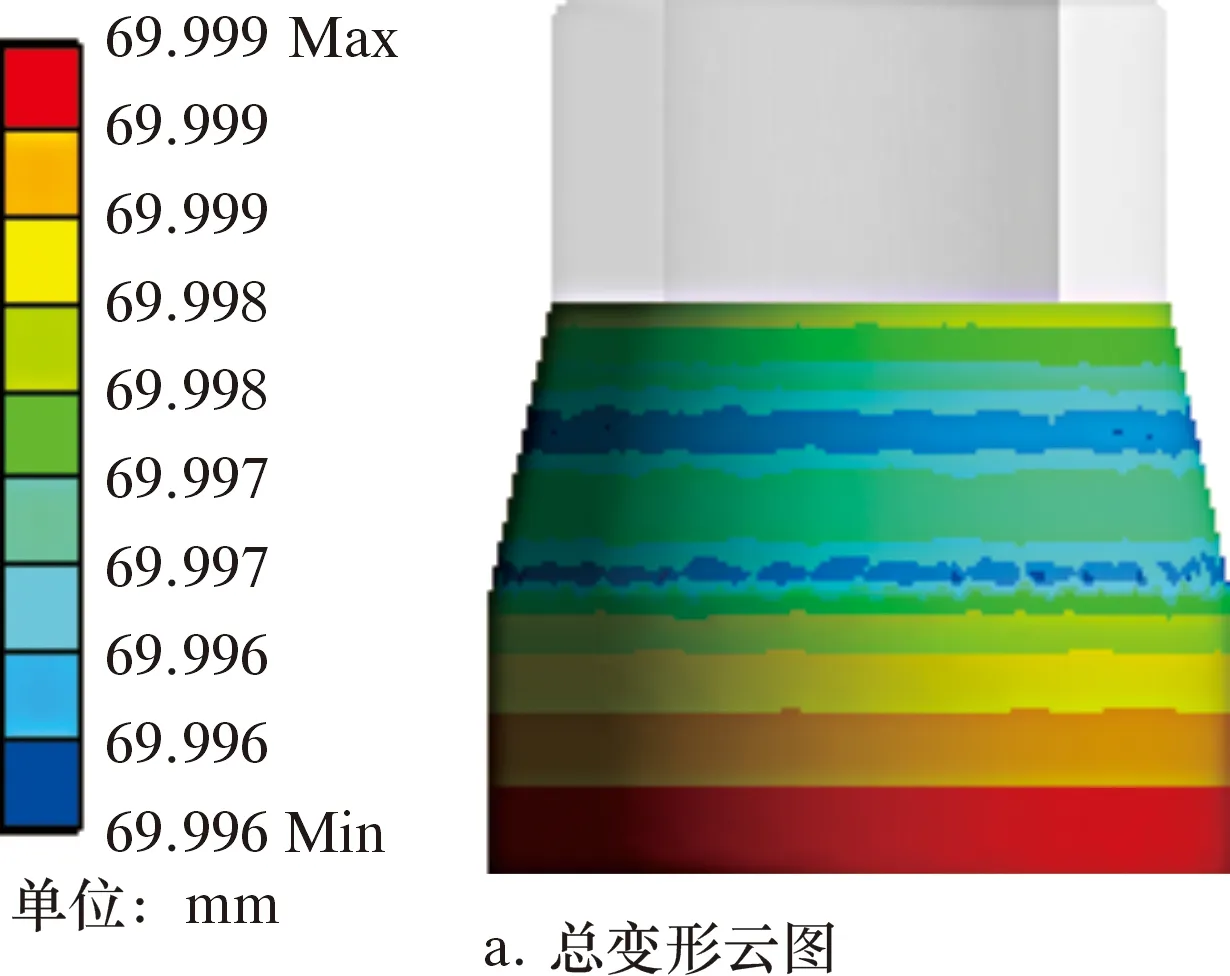
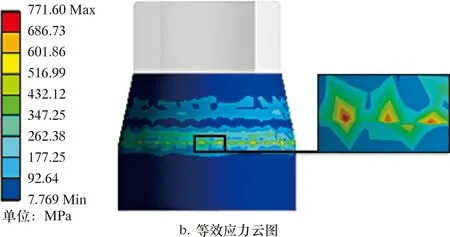
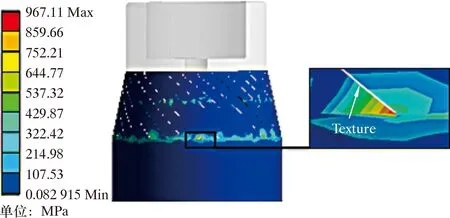
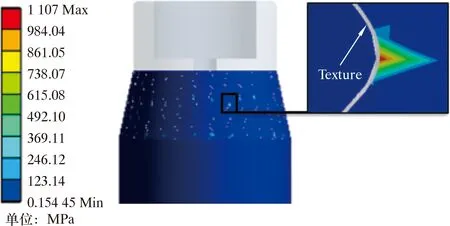
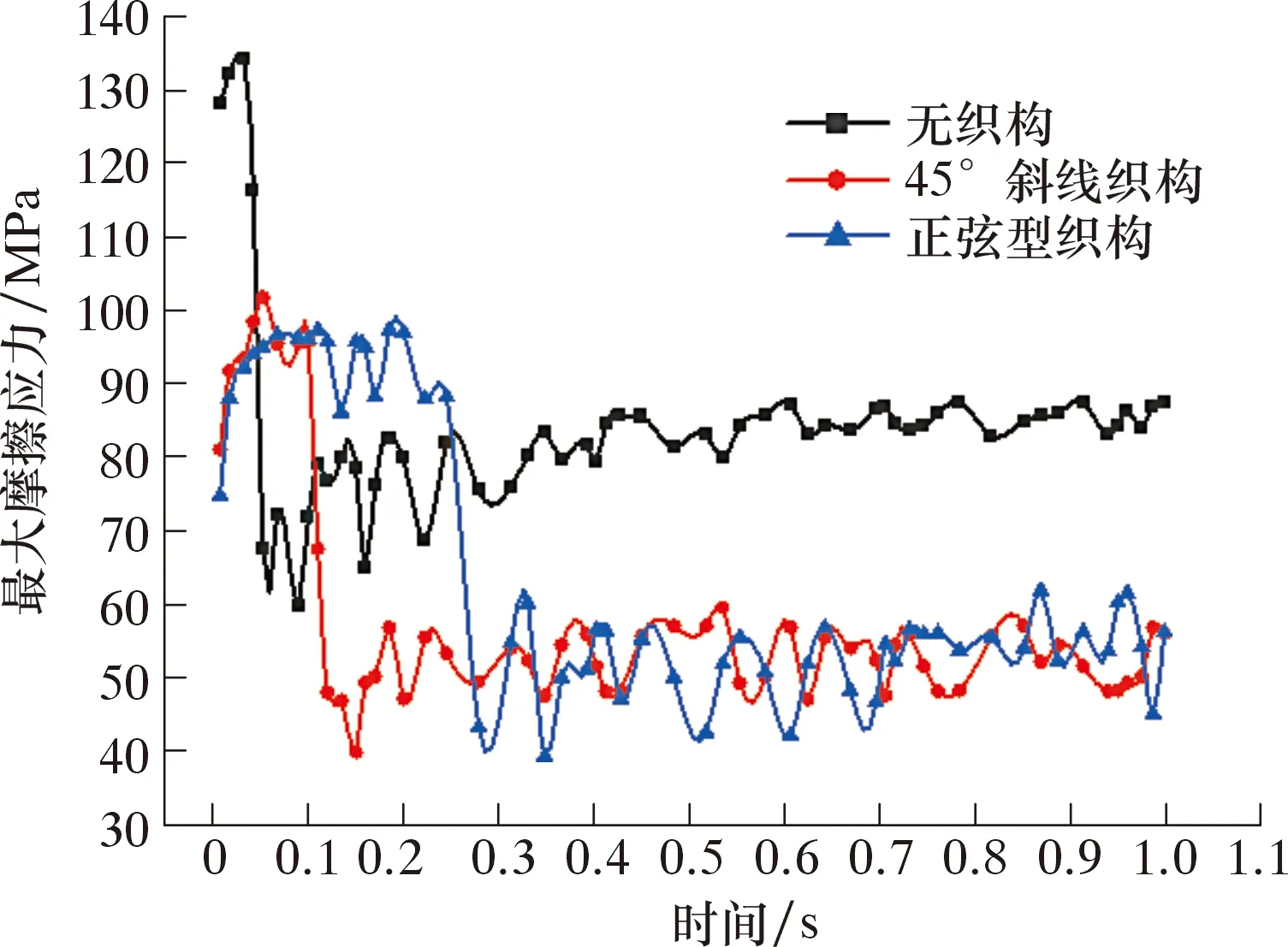
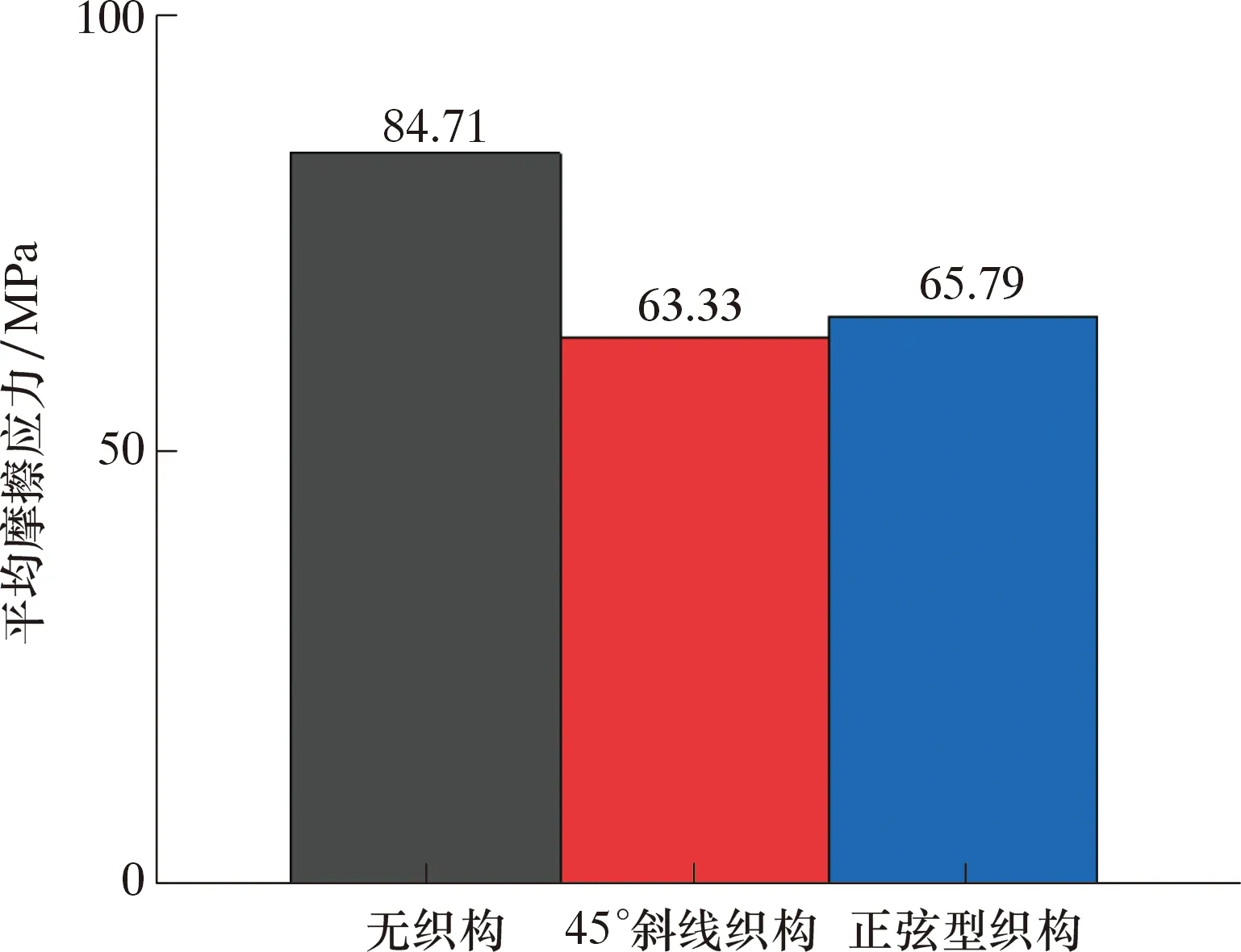
根據(jù)對(duì)膨脹管的假定,取高為dz的膨脹管圓柱體,則在其任一橫截面內(nèi),可視為軸對(duì)稱平面應(yīng)力問題。膨脹管橫截面力學(xué)示意圖如圖2所示。由于將膨脹管假設(shè)為應(yīng)力分布均勻,橫截面形狀是圓,呈軸對(duì)稱,所以受力也對(duì)稱分布。在膨脹過程中,膨脹管單元體的位移、應(yīng)力是徑向坐標(biāo)r與軸向坐標(biāo)Z的函數(shù),與角坐標(biāo)θ無關(guān)[14]。在膨脹錐的作用下,只產(chǎn)生沿半徑r方向的膨脹。由于膨脹管是軸對(duì)稱性彈塑性材料,在橫截面上,設(shè)半徑a處為彈塑性交界,可知a 圖2 膨脹管橫截面力學(xué)示意圖Fig.2 Force diagram of the cross section of the expansion cone 在塑性區(qū)域內(nèi),各應(yīng)力分量為: (1) (2) 在彈性區(qū)內(nèi),由拉梅公式[16],各應(yīng)力分量為: (3) (4) 由Mises屈服條件可得等效應(yīng)力滿足: (5) 沿膨脹管壁厚方向任取一圓柱面,設(shè)其半徑為r(a≤r≤b),對(duì)于平面軸對(duì)稱問題,平衡方程為: (6) 由式(5)和式(6)可得: (7) 式中:σr為徑向壓應(yīng)力,MPa;σθ為軸向拉應(yīng)力,MPa;σs為屈服極限,MPa。 邊界條件滿足: σ(r=r1)=-p (8) σ(r=r2)=0 (9) 將邊界條件式(8)代入(7),可得: (10) 將式(10)代入式(7)可得: (11) 將式(9)代入式(11)可得: (12) 在膨脹管軸向上,要使某個(gè)膨脹管橫截面全部進(jìn)入塑性狀態(tài),即a=r2,塑性區(qū)擴(kuò)展到外壁,此刻需在膨脹管內(nèi)壁施加不小于p的壓力,因此p是膨脹錐使膨脹管某個(gè)橫截面全部達(dá)到塑性狀態(tài)所要施加的最小壓力。由牛頓第三定律可知,當(dāng)膨脹管某個(gè)橫截面剛達(dá)到塑性變形時(shí),膨脹錐表面受到膨脹管的反作用壓力-p。 定徑膨脹錐主要由3部分組成,如圖3所示。 圖3 膨脹錐微單元受力示意圖Fig.3 Force diagram of an infinitesimal element of the expansion cone 圖3中:L1是導(dǎo)向區(qū),用于引導(dǎo)膨脹錐前進(jìn)和潤(rùn)滑液導(dǎo)出;L2是膨脹區(qū),用于擠壓膨脹管;L3是定徑區(qū),用于阻止膨脹管過大的回彈變形,保持最大膨脹半徑[17]。膨脹錐在進(jìn)入膨脹管后,主要受力為液壓推力、滑動(dòng)摩擦力、接觸壓力以及自身重力。膨脹錐上微單元受力示意圖如圖3所示,其中忽略了膨脹錐自身重力。在膨脹錐膨脹過程中,由于速度較慢,且波動(dòng)較小,近似為勻速直線運(yùn)動(dòng),所以受力平衡。 在膨脹錐軸向方向上,由力的平衡關(guān)系可得: dF=dfcosα+dNz (13) dNz=dNsinα (14) 滑動(dòng)摩擦力公式為: df=μdN (15) 由式(13)、式(14)、式(15)可得: (16) df1=μdN1 (17) 式中:dF為該微單元受到的液壓推力,N;dN為膨脹管反作用于微單元的接觸壓力,N;dN1為膨脹管反彈力,N;df為膨脹區(qū)微單元受到的滑動(dòng)摩擦力,N;df1為定徑區(qū)微單元受到的滑動(dòng)摩擦力,N;α為膨脹錐錐角,(°);μ為摩擦因數(shù)。 膨脹管對(duì)膨脹錐的反作用力主要是垂直于膨脹區(qū)表面的dN和垂直于定徑區(qū)表面的dN1。dN沿r方向的分力dNr,為膨脹管某個(gè)橫截面達(dá)到塑性變形所需的最小力;dN沿Z方向的分力dNz,為膨脹管對(duì)膨脹錐的阻滯力。dN1為膨脹管介于不完全塑性變形向彈性變形轉(zhuǎn)變的回彈壓力[18]。膨脹管反作用膨脹錐的壓力為-p,其方向與dNr相同。由壓力的定義可得: dNr=pdS (18) (19) 由式(12)、式(18)和式(19)可得: (20) 式中:R1為膨脹錐小徑,mm;R2為膨脹錐大徑,mm;dS為膨脹區(qū)所取微單元面積,mm2;S為膨脹區(qū)表面積,mm2。 由三角函數(shù)定義: (21) (22) 由式(20)~式(22)可得: (23) (24) 將式(24)代入式(15)可得: (25) 在定徑區(qū),假設(shè)膨脹錐受到膨脹管的反作用壓力也是-p。同理可得: dN1=pdS1 (26) S1=2πR2L3 (27) 式中:dS1為定徑區(qū)所取微單元面積,mm2;S1為定徑區(qū)表面積,mm2。 由式(12)、式(26)和式(27)可得: (28) 同理可得,滑動(dòng)摩擦力f1為: (29) 采用三維軟件SolidWorks對(duì)膨脹錐和膨脹管進(jìn)行三維立體建模和配合,建模中將膨脹錐小徑和大徑處進(jìn)行圓角處理,減小應(yīng)力集中效應(yīng)。建模參數(shù)為:膨脹錐小徑122 mm,錐角12°,L1=50 mm,L2=33 mm,L3=40 mm;膨脹管外徑140 mm,壁厚8 mm,長(zhǎng)150 mm,膨脹率12.5 mm。 本文采用有限元方法模擬對(duì)比無織構(gòu)膨脹錐和有2種織構(gòu)膨脹錐膨脹過程的表面應(yīng)力分布。現(xiàn)提出2個(gè)重要參數(shù):織構(gòu)走向和面密度。根據(jù)當(dāng)前研究成果,織構(gòu)走向(形狀)和面密度對(duì)試件的減摩抗磨性能有著重要影響。張貴梁等[19]利用激光技術(shù)在硬質(zhì)合金表面制備了一種正弦狀溝槽型微織構(gòu),并進(jìn)行摩擦磨損試驗(yàn);試驗(yàn)結(jié)果表明,在同樣的試驗(yàn)條件下,正弦型微溝槽織構(gòu)試樣比傳統(tǒng)直線型微溝槽試樣具有更好的減磨效果。因此本文設(shè)計(jì)織構(gòu)形狀為三角形微溝槽,包括45°斜線走向和正弦型走向。45°斜線走向微溝槽織構(gòu)沿膨脹區(qū)圓臺(tái)外表面方向均勻布置;正弦型走向微溝槽織構(gòu)沿膨脹區(qū)圓臺(tái)母線方向均勻布置。圖4為2類織構(gòu)布置示意圖。 圖4 2類織構(gòu)布置示意圖Fig.4 Schematic diagram of two texture configurations 圓臺(tái)側(cè)面展開是扇形,定義織構(gòu)在扇形面上布置的條數(shù)與扇形面積的比值為表面織構(gòu)分布率η,即: (30) Sc=πL(R3+R4) (31) 式中:n為織構(gòu)條數(shù),取30;L為圓臺(tái)母線長(zhǎng),為33.7 mm;R3為圓臺(tái)上底半徑,為61 mm;R4為圓臺(tái)下底半徑,取67 mm;Sc為圓臺(tái)側(cè)面積。代入數(shù)據(jù)得Sc=1.354 4×104mm2,η=2.2×10-3條/mm2。 取45°斜線和正弦型微溝槽織構(gòu)表面分布率相同,便于對(duì)比2種不同走向織構(gòu)的摩擦性能。單條微溝槽織構(gòu)的尺寸由其槽寬w和深度d確定,長(zhǎng)度由母線L決定。因2類織構(gòu)的截面都呈三角形,所以取其槽寬w和槽深d分別相同。微溝槽織構(gòu)結(jié)構(gòu)示意如圖5b所示,建模中取w為0.1 mm,d為0.3 mm,在SolidWorks中采用掃描切除和陣列命令進(jìn)行織構(gòu)創(chuàng)建,創(chuàng)建織構(gòu)后的膨脹錐三維模型如圖5a、圖5c所示。 圖5 織構(gòu)結(jié)構(gòu)和模型建立Fig.5 Textures and modeling 本文利用ANSYS Workbench進(jìn)行有限元仿真模擬,選擇靜力分析解法求解,膨脹錐選用硬質(zhì)合金,膨脹管選用不銹鋼。2種材料主要力學(xué)性能參數(shù)如表1所示。 表1 材料主要性能參數(shù)Table 1 Main material performance parameters 分析過程中有如下簡(jiǎn)化假設(shè):①膨脹錐的運(yùn)動(dòng)屬于緩慢勻速直線運(yùn)動(dòng),即視為受力平衡;②摩擦因數(shù)恒定;③膨脹錐硬度遠(yuǎn)大于膨脹管,不考慮其變形;④因膨脹速度緩慢,所以忽略摩擦生熱和振動(dòng);⑤在計(jì)算過程中無潤(rùn)滑條件,視膨脹錐與膨脹管之間為干摩擦[20];⑥膨脹管為理想彈塑性材料,材料經(jīng)過線彈性階段后進(jìn)入流動(dòng)階段,最后進(jìn)入塑性階段。 該過程是剛體-柔體接觸問題,涉及材料、幾何、狀態(tài)非線性一體的非線性大變形分析。設(shè)定摩擦接觸類型為罰函數(shù)法,摩擦因數(shù)為0.15。因膨脹錐硬度遠(yuǎn)大于膨脹管,選定膨脹錐膨脹區(qū)和定徑區(qū)外表面為目標(biāo)面,膨脹管內(nèi)壁為接觸面,接觸方式為面-面接觸。因要查看膨脹錐表面應(yīng)力,目標(biāo)面和接觸面均設(shè)為彈性體。接觸對(duì)設(shè)置如圖6a和圖6b所示。 圖6 模型前處理Fig.6 Pre-treatment of the model 對(duì)于該模型的分析,主要關(guān)注2種織構(gòu)對(duì)膨脹錐接觸表面應(yīng)力分布的影響。在模擬過程中,計(jì)算結(jié)果的精度和收斂性取決于建模的合理性和網(wǎng)格劃分的質(zhì)量。由于織構(gòu)的尺寸相對(duì)于模型來說非常小,所以在網(wǎng)格劃分的過程中需要進(jìn)行局部細(xì)化。這樣不僅可以提高計(jì)算結(jié)果的精度,同時(shí)也避免了模型統(tǒng)一采用較小的網(wǎng)格尺寸導(dǎo)致劃分的單元數(shù)過多,從而計(jì)算時(shí)間太長(zhǎng)或不收斂問題。本文利用ANSYS Workbench Mesh軟件進(jìn)行網(wǎng)格劃分。由于膨脹錐織構(gòu)化部位在膨脹區(qū),且織構(gòu)尺寸較小,不便于采用六面體單元?jiǎng)澐郑逝蛎泤^(qū)采用四面體單元,其他部分采用自由劃分;網(wǎng)格尺寸設(shè)為1 mm,網(wǎng)格物理選項(xiàng)設(shè)為非線性結(jié)構(gòu)。劃分網(wǎng)格后的模型如圖6c所示。 在ANSYS Workbench中,載荷和約束是有限元模型求解的邊界條件。對(duì)膨脹管的下端圓環(huán)面施加Y方向0位移約束,對(duì)膨脹錐設(shè)置Y向位移,沿Y軸正方向移動(dòng)100 mm,移動(dòng)期間無旋轉(zhuǎn)和平移。邊界條件設(shè)置如圖6d所示。 為了降低模型計(jì)算量,調(diào)整接觸法向剛度因子為0.1,設(shè)置初始接觸與滲透條件以及載荷子步選項(xiàng)控制,打開大變形,最后進(jìn)行求解。計(jì)算完成后,以膨脹錐接觸面為查看對(duì)象,得到最終狀態(tài)下的總變形、等效應(yīng)力(von Mises)云圖。 首先進(jìn)行無織構(gòu)膨脹錐的膨脹過程模擬,旨在分析膨脹過程中膨脹錐變形和接觸應(yīng)力的分布情況,結(jié)果如圖7所示。 圖7 無織構(gòu)膨脹錐的變形與應(yīng)力Fig.7 Deformation and stress of the expansion cone with no textures 由圖7a可知,膨脹錐在沿Y軸正方向移動(dòng)100 mm后,膨脹錐接觸外表面出現(xiàn)了較大的變形。膨脹錐最大變形區(qū)域在定徑區(qū)最下端,而在膨脹區(qū),小徑處變形量也較大。原因是定徑區(qū)尾部受到膨脹管的回彈擠壓和外部推力作用,而小徑處最先與膨脹管接觸,受到膨脹管阻滯作用。由圖7b可見,膨脹錐最大等效應(yīng)力主要集中在大徑處的圓周區(qū)域,在圓周區(qū)域一周內(nèi)存在多個(gè)最大應(yīng)力集中點(diǎn),最大應(yīng)力為771.60 MPa,且最大應(yīng)力在圓角區(qū)上端處。這是因?yàn)樵谂蛎涍^程中,該區(qū)域是最大膨脹半徑,受到接觸力、摩擦力以及膨脹管流動(dòng)和阻滯等多重作用,使得該區(qū)域的應(yīng)力較大,出現(xiàn)了應(yīng)力集中的現(xiàn)象。而膨脹錐的其他區(qū)域,尤其是定徑區(qū),是大變形區(qū),但表面應(yīng)力較小,膨脹過程對(duì)該區(qū)域應(yīng)力影響較小。因此,后文主要從織構(gòu)所處的膨脹區(qū)進(jìn)行應(yīng)力分析。 研究發(fā)現(xiàn),通過在材料表面制備出合理的紋理,能更好地改善接觸狀態(tài),增強(qiáng)材料的抗磨性。表面微織構(gòu)化處理是常見的方式之一,常規(guī)的微織構(gòu)幾何形狀有圓形凹坑、三角形凹坑、直線和網(wǎng)格凹槽等[21]。本文在膨脹錐膨脹區(qū)設(shè)置如圖4所示的2種走向三角形微溝槽織構(gòu),保持膨脹條件一致,進(jìn)行膨脹模擬。圖8為45°斜線走向織構(gòu)化膨脹錐膨脹100 mm后的應(yīng)力分布云圖。 圖8 45°斜線走向織構(gòu)化膨脹錐應(yīng)力分布Fig.8 Stress distribution of the expansion cone with 45° inclined microgroove textures 由圖8可知,最大應(yīng)力出現(xiàn)在膨脹錐大徑上端處,分布區(qū)域極小并且只有幾處是最大應(yīng)力集中點(diǎn)。一方面該處是最大膨脹半徑,擠壓程度最強(qiáng);另一方面,由于膨脹區(qū)表面建立了斜線微溝槽織構(gòu),使表面出現(xiàn)了不連續(xù)變化,易在織構(gòu)周圍區(qū)域出現(xiàn)小范圍的應(yīng)力集中;同時(shí)該處是織構(gòu)結(jié)束點(diǎn),存在尖銳的邊界,尖銳的邊緣往往存在應(yīng)力集中尖峰,因此在該處最大應(yīng)力達(dá)到967.11 MPa,接近無織構(gòu)膨脹錐的1.25倍。 在條數(shù)相同情況下,相對(duì)于45°斜線走向織構(gòu),正弦型走向織構(gòu)的面積分布率大于45°斜線走向織構(gòu),增加了表面粗糙度,減少了摩擦副的直接接觸面積,同時(shí)存在更多個(gè)不連續(xù)變化區(qū)域,將導(dǎo)致應(yīng)力集中更明顯[22]。圖9為正弦型走向織構(gòu)化膨脹錐膨脹后的應(yīng)力分布圖。由圖9可知,在膨脹100 mm后,帶正弦型織構(gòu)膨脹錐表面的最大應(yīng)力集中在正弦曲線的拐角處,整個(gè)膨脹區(qū)表面只有一處為最大應(yīng)力集中點(diǎn),達(dá)到1 107 MPa,大約是45°斜線走向織構(gòu)的1.14倍。在該處產(chǎn)生應(yīng)力極大,原因是該處是不連續(xù)變化區(qū)域,織構(gòu)走向出現(xiàn)變向,從而引起較大的應(yīng)力集中。 圖9 正弦型走向織構(gòu)化膨脹錐應(yīng)力分布Fig.9 Stress distribution of the expansion cone with sinusoidal microgroove textures 織構(gòu)化摩擦副在摩擦過程中,織構(gòu)的存在可以收集和排出磨屑,以及存儲(chǔ)潤(rùn)滑油、潤(rùn)滑脂,并且有效阻止二次磨粒磨損、減輕摩擦波動(dòng)。研究表明,將激光織構(gòu)化后的鈦合金試樣進(jìn)行干摩擦試驗(yàn),試驗(yàn)表明,無論是直線織構(gòu)、網(wǎng)格織構(gòu)還是凹坑織構(gòu),都起到了減少磨損、增強(qiáng)耐磨性的作用[23-24]。織構(gòu)化試樣的摩擦機(jī)理為:干摩擦條件下,通過凹坑或凹槽捕獲磨屑,減小磨粒磨損效應(yīng);潤(rùn)滑狀態(tài)下,能儲(chǔ)存潤(rùn)滑油,拓展摩擦副上油膜流體動(dòng)壓潤(rùn)滑的發(fā)生范圍;在貧油狀態(tài)下,微織構(gòu)儲(chǔ)存的潤(rùn)滑油,在摩擦運(yùn)行過程中通過對(duì)偶的擠壓能溢到摩擦副表面,從而形成臨時(shí)油膜,避免過早進(jìn)入干摩擦狀態(tài)[25-26]。 下面在ANSYS軟件中通過接觸工具查看無織構(gòu)和帶不同織構(gòu)膨脹錐膨脹過程中最大摩擦應(yīng)力隨時(shí)間變化趨勢(shì),從摩擦應(yīng)力的角度分析表面織構(gòu)化膨脹錐干摩擦性能的影響機(jī)理。圖10是無織構(gòu)膨脹錐和織構(gòu)化膨脹錐膨脹過程中最大摩擦應(yīng)力隨時(shí)間變化曲線。由圖10可知,在膨脹模擬過程中,摩擦應(yīng)力變化趨勢(shì)是先增大再減小最后趨向于相對(duì)穩(wěn)定。原因是在建模時(shí),設(shè)置了膨脹錐與膨脹管有一定的過盈量,剛開始時(shí)摩擦應(yīng)力不為0;隨著膨脹進(jìn)行,擠壓程度變強(qiáng),摩擦應(yīng)力變大。當(dāng)膨脹錐繼續(xù)往前推進(jìn),逐漸進(jìn)入膨脹管,其與膨脹管接觸狀態(tài)趨于穩(wěn)定,因此到后期摩擦應(yīng)力趨于相對(duì)平穩(wěn)。無織構(gòu)膨脹錐膨脹穩(wěn)定后,其最大摩擦應(yīng)力均大于帶織構(gòu)膨脹錐,因此在膨脹錐表面加工一定形狀的織構(gòu)可以減小摩擦應(yīng)力,因?yàn)槟Σ帘砻嫔洗嬖跍喜劭梢詼p小接觸面積,同時(shí)存儲(chǔ)磨屑。由圖10還可得出,無織構(gòu)膨脹錐在膨脹穩(wěn)定后,其最大摩擦應(yīng)力波動(dòng)程度小于帶織構(gòu)膨脹錐,且正弦型織構(gòu)膨脹錐波動(dòng)幅度最大,其原因是帶織構(gòu)的膨脹錐表面粗糙度較無織構(gòu)膨脹錐大。因此在干摩擦條件下無潤(rùn)滑油填充易出現(xiàn)波動(dòng),同時(shí)在相同織構(gòu)條數(shù)前提下,因正弦型織構(gòu)比斜線織構(gòu)分布面積更大,所以正弦型織構(gòu)膨脹區(qū)的表面粗糙度也更大,導(dǎo)致膨脹過程中出現(xiàn)較大的波動(dòng)性。 圖10 膨脹錐最大摩擦應(yīng)力隨時(shí)間變化曲線Fig.10 Maximum friction stress of the expansion cone vs.time 平均摩擦應(yīng)力可以反映膨脹錐在膨脹過程中的摩擦性能。設(shè)定摩擦因數(shù)恒定為0.15,得到3種膨脹錐的平均摩擦應(yīng)力柱狀圖,如圖11所示。由圖11可知,無織構(gòu)膨脹錐摩擦應(yīng)力大于有織構(gòu)膨脹錐,且45°斜線織構(gòu)膨脹錐的平均摩擦應(yīng)力最小。因此,在膨脹錐表面加工斜線織構(gòu)能減小膨脹錐摩擦應(yīng)力,起到減摩作用。同時(shí),由于織構(gòu)溝槽具有存儲(chǔ)磨屑、減小摩擦應(yīng)力和摩擦表面間接觸面積等優(yōu)點(diǎn),能夠有效減輕膨脹錐的表面磨損。 圖11 膨脹錐平均摩擦應(yīng)力Fig.11 Average friction stress of the expansion cone (1)無織構(gòu)膨脹錐的最大等效應(yīng)力集中在大徑圓角上端處,集中點(diǎn)較多,因該處是最大膨脹半徑,擠壓程度最強(qiáng)烈,最大等效應(yīng)力為771.6 MPa。 (2)相對(duì)于無織構(gòu)膨脹錐,帶織構(gòu)膨脹錐因表面出現(xiàn)了不連續(xù)變化,在織構(gòu)處的局部區(qū)域出現(xiàn)更大的應(yīng)力,但集中點(diǎn)較少。在相同條數(shù)下因正弦型織構(gòu)的面積分布率大于45°斜線織構(gòu),使表面粗糙度更大,因此最大等效應(yīng)力約是45°斜線走向織構(gòu)膨脹錐的1.14倍。 (3)無織構(gòu)膨脹錐膨脹過程中最大摩擦應(yīng)力和平均摩擦應(yīng)力均大于帶織構(gòu)膨脹錐,但因帶織構(gòu)膨脹錐的表面粗糙度大于無織構(gòu)膨脹錐,所以膨脹穩(wěn)定后波動(dòng)性較大,但在潤(rùn)滑狀態(tài)下可緩解波動(dòng)。 (4)織構(gòu)溝槽具有存儲(chǔ)磨屑、減小摩擦應(yīng)力、減少摩擦表面間接觸面積等優(yōu)點(diǎn)。就本文研究來看,在膨脹錐表面加工溝槽織構(gòu)可以減小膨脹錐摩擦應(yīng)力,其中45°斜線走向織構(gòu)減摩效果最好。因此將織構(gòu)應(yīng)用到膨脹錐表面可以達(dá)到減摩作用,能有效降低膨脹錐的表面摩擦應(yīng)力,延長(zhǎng)使用壽命。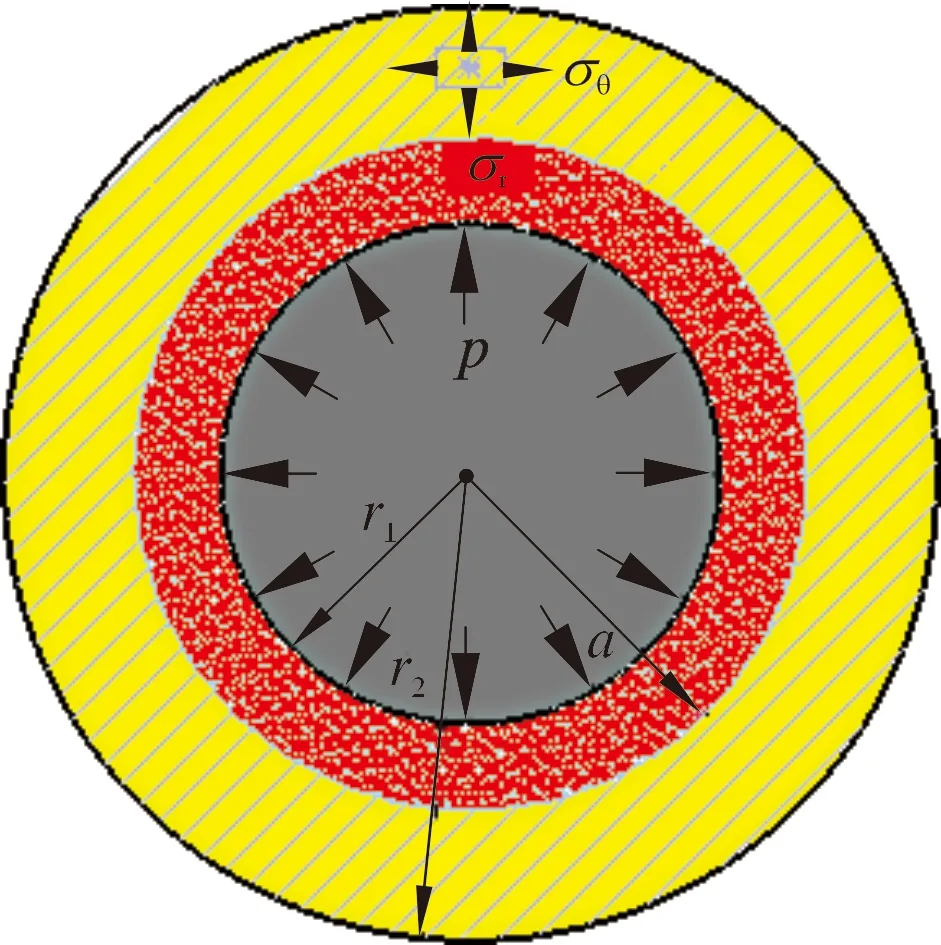
1.2 膨脹錐受力計(jì)算
2 有限元分析
2.1 模型建立
2.2 材料屬性和接觸設(shè)置

2.3 網(wǎng)格劃分
2.4 邊界條件
2.5 計(jì)算結(jié)果與分析
3 微溝槽織構(gòu)對(duì)應(yīng)力的影響
3.1 對(duì)等效應(yīng)力的影響
3.2 對(duì)摩擦性能的影響
4 結(jié) 論
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國(guó)機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21