二層溝槽織構對機床導軌表面潤滑特性的影響
2018-09-22 01:14:04張東亞趙飛飛段繼豪
中國機械工程 2018年14期
張東亞 趙飛飛 高 峰 段繼豪
1.西安理工大學數控機床及機械制造裝備集成教育部重點實驗室,西安,710048 2.西安理工大學機械制造裝備陜西省重點實驗室,西安,710048
0 引言
鑄造是一種重要的機械制造工藝,其中的砂型鑄造是低成本、高效率的鑄造方法。造型機制芯時,砂粒落到導軌表面并伴隨導軌的運動對導軌表面產生犁削,造成嚴重的磨粒磨損。導軌表面的磨損導致床鞍傾斜或下沉,降低了砂芯的制備精度,造成鑄件的鑄造質量下降。表面淬火或表面貼塑工藝可以在一定程度上提高導軌的耐磨性,但是表面淬火容易使導軌表面的應力集中并產生較大的熱變形[1];貼塑會降低導軌的導熱性能和剛度[2],并且上下導軌表面間有磨粒存在時,表面淬火和貼塑不能將磨粒及時從導軌表面之間排出,導致磨粒的持續犁切。
大量研究表明,表面織構可以捕獲磨粒,并且具有動壓潤滑效應,從而顯著改善摩擦副的摩擦學性能[3?7]。文獻[8?10]研究了仿生織構對導軌材料摩擦學性能的影響。與無織構試樣相比,仿生圓坑織構表面的耐磨性得到改善,表面織構具有良好的嵌藏能力[11?13],可以捕獲磨粒,降低磨損。當表面存在較多磨粒時,磨粒不能被尺寸較小的表面織構完全捕獲,導致耐磨性能降低[14];大尺寸織構有利于捕獲磨粒、儲存潤滑介質,提高耐磨性[15],但當織構深度較大時,油膜的動壓承載性能會迅速下降[16]。油膜承載力的降低容易導致摩擦副的直接接觸[17],加劇磨損。溝槽形織構容納磨粒的能力優于凹坑形織構[18],因此研究合適的溝槽織構參數以提高動壓潤滑效應和嵌藏磨粒的能力是非常有必要的。
本文以造型機導軌摩擦副為研究對象,基于N?S方程,建立溝槽織構幾何模型,并進行數值仿真。
1 二層溝槽織構模型建立
1.1 幾何模型建立
圖1為二層溝槽織構模型示意圖。設定油膜厚度h0為定值,溝槽總深度為h1;第一層溝槽寬度為D1,第二層溝槽深度為h2,寬度為D2。上壁面為動壁面,垂直于二層溝槽并沿X正方向運動,滑動速度為v。定義量綱一參數:二層溝槽總深度β1=h1/h0;第一層溝槽寬度α1=D1/L;第二層溝槽深度β2=h2/h0,第二層溝槽寬度α2=D2/L;X向位置x*=x/L,Z向位置z*=z/L,其中x、z分別是X向、Z向坐標,L為周期性平元溝槽織構的間距。
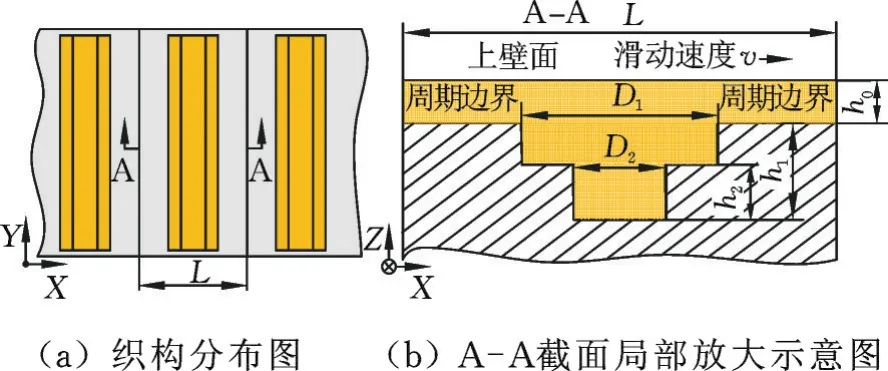
圖1 二層溝槽模型Fig.1 Double”layer groove texture model
1.2 數值仿真
基于N?S方程,為便于分析二層溝槽的動壓潤滑性能,做如下假設:①忽略體積力的影響;②潤滑油為不可壓縮牛頓流體;③潤滑油黏度為常數;④潤滑油為恒溫、定常流動。簡化后的N?S方程如下:
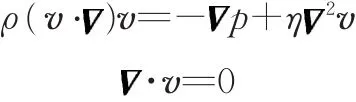
式中,ρ為流體密度;v為流體速度向量;為梯度向量;p為流體壓力;η為流體動力黏度。
邊界條件設置如圖1b所示,上壁面以速度v沿X正方向滑動,左右壁面為周期邊界,其余壁面均為固定邊界。對二層溝槽劃分四邊形網格,并采用FLUENT14.5軟件仿真計算。采用SIM?PLE算法進行求解計算,采用二階迎風格式進行離散,速度、連續性殘差均設為1×10-5。油膜厚度h0=10 μm,潤滑油動力黏度η=0.0357 Pa·s,密度ρ=810 kg/m3,v=0.2 m/s。
本文通過正壓區的平均油膜壓力表征承載力[19],其中x*∈[0.5,1.0]為正壓區。正壓區的平均油膜壓力pav按如下公式計算:

式中,F為正壓區承載力;A為上壁面正壓區面積;p(x,y)為正壓區任一點的油膜壓力。
定義量綱一壓力p*=p/p0,量綱一平均壓力=pav/p0,其中,p0為特征壓力,取p0為一個標準大氣壓。本文首先考察容積相同條件時,單層溝槽與二層溝槽的動壓效應。織構參數如表1所示。重點研究 β1、α1均保持不變的情況下,β2、α2對動壓性能的影響。表2所示為β1=5.0,α1=0.5時,二層溝槽織構的第二層溝槽參數。

表1 相同容積的溝槽參數Tab.1 Parameters of groove texture with same volume
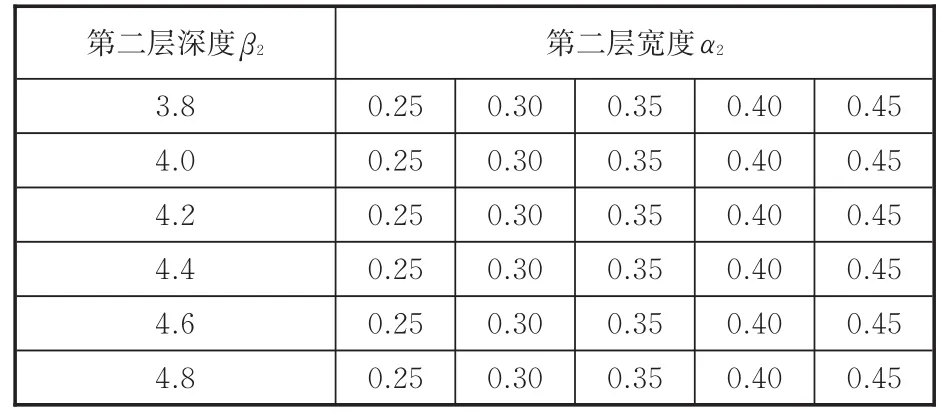
表2 二層溝槽織構的第二層溝槽參數Tab.2 Second layer parameters of double”layer groove texture
2 結果與討論
2.1 相同容積的單層與二層溝槽的承載力
圖2所示為容積相同時單層與二層溝槽的上壁面量綱一壓力分布。當x*位于[0.50,0.625]時,單層溝槽的上壁面壓力逐漸增大,x*=0.625時,上壁面壓力為0.025。在該區間二層溝槽的上壁面壓力也逐漸增大,但增長幅度和壓力均小于單層溝槽,當x*=0.625時,二層溝槽的上壁面壓力與單層溝槽相等。
當x*位于[0.625,0.75]時,單層溝槽的上壁面壓力繼續增大,其中x*=0.75時,上壁面壓力達到最大值0.060,隨后逐漸減小。二層溝槽的上壁面壓力快速上升,并且增長幅度大于單層溝槽,當x*=0.75時,二層溝槽的上壁面壓力達到最大值0.157,為單層溝槽的2.62倍,隨后也逐漸減小。單層溝槽的上壁面平均壓力為0.026,二層溝槽的平均壓力為0.060,二層溝槽的平均壓力為單層溝槽的2.31倍。可見,當容積相同時,二層溝槽的油膜承載力明顯優于單層溝槽。
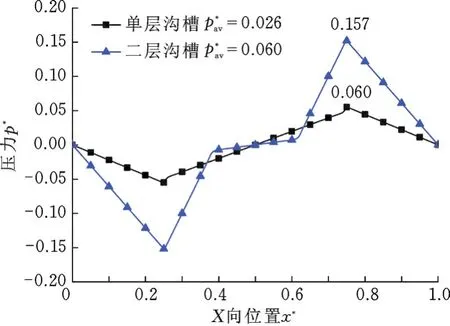
圖2 相同容積的單層與二層溝槽的上壁面壓力分布Fig.2 Oil film pressure distribution of single”layer and double-layer groove texture with same volume on sliding wall
圖3 為表1的單層溝槽和二層溝槽內潤滑油的流線圖。表3為潤滑油沿X向的平均流速vav。
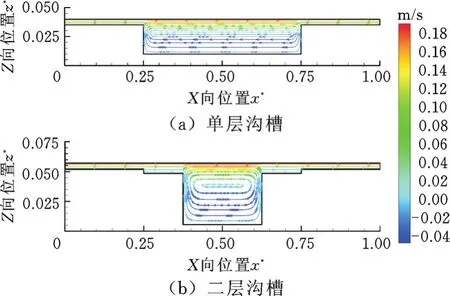
圖3 單層溝槽和二層溝槽的流線圖Fig.3 Streamline of single”layer and double-layer groove texture

表3 單層和二層溝槽不同區間潤滑油的平均流速Tab.3 The oil average velocity in different range of single-layer and double-layer groove texture
由圖3a可見,單層溝槽在x*∈[0.25,0.75]區間內產生旋渦,潤滑油發生逆流,這不利于油膜承載力的提高。研究表明織構內流體產生的旋渦會削弱織構的承載力[20]。由圖3b可見,二層溝槽在x*∈[0.50,0.625]區間產生旋渦,在此區間內的二層溝槽的深度大于單層溝槽,因此二層溝槽的旋渦區域擴大。由表3可知,在x*∈[0.50,0.625]區間,二層溝槽內潤滑油的vav小于單層溝槽,表明該區間二層溝槽內潤滑油的動能減小,導致油膜動壓力降低。所以在x*∈[0.50,0.625]區間內,二層溝槽上壁面壓力小于單層溝槽。在x*∈[0.625,0.75]區間內,二層溝槽沒有旋渦產生,同時溝槽內潤滑油的vav是單層溝槽的3.92倍,因此在該區間二層溝槽內潤滑油的動能遠大于單層溝槽,所以在x*∈[0.625,0.75]區間,二層溝槽的上壁面壓力快速增大。
2.2 第二層溝槽深度β2對油膜承載力的影響
溝槽深度對油膜承載力有顯著影響。取β1=5.0,α1=0.5,對于不同的α2,上壁面正壓區平均壓力隨第二層溝槽深度的變化如圖4所示。隨著β2的增大均先增大后減小,當β2=4.4時達到最大。當α2=0.25時,β2對的影響更為顯著的最大值是最小值的1.33倍;當α2=0.45時隨β2的變化趨勢并不明顯,其中的最大值是最小值的1.07倍。

圖4 第二層溝槽深度對的影響Fig.4 Effect of depth of second layer on
當 β1=5.0,α1=0.5,α2=0.25 時,不同 β2時溝槽內的潤滑油流線見圖5,可見,當第二層溝槽的深度β2從3.8增加到4.4時,潤滑油在x*∈[0.625,0.75]區間旋渦區逐漸減小,當β2=4.4時,旋渦消失。當β2從3.8增加到4.4時,溝槽的楔形效應逐漸增強逐漸增大。楔形效應是油膜產生動壓力的根本原因。當溝槽內沒有旋渦時,溝槽深度越大,楔形效應越顯著,油膜動壓力越大。但當溝槽深度增大到一定程度時,溝槽內的潤滑油產生旋渦,出現逆流,這會降低潤滑油沿上壁面運動方向的流速,從而削弱了溝槽的楔形效應所產生的動壓力。在保持二層溝槽總深度不變的情況下,隨著第二層溝槽深度β2的增大,第一層溝槽深度逐漸減小,所以在x*∈[0.625,0.75]區間,旋渦區域逐漸減小,油膜動壓力增大。當β2=4.4時,在x*∈[0.625,0.75]區間,溝槽內的旋渦已經消失,此時溝槽的楔形效應是影響溝槽承載力的主要因素。在x*∈[0.625,0.75]區間,若繼續增大β2,楔形效應減弱,導致油膜承載力減小。所以,溝槽為β2=4.8時產生的p*av小于β2=4.4的溝槽。
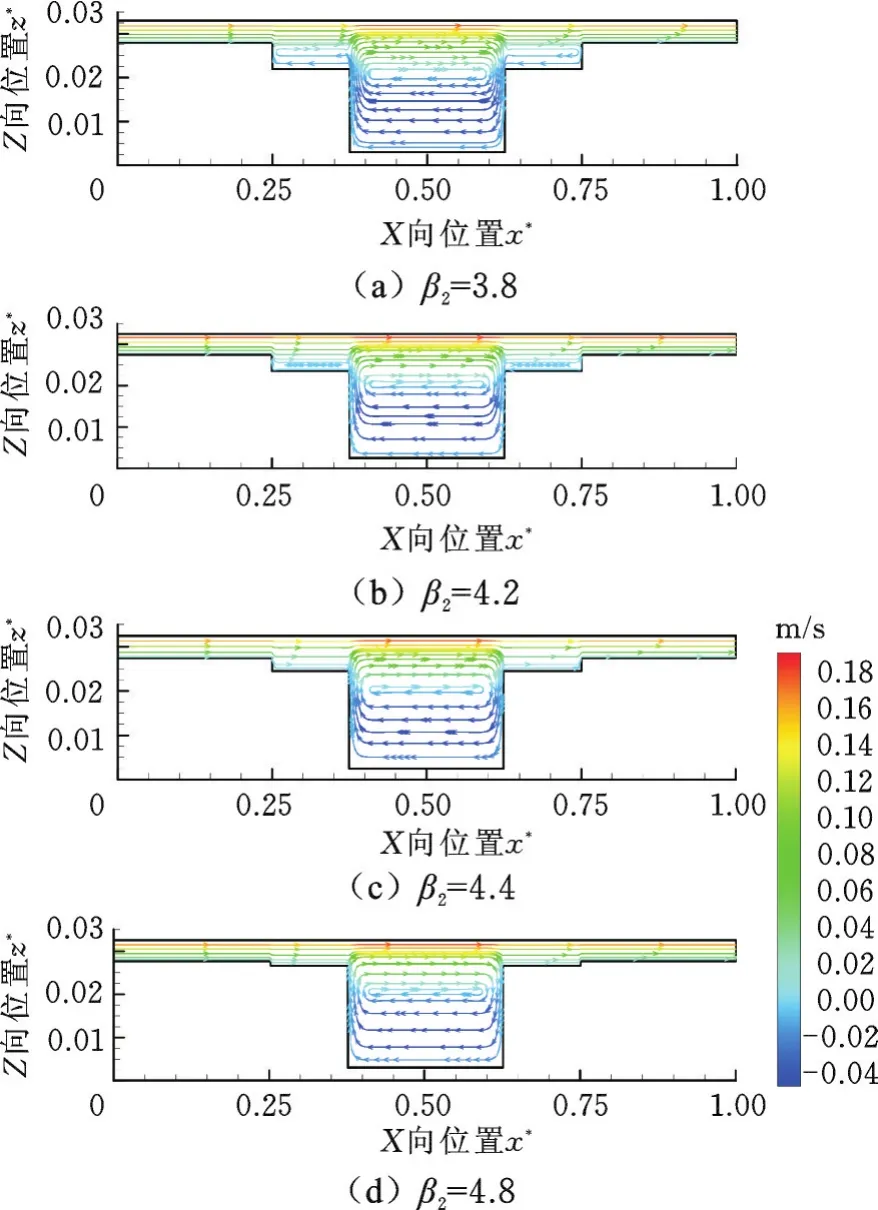
圖5 不同深度下二層溝槽的流線圖Fig.5 Streamline of double”layer groove texture withdifferent depth
2.3 第二層溝槽寬度α2對油膜承載力的影響
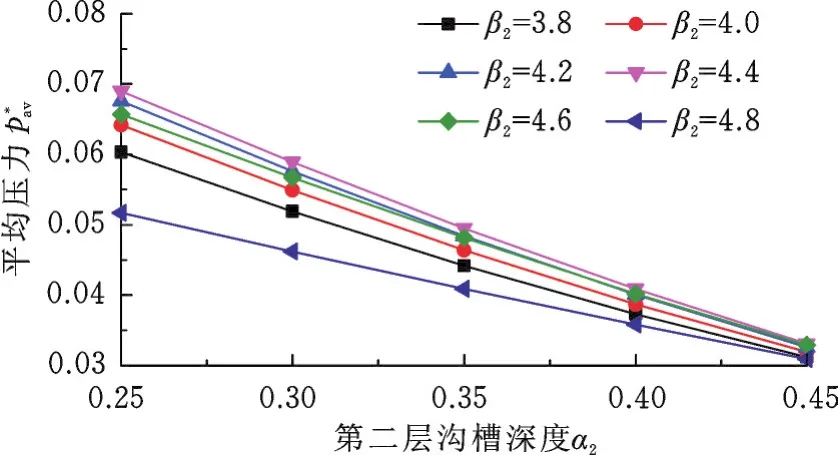
圖6 第二層溝槽寬度對的影響Fig.6 Effect of width of second layer on p*av
當β1=5.0,α1=0.5,β2=4.4時,不同α2的潤滑油的流線如圖7所示。由圖7可見,隨著α2的增大,旋渦區域逐漸擴大,旋渦區域的擴大會削弱織構的動壓效應,所以隨著α2的增大,p*av減小。當溝槽內有漩渦存在時,減少第二層溝槽寬度有利于增強二層溝槽的動壓效應,提高油膜承載力。但是第二層溝槽寬度過小時,溝槽容納砂粒和儲存潤滑油的能力減弱,不利于提高導軌表面的耐磨性。
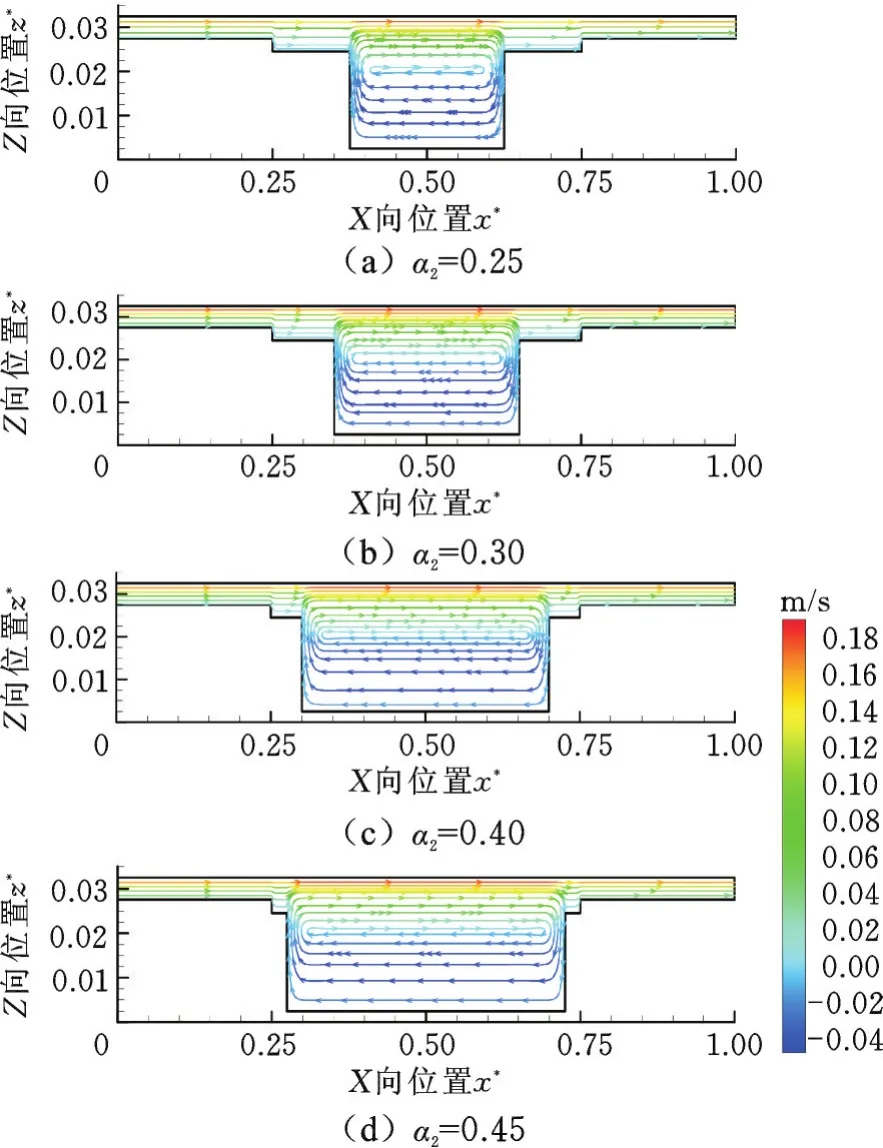
圖7 不同寬度下二層溝槽的流線圖Fig.7 Streamline of double”layer groove texture with different width
3 結論
(1)在溝槽容積相同的情況下,相比單層溝槽,二層溝槽的動壓效應更為顯著,油膜承載力更大。
(2)隨著第二層溝槽深度β2的增加,p*av先增大后減小,β2=4.4時p*av達到最大值。溝槽內有旋渦存在時,隨著α2的增大,旋渦區域擴大,溝槽的楔形效應被削弱,導致p*av隨α2的增大而逐漸減小。
(3)當溝槽內沒有旋渦時,楔形效應是影響油膜承載力的主要因素,隨著溝槽深度的增大,楔形效應增強,油膜的承載力增大。當溝槽內存在旋渦時,旋渦會削弱溝槽的楔形效應,降低油膜承載力,并且隨著溝槽深度的增加,旋渦區域擴大。因此,應避免溝槽內產生旋渦。
猜你喜歡
結構工程師(2022年2期)2022-07-15 02:22:56
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
廣西科技大學學報(2016年1期)2016-06-22 13:10:41
鐵道科學與工程學報(2015年5期)2015-12-24 12:11:58
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
太陽能(2015年6期)2015-02-28 17:09:30