不同Nb含量對(Nb,Ti)C顆粒強化Fe基復合堆焊層微觀組織及耐磨性影響研究
2023-02-24 09:23:38牛犇曾邦興鄒曉東易江龍彭琳
精密成形工程 2023年2期
牛犇,曾邦興,鄒曉東,易江龍,彭琳
不同Nb含量對(Nb,Ti)C顆粒強化Fe基復合堆焊層微觀組織及耐磨性影響研究
牛犇1,曾邦興1,鄒曉東1,易江龍1,彭琳2
(1.廣東省科學院中烏焊接研究所,廣州 510650;2.攀鋼集團有限公司,四川 攀枝花 617067)
顆粒強化金屬基復合涂層由于具有優異的力學性能及良好的耐磨性,受到了研究人員的廣泛關注,然而,較少有文獻報道復合強化相含量與復合涂層力學性能的關系,特別是在電弧堆焊制備的復合涂層中。因此,有必要探明強化顆粒含量對Fe基復合堆焊涂層微觀組織及耐磨性的影響規律,為設計新型Fe基復合堆焊材料提供試驗依據。通過向藥芯焊絲中添加不同含量的Nb,以原位合成(Nb,Ti)C強化相,并據此調控電弧堆焊層中原位生成的(Nb,Ti)C數量密度,進而影響堆焊層的微觀組織、硬度及耐磨性。隨著Nb的添加,熔覆過程中Nb與基體中的C、Ti反應,原位生成了立方結構的(Nb,Ti)C相,且(Nb,Ti)C相含量隨著Nb含量的增加而逐漸增大。與未添加Nb時相比,含質量分數為6% Nb的堆焊層中(Nb,Ti)C復合顆粒的數量密度增加到0.53個/μm2,硬度也由673.08HV0.5增大到734.88HV0.5。摩擦磨損試驗結果表明,隨著Nb的增加,磨損量呈現出逐漸降低的趨勢,其中,Nb含量為6wt.%的堆焊層樣品表現出了最淺、最平滑的磨痕,其磨損率僅為1.12×10?8mm3/(N·m),磨損機制為輕微的黏著磨損。提高Nb的添加量可以增大(Nb,Ti)C強化相的數量密度,有效提升堆焊層的硬度及耐磨性,并在添加質量分數為6%的Nb時表現出最高的耐磨性能。
Fe基復合涂層;(Nb,Ti)C;電弧堆焊;硬度;磨損
由于金屬及合金具有優異的綜合性能,已廣泛應用于各行各業,如采礦、能源、工程機械等,但其服役環境比較惡劣,每年都會因磨損造成大量的經濟損失[1]。磨損是動態金屬機械構件最常見的3種失效模式之一,因此,從經濟與技術角度出發,在金屬構件表面進行改性,以改善金屬構件的耐磨性能,是降低經濟損失并提高服役壽命最有效的方法之一[2]。
表面工程技術是一種可以在低成本低性能的基體材料表面使用特殊的材料涂層,以提高耐磨性且具有經濟效益的替代技術,經此方式,擁有保護涂層的廉價金屬材料也可達到滿足服役環境要求的綜合性能[3]。近10年來,涂層技術因具有這種特點已經吸引了越來越多研究人員的關注,各種涂層沉積技術在文獻中多有報道[4-5]。而當需要較厚的耐磨涂層時,在廣泛使用的幾種表面工程技術中,激光熔敷、熱噴涂、等離子噴涂及電弧堆焊技術由于具有高效率、良好的冶金連接性、低稀釋率及低孔隙率獲得了更多關注[6]。其中,電弧堆焊技術由于其優異的弧穩定性、超高熔池溫度、低熱變形量及高焊接速度,成為了金屬表面改性常用的技術。因此,近年來已有多項研究聚焦于電弧堆焊改性金屬表面耐磨性能方面[7-9]。
在各種涂層相關的研究中,除了堆焊技術的選擇與工藝外,堆焊材料的成分與微觀組織對于以低成本獲得有效的保護涂層也是至關重要的。從經濟角度出發,在各種金屬基耐磨材料中,Fe基材料由于其相對低廉的材料成本、良好的綜合性能及優異的耐磨性能,在工程建設中獲得了大量應用,成為了耐磨材料中最重要的系列。此外,使用Fe基材料在碳鋼基體表面堆焊,也將有利于降低材料與基體的成分偏差,提高冶金連接性。然而,與更昂貴的Ni基、Co基涂層材料相比,常規的Fe基材料在綜合性能上稍有不足。因此,在服役環境較為惡劣的船舶、石油化工等領域,研究人員開發出了服役壽命更高、耐磨性更好的顆粒增強Fe基復合涂層[10-12]。在復合涂層中,常用的強化相包括TiC、WC、SiC、VC等,這些強化相的添加可以明顯提高Fe基材料的硬度和強度,有效改善耐磨性[13-16]。Ren等[10]通過超高速激光熔覆技術制備了無缺陷的VC強化Fe基復合涂層,其中,VC顆粒(<2 μm)密集且均勻地分布在Fe基涂層中,并促使涂層的硬度和耐磨性與低碳鋼基體相比分別提高了4倍與10倍。Chen等[12]在Fe基涂層中引入了TiC和TiB2顆粒以增強耐磨性,結果表明,TiC和TiB2顆粒的引入明顯細化了晶粒,同時,這些均勻分布的強化顆粒能有效弱化凝固過程中熱流的方向性,促進柱狀晶向等軸晶轉變。
NbC也是一種常用的金屬基復合涂層強化相,具有高硬度(>235 GPa)、高熔點(3 613 ℃)、優異的彈性模量(580×103MPa)、有限的熱膨脹系數(6.65× 10?6/K)及與Fe基合金理想的潤濕性等特點[17]。Cola?o等[18]研究了NbC/Fe基激光復合涂層的微觀組織和耐磨性,結果表明,涂層的耐磨性呈現出了非線性變化,并且在NbC的體積分數增加到20%~30%時達到最大值。此外,有文獻報道,復合碳化物對涂層性能的強化效果優于單獨的碳化物[19]。Zhao等[20]探究了(Nb,Ti)C在(Nb,Ti)C/Fe復合涂層中的形成機理,證明了Ti的添加能增強(Nb,Ti)C/α?Fe界面的穩定性,并明顯提高了復合涂層的耐磨性能。然而,較少有文獻報道復合強化相含量與復合涂層力學性能的關系,特別是在電弧堆焊制備的復合涂層中,由于所用原材料為焊絲,難以改變強化相的成分。
文中以易于調整成分的藥芯焊絲為原材料,通過向Fe基合金中引入不同含量的Nb,以在熔覆金屬中原位生成(Nb,Ti)C碳化物,提高Fe基合金堆焊層的硬度和耐磨性。同時,探究原位生成的碳化物顆粒對復合涂層微觀組織的影響規律,厘清Nb含量對堆焊層硬度和耐磨性的內在聯系,揭示Fe基合金復合涂層的磨損機制。
1 試驗
1.1 試驗材料
以退火Cr5鋼為基體材料,其產自東北特鋼集團,成分如表1所示。該母材呈扁平的長方體,長×寬×高為150 mm×100 mm×15 mm。由于Cr5鋼母材表面有較厚的氧化層,在堆焊試驗前用研磨機對其表面進行機械打磨;之后用酒精和丙酮清洗干凈,于120 ℃的鼓風干燥箱中干燥2 h后取出待用。
表1 基體材料化學成分

Tab.1 Chemical composition of matrix material wt.%
為探究不同NbC含量對堆焊層組織與性能的影響,不同含量的鈮鐵粉(Nb的質量分數為65%)被引入藥芯焊絲中,以原位生成NbC,所設計焊絲的化學成分如表2所示。
表2 所用焊絲化學成分
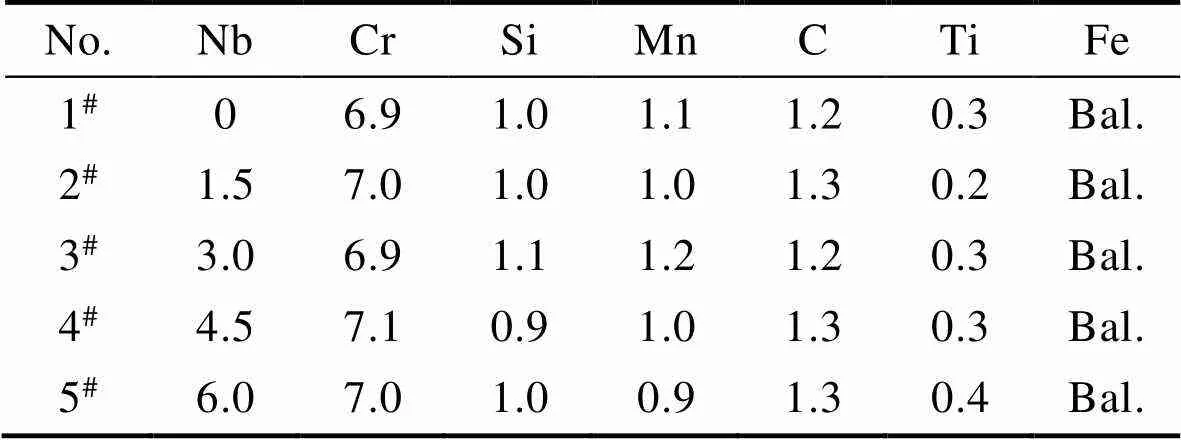
Tab.2 Chemical composition of flux-cored welding wires wt.%
1.2 試驗方法
試驗采用的電弧堆焊設備為松下電弧焊機(Panasonic YD-500GS機器人),其主要由保護氣、焊接電源、冷卻箱、送絲器、焊槍、機器人、控制器、堆焊機床等組成。利用該設備在Cr5鋼基體上進行氣體保護復合堆焊層的制備,堆焊過程中為防止因未焊透所導致的堆焊層出現裂紋,同層不同焊道間的搭接率需維持在約1/3。完成堆焊后,將其靜置在室溫下自然冷卻。堆焊過程中的焊接電流為260 A,電壓為24 V,焊接速度為0.5 m/min,干伸長為15 mm,整個焊接過程通入Ar(80%)+CO2(20%)混合氣體作為保護氣體。
1.3 微觀組織及性能
通過線切割將制備好的堆焊層沿縱截面切成10 mm×10 mm×8 mm的金相試樣,隨后用SiC砂紙從粗到細逐級研磨、拋光。為顯示微觀組織,使用體積分數為4%的硝酸酒精溶液對拋光試樣腐蝕20 s左右,之后通過Ario Imager. M2m金相顯微鏡(OM,德國蔡司公司)和帶有能譜分析儀(EDS)的QUANTA 250掃描電子顯微鏡(SEM,美國FEI公司)觀察樣品表面形貌。采用SmartLab X射線衍射儀(XRD,日本Rigaku Global公司)對堆焊層進行物相分析,角度范圍為10°~90°,步長為0.01°,利用Jade軟件對結果進行標定。采用WILSON VH1202維氏硬度計(美國BUEHLER公司)對堆焊層從上往下每隔0.25 mm進行顯微硬度測試,試驗所用載荷壓力為5 N,保壓時長設置為10 s。為了測試堆焊樣品的摩擦磨損性能,以直徑為9.5 mm的Si3N4磨球和堆焊試樣形成摩擦副,利用UMT-3型多功能摩擦磨損試驗機(美國CETR公司)對拋光后的樣品進行往復式的摩擦磨損試驗,試驗參數:頻率5 HZ,振幅8 mm,磨損時間60 min,滑動速度80 mm /s,總磨損行程144 m,載荷選用100 N。摩擦磨損試驗機將自動記錄摩擦磨損因數,并通過式(1)計算磨損率r。
rΔ/(×) (1)
式中:Δ為樣品的磨損體積,mm3,可利用Altisurf 500光學三維輪廓儀(法國Altimet公司)進行測量;為摩擦磨損試驗中所用載荷,N;為滑移距離,m。
2 結果與分析
圖1為添加不同Nb含量堆焊層的XRD圖譜。由圖1可知,當焊絲中未添加Nb時,堆焊層中由體心立方(BCC)結構的α-Fe相和面心立方(FCC)結構的γ-Fe相構成;當向堆焊焊絲中添加質量分數為1.5%的Nb時,在2為35.235°、40.912°、59.011°及70.600°處分別出現了立方(Nb,Ti)C相的(111)、(200)、(220)及(311)峰,且隨著Nb含量的進一步增加,(Nb,Ti)C相的峰強度逐漸增強,說明向焊絲中引入Nb后,成功地在堆焊層中原位生成了NbC,而凝固過程中由于TiC形成的吉布斯自由能低于NbC,TiC顆粒會優先于NbC形核,且隨著TiC顆粒的生長,其表面的Ti含量逐漸降低,誘導NbC在TiC核表面形核,從而形成(Nb,Ti)C復合顆粒[21]。有研究表明,與NbC相比,復合的(Nb,Ti)C顆粒更明顯地改善了Fe基材料的耐磨性[22]。此外,隨著析出的(Nb,Ti)C顆粒數量逐漸增多,γ-Fe相的峰強逐漸減弱,這是因為(Nb,Ti)C顆粒的形成大量消耗了基體中的C元素,從而提高了相轉變溫度,促進了γ-Fe向α-Fe轉變[23]。
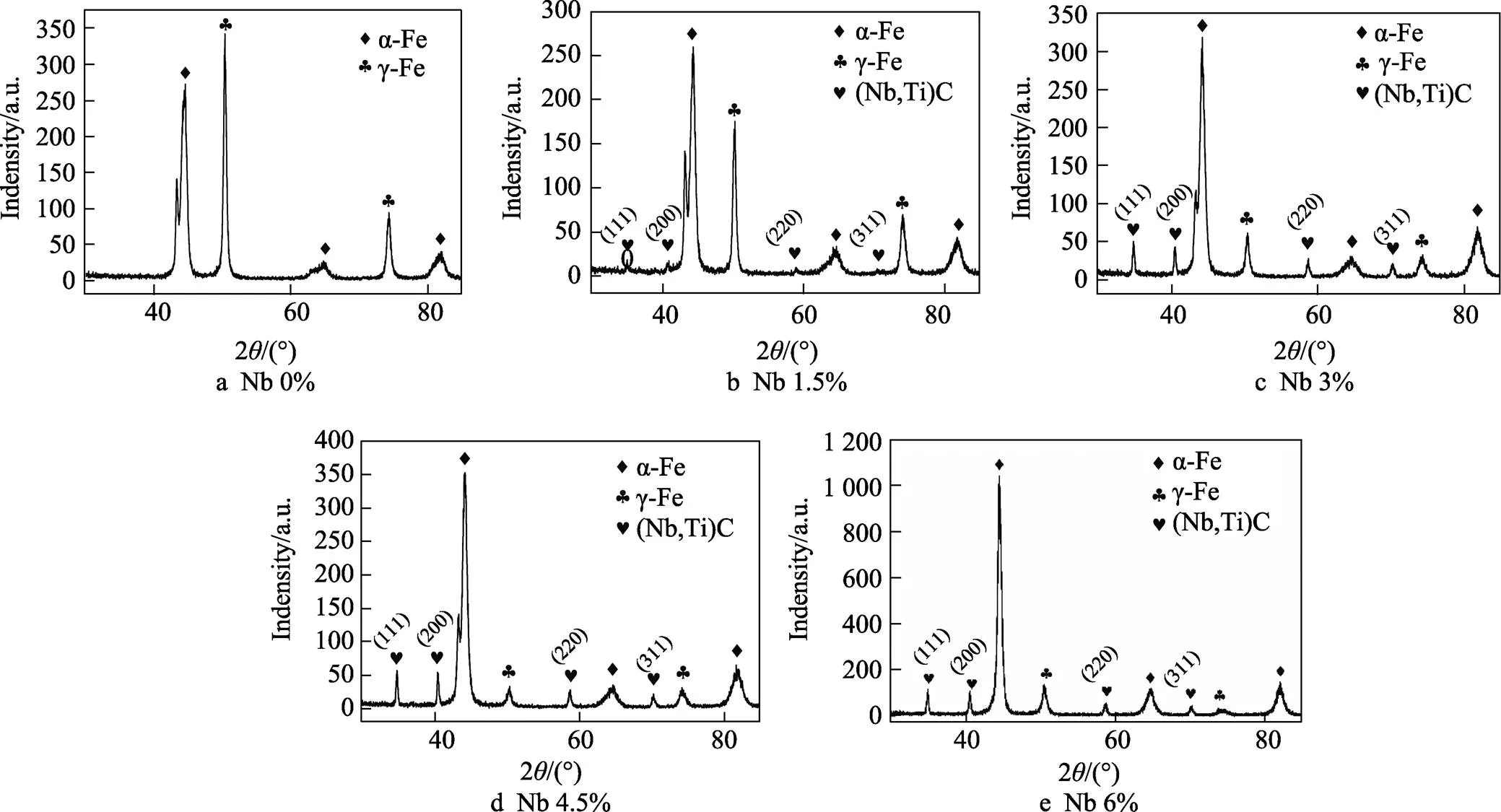
圖1 不同Nb含量堆焊層XRD圖譜
不同Nb含量的堆焊層單道單層截面宏觀形貌和金相組織分別如圖2、圖3所示。由圖2可知,所有Nb含量下的堆焊層都與基體的冶金連接性良好,且在堆焊層中未觀察到明顯的焊接缺陷,如未熔合、夾渣、孔洞、裂紋等。此外,不同Nb含量下堆焊層的熔高、熔寬及余高值較為接近,表明Nb含量對堆焊層的幾何形貌影響較小。未添加Nb的堆焊層組織主要為胞狀晶組織,隨著Nb的添加,有少量的第二相顆粒析出,且胞狀晶晶界開始消失。當Nb含量進一步增加時,第二相的析出量也隨之增加,且基體組織晶界逐漸模糊,小晶粒出現,這是因為熔池反應過程中元素的擴散促進第二相的析出,隨著Nb含量的增加,析出的(Nb,Ti)C數量增加,而晶界是原子快速擴散的通道,大量碳化物顆粒沿晶界析出并促成晶粒細化[24]。
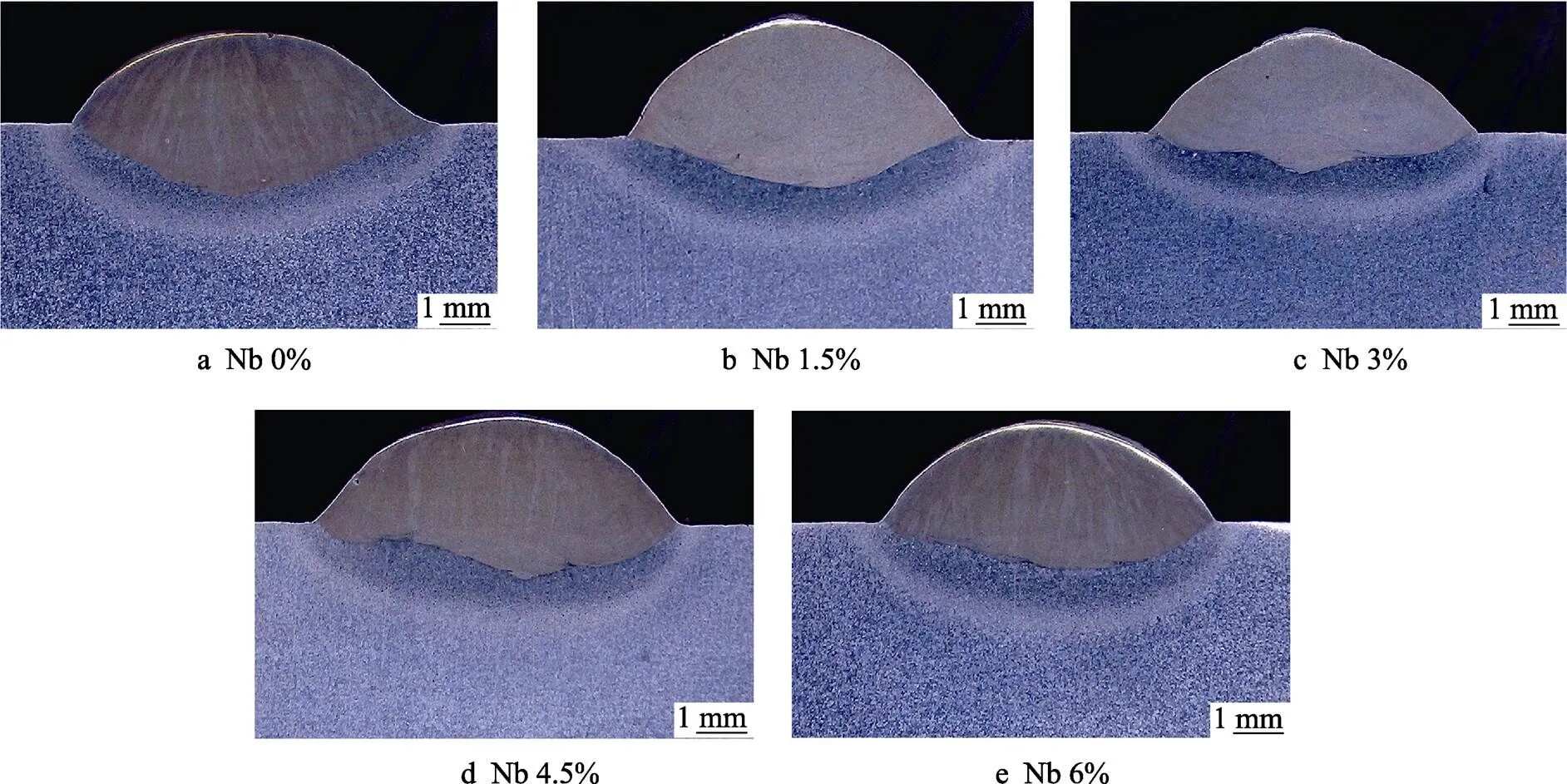
圖2 不同Nb含量堆焊層試樣的截面形貌
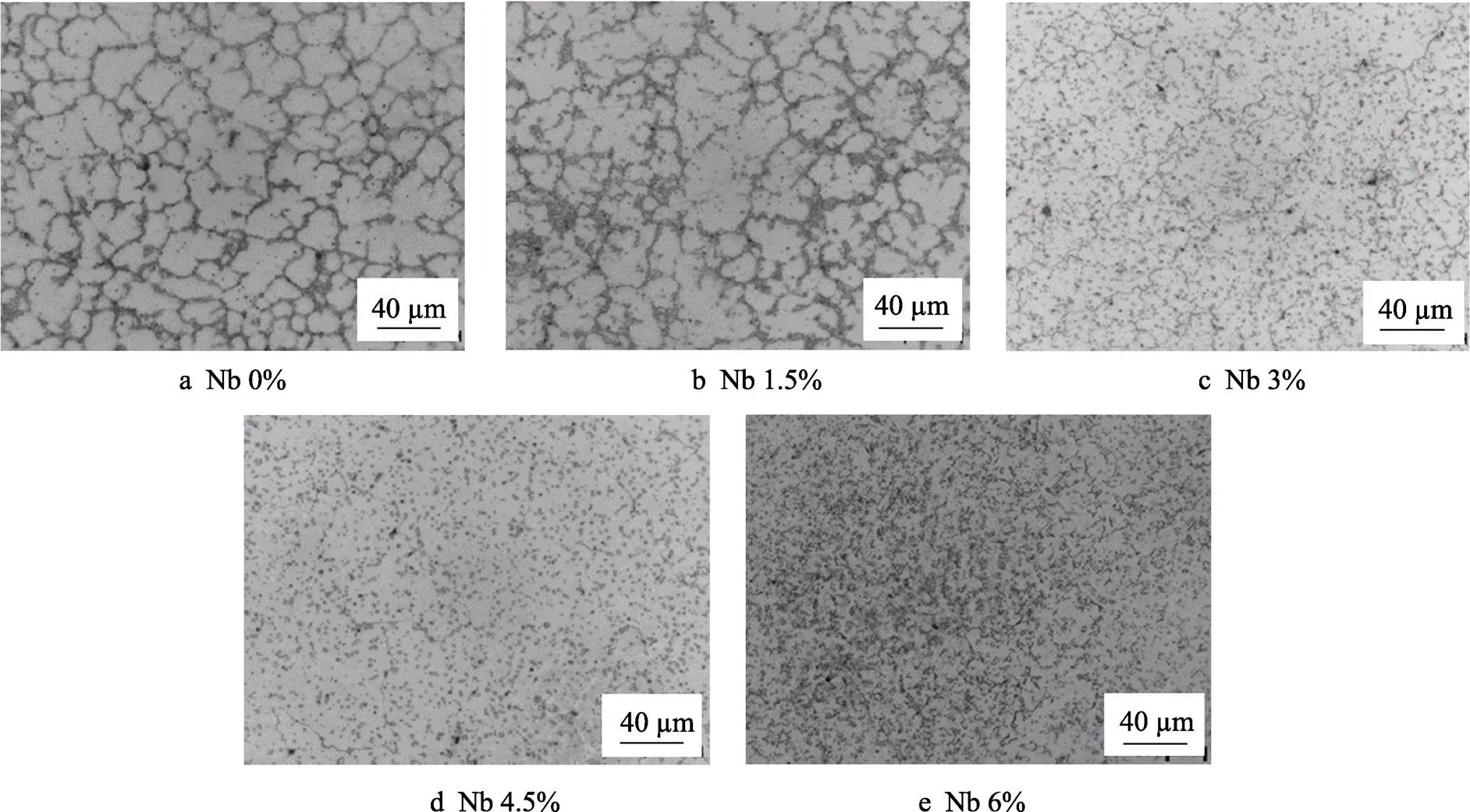
圖3 不同Nb含量堆焊層的金相組織
為了進一步了解堆焊層的微觀表面形貌及第二相顆粒,對試樣進行SEM觀察(圖4)。由圖4可知,隨著Nb含量的增加,堆焊層中析出的第二相顆粒數量逐漸增加。采用EDS線掃描對堆焊層中析出的第二相進行成分分析,結果如圖5所示。結果表明,堆焊層中的第二相尺寸主要分布在0.6~1.0 μm,其數量密度隨著Nb含量的增加(質量分數1.5%~6%)分別增至0.12、0.31、0.45、0.53個/μm2。當線掃描經過該顆粒時,Nb、Ti及C峰強度明顯增大,而Fe、Cr峰減弱,說明該類第二相顆粒中主要包含Nb、Ti、C元素,結合XRD分析可知,堆焊層中析出碳化物為(Nb,Ti)C復合碳化物,其中Nb元素的強度要高于Ti,主要是因為NbC是構成復合碳化物的主要部分,而Ti元素主要是作為形核中心促進NbC的析出。而Fe元素與Cr元素強度減弱是因為碳化物顆粒中不含Fe、Cr,其主要分布在堆焊層基體中。隨著Nb添加量的增加,碳化物含量的增加主要是因為焊絲中的合金元素溶解在熔池中,而熔池的流動性促使元素在熔池中重新分布,Nb含量越高,在熔池中分布越廣,與C原子的接觸機會越多,而焊絲中提供了足量的C與Nb發生反應,因此,隨著Nb含量的增加,NbC的數量也會增加,并隨熔池的冷卻逐漸析出。
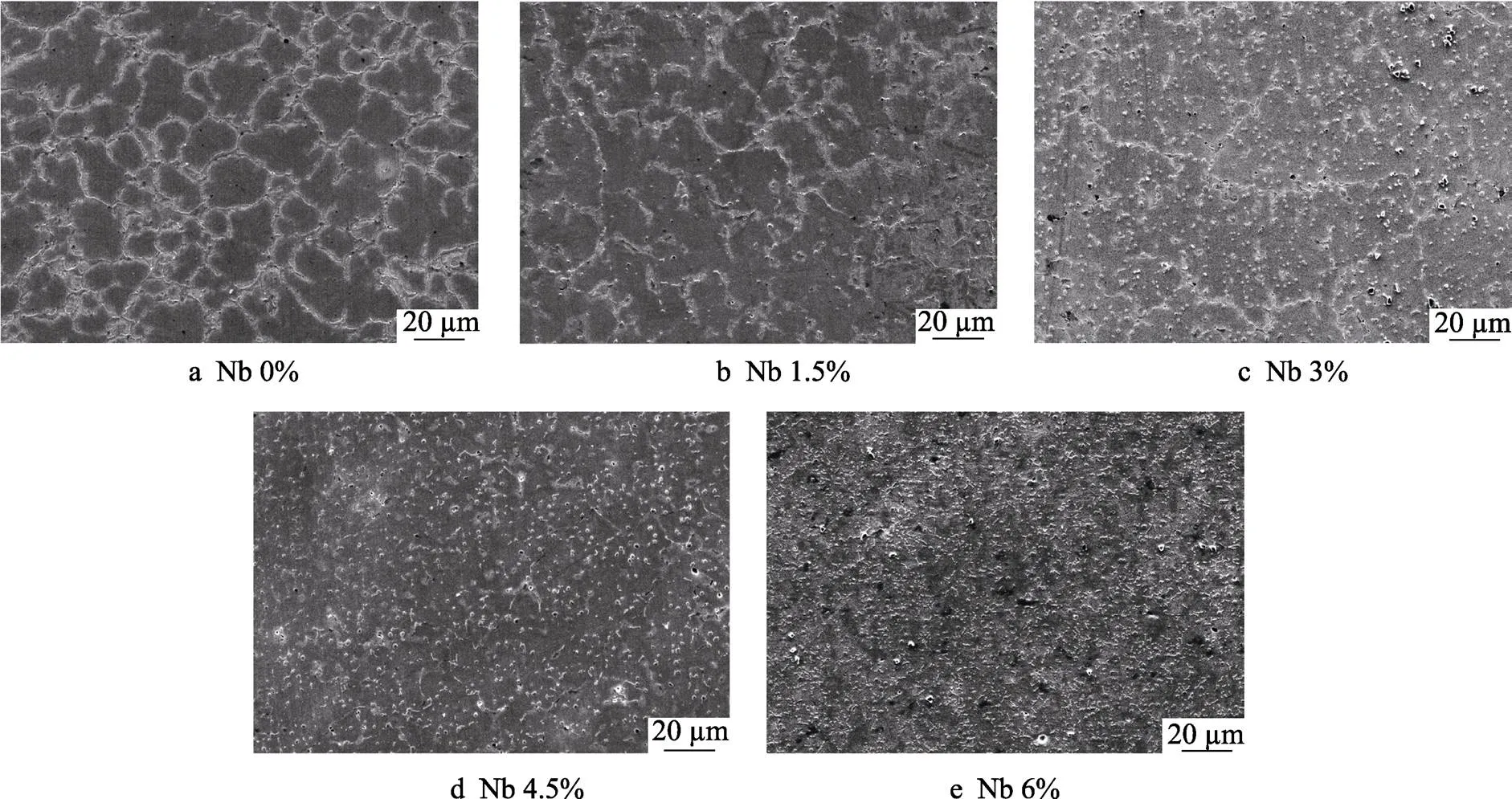
圖4 不同Nb含量堆焊層的SEM圖像
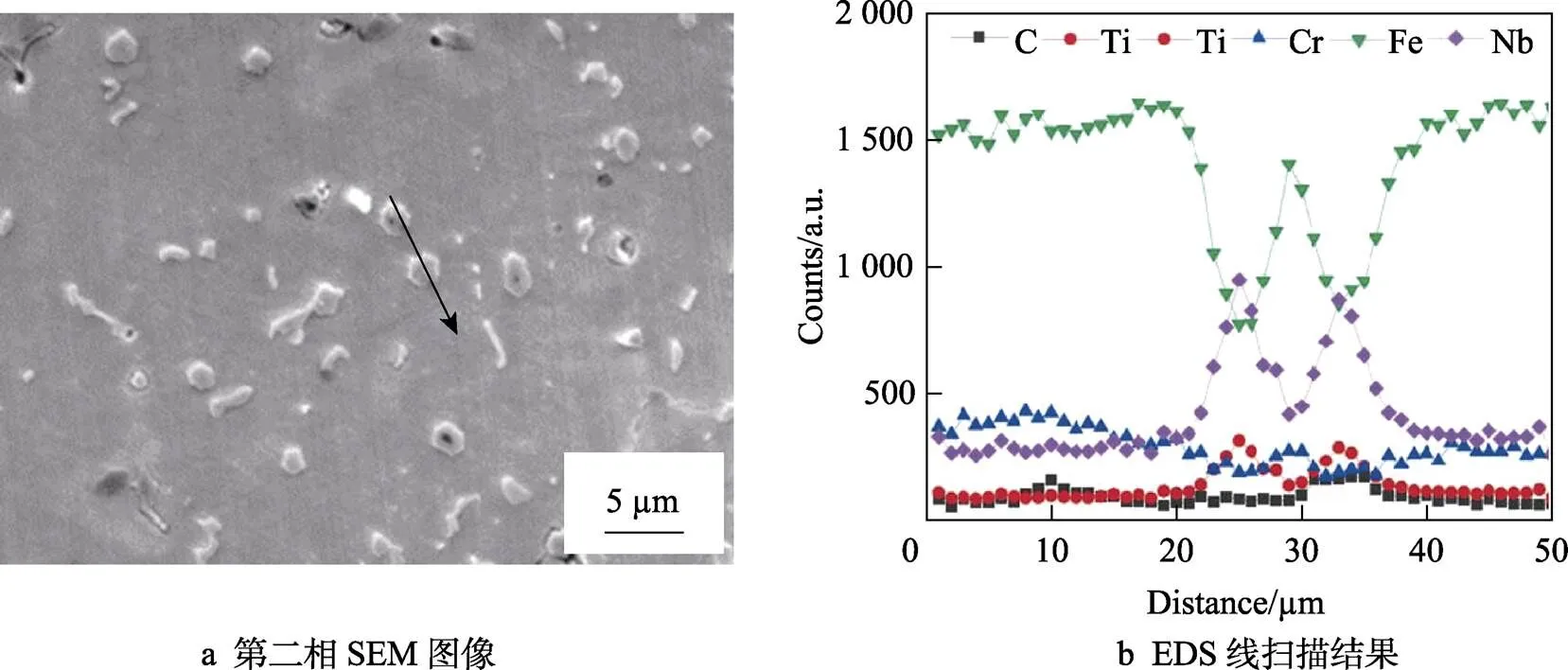
圖5 堆焊層中第二相顆粒的SEM圖像及EDS線掃描結果
圖6顯示了不同Nb含量堆焊層的顯微硬度。不含Nb時,堆焊層的顯微硬度值為673.08HV0.5,當Nb的質量分數為1.5%時,堆焊層顯微硬度為667.29HV0.5,堆焊層的硬度略微下降主要是因為Nb元素會消耗基體中的C元素,導致基體涂層的含碳量降低,從而降低堆焊層的顯微硬度。隨著Nb含量的進一步增加,堆焊層的顯微硬度呈遞增的趨勢。Nb的質量分數分別為3%、4.5%、6%時,堆焊層的顯微硬度值分別提高到676.63HV0.5、711.61HV0.5、734.88HV0.5。析出強化是金屬材料的主要強化方式之一,由第二相析出所提升的強度p可以用Ashby-Orowan關系表達,見式(2)。
p=(0.5381/2/) ln(/) (2)
式中:為剪切模量,采用鐵基材料的剪切模量81.6 GPa;為伯氏矢量,采用鐵基材料的伯氏矢量0.248×10-6mm;為第二相的體積分數;為第二相的平均直徑。對于文中的Fe基復合堆焊層,、為常數,且隨著Nb含量的增加,基本保持不變(0.6~1.0 μm),逐漸增大,由式(2)可知,p也隨之逐漸增大。此外,金屬材料的硬度值與強度呈正相關,因此,硬度值也隨著p的增大而增大。綜上所述,隨著Nb含量的逐漸增加,堆焊過程中原位析出的(Nb,Ti)C碳化物顆粒含量逐漸增大,由此產生了更強的析出強化作用,此時(Nb,Ti)C對堆焊層的增強作用大于基體中因C含量降低而導致的硬度下降,因此,隨著Nb含量的增加,堆焊層的顯微硬度開始提高。
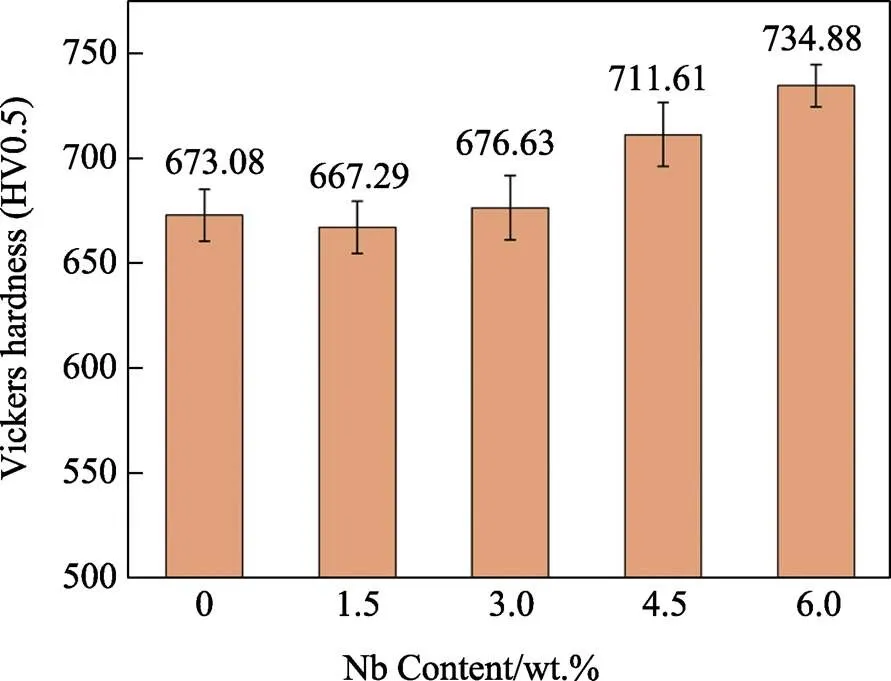
圖6 不同Nb含量堆焊層的維氏硬度值
對堆焊層進行摩擦磨損試驗,得到了不同Nb含量堆焊層試樣的摩擦因數隨磨損時間變化的曲線,如圖7所示。由圖7可知,各磨損試樣變化趨勢基本一致,磨損初期呈快速上升趨勢,這是因為在磨損初始階段突然施加的載荷造成了試樣的塑性變形,此時Si3N4磨球會對試樣表面產生劇烈的沖擊、磨合等作用,從而在初期顯示出了典型的磨損上升特征[25],隨后磨損曲線逐漸趨于一個穩定的狀態。而Nb含量為6%的堆焊試樣在磨損初期存在一個波動過程,這可能與其表面存在較多的碳化物顆粒有關,碳化物的凸起會阻礙磨球的嵌入,延長其達到穩定狀態時間[26]。添加Nb的質量分數分別為0%、1.5%、3%、4.5%、6%的堆焊試樣,其摩擦磨損因數分別為0.51、0.49、0.43、0.42、0.42。與未添加Nb的堆焊層相比,引入(Nb,Ti)C顆粒后的堆焊層產生了更低的摩擦磨損因數。
為了深入了解樣品的磨損機理,對不同Nb含量堆焊層的磨損形貌進行SEM觀察(圖8)。從圖8可以看出,未添加Nb的堆焊層其磨損表面有著明顯的犁溝及片狀氧化層剝落和磨粒磨屑,表現出了較為嚴重的磨粒磨損和黏著磨損。向堆焊層中添加Nb后,原位生成的(Nb,Ti)C顆粒提高了堆焊層表面的硬度,促進了其耐磨性的提升。因此,盡管Nb的質量分數為1.5%時依然有明顯的犁溝存在,但磨粒磨屑減少,磨損機制表現為較嚴重的黏著磨損,隨著Nb含量的進一步提高,堆焊層表面析出更多的碳化物,使其硬度開始高于未添加Nb的堆焊層,此時,高硬度的(Nb,Ti)C顆粒會對基體起明顯的保護作用,降低磨球對基體磨削的幾率。同時,(Nb,Ti)C周圍的基體組織由于硬度較低而先被磨損,凸起的(Nb,Ti)C顆粒則成為接下來的磨損對象,而高硬度的(Nb,Ti)C顆粒能更為有效地抵抗磨球的嵌入,使得磨損表面無明顯犁溝。因此,當Nb的質量分數為3%時,磨損面主要存在片狀氧化層及磨屑剝落,當Nb的質量分數達到6%時,磨痕呈現出最均勻、平滑的表面形貌,只有少量的氧化層區域表現出輕微的黏著磨損現象。
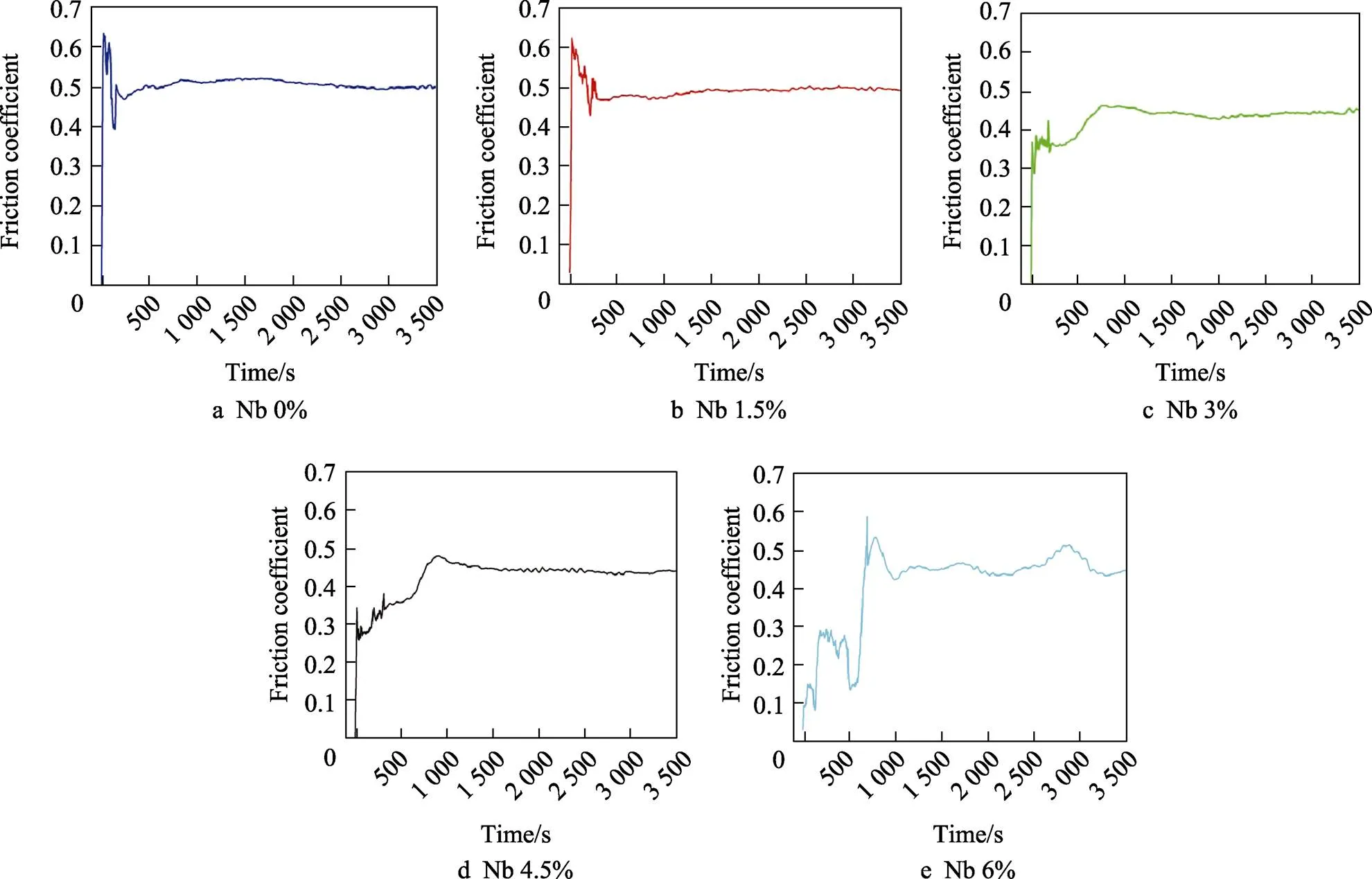
圖7 不同Nb含量堆焊層試樣摩擦因數隨時間變化曲線

圖8 不同Nb含量堆焊層的磨損形貌
圖9、圖10顯示了不同Nb含量堆焊試樣的磨損率及二維輪廓變化,可以看出,不同Nb含量的堆焊層展現出了不同程度的磨損與磨痕輪廓。未添加Nb含量的堆焊試樣磨痕較深、較寬(寬度約為1.19 mm,深度約為0.59 mm),磨損率較大,為9.31×10?8mm3/(N·m),該結果與圖8a、b中較嚴重的磨損形貌相一致。隨著Nb含量的增加,析出的碳化物顆粒逐漸增多,凸起的顆粒會增大表面的粗糙度,使得磨痕深度變淺,同時磨損率降低。當Nb的質量分數分別為1.5%、3%、4.5%時,其磨損率分別為3.81×10?8、3.55×10?8、3.28×10?8mm3/(N·m);當Nb的質量分數為6%時,磨損率最小,為1.12×10?8mm3/(N·m)。由此可見,(Nb,Ti)C/Fe復合堆焊層展現出了最窄(約0.9 mm)、最淺(約0.24 mm)的磨痕曲線,這與輕微的黏著磨損形貌(圖8e、f)及摩擦磨損因數的結果相一致。因此,與未添加Nb的堆焊層相比,添加Nb后的堆焊層表面材料去除量更小,磨痕變窄變淺,磨損機制由嚴重的磨粒磨損及黏著磨損向輕微的黏著磨損轉變,(Nb,Ti)C強化相的原位生成顯著提高了Fe基復合堆焊層的耐磨性。

圖9 不同Nb含量堆焊層試樣磨損率
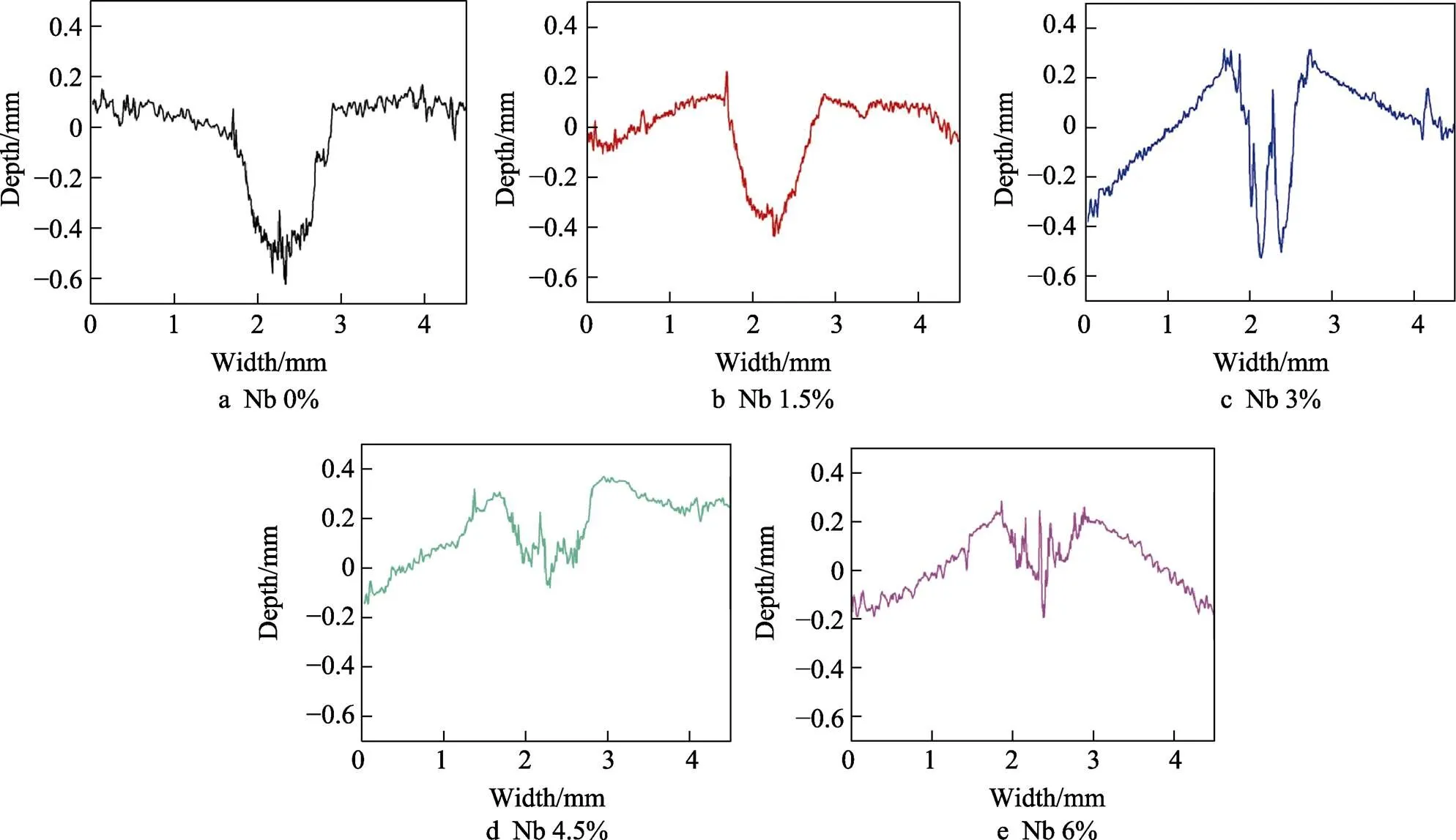
圖10 不同Nb含量堆焊試樣磨痕的宏觀形貌參數變化
3 結論
通過原位合成的方式向Fe基堆焊涂層中引入了(Nb,Ti)C強化顆粒,并探究了添加不同含量Nb時堆焊層中(Nb,Ti)C強化相含量、微觀組織、顯微硬度及磨損性能的演變規律,厘清了復合堆焊層的磨損機理,得出了以下主要結論。
1)在未添加Nb的Fe基堆焊層中只呈現出BCC結構的α-Fe相和FCC結構的γ-Fe相。但隨著Nb含量的增加,堆焊層中γ-Fe相衍射強度減弱,而α-Fe相增強。同時,堆焊層中出現了立方結構的(Nb,Ti)C峰,其衍射強度隨著Nb含量的增加逐漸增強。
2)未添加Nb的堆焊層組織主要由胞狀晶組織構成,隨著Nb含量的增加,晶界開始逐漸消失,碳化物的析出量隨之逐漸增加。當Nb的質量分數為6%時,析出的(Nb,Ti)C顆粒數量密度達到最大值。
3)未添加Nb時,堆焊層的顯微硬度值為673.08HV0.5,當向焊絲中添加質量分數為1.5%的Nb時,堆焊層顯微硬度由于基體中C含量的大量降低而略微減小到667.29HV0.5。隨著Nb含量的進一步增加,堆焊層顯微硬度呈增大趨勢,當Nb的質量分數達到6%時,堆焊層的顯微硬度值達到最高值(734.88HV0.5)。
4)堆焊層的磨損體積隨著Nb含量的增加呈逐漸降低的趨勢,未添加Nb時,堆焊層的磨損率為9.31×10?8mm3/(N·m),磨痕最深,其磨損機制表現為較嚴重的磨粒磨損及黏著磨損;當Nb的質量分數達到6%時,磨痕最淺,磨損率僅為1.12×10?8mm3/(N·m),磨損機制為輕微的黏著磨損,表現出了最高的耐磨性能。
[1] ZHANG Chang-le, LI Shou-hai, LIN Ying-hua, et al. Effect of Boron on Microstructure Evolution and Properties of Wear-Resistant Cast Fe-Si-Mn-Cr-B Alloy[J]. Journal of Materials Research and Technology, 2020, 9(3): 5564-5576.
[2] LIU Yuan-fu, XIA Zhi-ying, HAN Jian-min, et al. Microstructure and Wear Behavior of (Cr, Fe)7C3Reinforced Composite Coating Produced by Plasma Transferred Arc Weld-Surfacing Process[J]. Surface and Coatings Technology, 2006, 201(3/4): 863-867.
[3] KOGA G Y, WOLF W, SCHULZ R, et al. Corrosion and Wear Properties of FeCrMnCoSi HVOF Coatings[J]. Surface and Coatings Technology, 2019, 357: 993-1003.
[4] SANTANA D A, KOGA G Y, WOLF W, et al. Wear-Resistant Boride Reinforced Steel Coatings Produced by Non-Vacuum Electron Beam Cladding[J]. Surface and Coatings Technology, 2020, 386: 125466.
[5] CHAI Lin-jiang, CHEN Bao-feng, WANG Shu-yan, et al. Microstructural, Textural and Hardness Evolution of Commercially Pure Zr Surface-Treated by High Current Pulsed Electron Beam[J]. Applied Surface Science, 2016, 390: 430-434.
[6] 張樹玲, 邱明坤, 陳煒曄, 等. 耐磨涂層的制備技術[J]. 熱加工工藝, 2019, 48(10): 25-30.
ZHANG Shu-ling, QIU Ming-kun, CHEN Wei-ye, et al. Preparation Technology of Wear Resistant Coatings[J]. Hot Working Technology, 2019, 48(10): 25-30.
[7] 魏仕勇, 彭文屹, 陳斌, 等. 等離子弧粉末堆焊熔覆材料的研究現狀與進展[J]. 材料導報, 2020, 34(9): 9143-9151.
WEI Shi-yong, PENG Wen-yi, CHEN Bin, et al. Current Status and Progress of Cladding Materials for Plasma Arc Powder Surfacing[J]. Materials Reports, 2020, 34(9): 9143-9151.
[8] 劉清陽, 王華君, 洪峰, 等. H13鋼等離子堆焊Ni60A/Cr3C2覆層的磨損及熱疲勞性能[J]. 金屬熱處理, 2020, 45(10): 175-180.
LIU Qing-yang, WANG Hua-jun, HONG Feng, et al. Wear and Thermal Fatigue Properties of Ni60A/Cr3C2Coating Prepared by PTA Welding on H13 Steel[J]. Heat Treatment of Metals, 2020, 45(10): 175-180.
[9] ZHOU Yi-cheng, WANG Qi-yu, ZHANG Guo-dong. Effect of Cr3C2Content on Microstructure and Properties of 310 Stainless Steel Coating by PTA Welding[J]. Surface Engineering, 2021, 37(4): 464-471.
[10] REN Yi-qun, LI Li-qun, ZHOU Yuan-dong, et al. In Situ Synthesized VC Reinforced Fe-Based Coating by Using Extreme High-Speed Laser Cladding[J]. Materials Letters, 2022, 315: 131962.
[11] LIU Chang-yu, XU Peng, ZHENG De-yi, et al. Study on Microstructure and Properties of a Fe-Based SMA/PZT Composite Coating Produced by Laser Cladding[J]. Journal of Alloys and Compounds, 2020, 831: 154813.
[12] CHEN Liao-yuan, YU Tian-biao, GUAN Chuang, et al. Microstructure and Properties of Metal Parts Remanufactured by Laser Cladding TiC and TiB2Reinforced Fe-Based Coatings[J]. Ceramics International, 2022, 48(10): 14127-14140.
[13] LO K H, CHENG F T, KWOK C T, et al. Improvement of Cavitation Erosion Resistance of AISI 316 Stainless Steel by Laser Surface Alloying Using Fine WC Powder[J]. Surface and Coatings Technology, 2003, 165(3): 258-267.
[14] CAO Ya-bin, ZHI Shi-xin, QI Hai-bo, et al. Evolution Behavior of Ex-Situ NbC and Properties of Fe-Based Laser Clad Coating[J]. Optics & Laser Technology, 2020, 124: 105999.
[15] WU C L, ZHANG S, ZHANG C H, et al. Effects of SiC Content on Phase Evolution and Corrosion Behavior of SiC-Reinforced 316L Stainless Steel Matrix Composites by Laser Melting Deposition[J]. Optics & Laser Technology, 2019, 115: 134-139.
[16] ZEINALI MOGHADDAM H, SHARIFITABAR M, ROUDINI G. Microstructure and Wear Properties of Fe-TiC Composite Coatings Produced by Submerged Arc Cladding Process Using Ferroalloy Powder Mixtures[J]. Surface and Coatings Technology, 2019, 361: 91-101.
[17] CHEN Liao-yuan, YU Tian-biao, XU Peng-fei, et al. In-Situ NbC Reinforced Fe-Based Coating by Laser Cladding: Simulation and Experiment[J]. Surface and Coatings Technology, 2021, 412: 127027.
[18] COLA?O R, VILAR R. Abrasive Wear of Metallic Matrix Reinforced Materials[J]. Wear, 2003, 255(1-6): 643-650.
[19] LI M, HUANG J, ZHU Y Y, et al. Effect of Heat Input on the Microstructure of In-Situ Synthesized TiN-TiB/Ti Based Composite Coating by Laser Cladding[J]. Surface and Coatings Technology, 2012, 206(19/20): 4021-4026.
[20] ZHAO Chang-chun, XING Xiao-lei, GUO Jing, et al. Microstructure and Wear Resistance of (Nb, Ti)C Carbide Reinforced Fe Matrix Coating with Different Ti Contents and Interfacial Properties of (Nb, Ti)C/α-Fe[J]. Applied Surface Science, 2019, 494: 600-609.
[21] LI Qing-tang, LEI Yong-ping, FU Han-guang. Growth Mechanism, Distribution Characteristics and Reinforcing Behavior of (Ti, Nb)C Particle in Laser Cladded Fe-Based Composite Coating[J]. Applied Surface Science, 2014, 316: 610-616.
[22] ZHANG Ming-yang, LI Min, WANG Shu-feng, et al. Enhanced Wear Resistance and New Insight into Microstructure Evolution of(Ti, Nb)C Reinforced 316 L Stainless Steel Matrix Prepared via Laser Cladding[J]. Optics and Lasers in Engineering, 2020, 128: 106043.
[23] SARMA D S, KARASEV A V, J?NSSON P G. On the Role of Non-Metallic Inclusions in the Nucleation of Acicular Ferrite in Steels[J]. ISIJ International, 2009, 49(7): 1063-1074.
[24] LI Xiao-feng, YANG Xiao-hui, YI Deng-hao, et al. Effects of NbC Content on Microstructural Evolution and Mechanical Properties of Laser Cladded Fe50Mn30Co10Cr10-XNBC Composite Coatings[J]. Intermetallics, 2021, 138: 107309.
[25] LIU Xiu-bo, MENG Xiang-jun, LIU Hai-qing, et al. Development and Characterization of Laser Clad High Temperature Self-Lubricating Wear Resistant Composite Coatings on Ti-6Al-4V Alloy[J]. Materials & Design, 2014, 55: 404-409.
[26] CHEN Zheng-fei, YAN Hua, ZHANG Pei-lei, et al. Microstructural Evolution and Wear Behaviors of Laser-Clad Stellite 6/NbC/h-BN Self-Lubricating Coatings[J]. Surface and Coatings Technology, 2019, 372: 218-228.
Effect of Different Nb Contents on Microstructure and Wear Resistance of (Nb,Ti)C Particle Reinforced Fe Matrix Composite Arc Surfacing Layer
NIU Ben1, ZENG Bang-xing1, ZOU Xiao-dong1, YI Jiang-long1, PENG Lin2
(1. China-Ukraine Institute of Welding, Guangdong Academy of Sciences, Guangzhou 510650, China; 2. Pangang Group Company Limited, Sichuan Panzhihua 617067, China)
Recently, the particle reinforced metal matrix composite coating has been widely concerned by researchers because of its outstanding mechanical properties and excellent wear resistance. However, there are few researches on the relationship between the content of composite strengthening phase and the mechanical properties of composite coating, especially for the composite coating prepared by arc surfacing. The work aims to study the effect of reinforced particle content on microstructure and wear resistance of Fe matrix composite arc surfacing coating, so as to provide experimental basis for the design of new Fe matrix composite arc surfacing materials. Different contents of Nb were added into the flux-cored welding wire to synthesize the (Nb,Ti)C strengthening phase in-situ, and the quantity density of (Nb,Ti)C generated in-situ in arc surfacing layer was regulated accordingly to affect the microstructure, hardness and wear resistance of the arc surfacing layer.With the addition of Nb, Nb reacted with C and Ti in the matrix during the cladding process to form (Nb,Ti)C phase with cubic structure in-situ, and the content of (Nb,Ti)C phase gradually increased with the increase of Nb content. Compared to the arc surfacing layer without Nb, the amount of (Nb,Ti)C particles in the arc surfacing layer with 6wt.% Nb increased to 0.53 N/μm2and the value of Vickers hardness increased from 673.08 HV0.5 to 734.88 HV0.5. Further, according to the results of friction and wear test, with the increase of Nb, the wear rate also showed a trend of reduction. The arc surfacing layer with 6wt.% Nb showed a much shallower smooth wear track profile, with a wear rate of 1.12×10?8mm3/(N·m), and the wear mechanism was slight adhesion wear. In a word, increasing the amount of Nb can increase the quantity density of (Nb,Ti)C strengthening phase and effectively improve the hardness and wear resistance of the arc surfacing layer, and the layer can obtain the highest wear resistance when added with 6wt.% Nb.
Fe matrix composite coating; (Nb,Ti)C; arc surfacing; hardness; wear
10.3969/j.issn.1674-6457.2023.02.012
TG455
A
1674-6457(2023)02-0095-10
2022?08?18
2022-08-18
廣東省科學院發展專項資金(2022GDASZH-2022010203);廣東省基礎與應用基礎研究基金(2020A1515110327)
GDAS' Project of Science and Technology Development (2022GDASZH-2022010203); Guangdong Basic and Applied Basic Research Foundation (2020A1515110327)
牛犇(1990—),男,碩士,工程師,主要研究方向為弧焊工藝及藥芯焊絲的設計與開發。
NIU Ben (1990-), Male, Master, Engineer, Research focus: arc welding, the design and development of flux-cored wire.
鄒曉東(1992—),男,博士,工程師,主要研究方向為先進焊接材料。
ZOU Xiao-dong (1992-), Male, Doctor, Engineer, Research focus: advanced welding consumables.
牛犇, 曾邦興, 鄒曉東, 等. 不同Nb含量對(Nb,Ti)C顆粒強化Fe基復合堆焊層微觀組織及耐磨性影響研究[J]. 精密成形工程, 2023, 15(2): 95-104.
NIU Ben, ZENG Bang-xing, ZOU Xiao-dong, et al. Effect of Different Nb Contents on Microstructure and Wear Resistance of (Nb,Ti)C Particle Reinforced Fe Matrix Composite Arc Surfacing Layer[J]. Journal of Netshape Forming Engineering, 2023, 15(2): 95-104.