基于孔型形狀系數的雙相不銹鋼棒材寬展模型研究
2023-02-24 09:26:28李亮帥美榮田恒光王建梅王輝綿
精密成形工程 2023年2期
關鍵詞:模型
李亮,帥美榮,田恒光,王建梅,王輝綿
基于孔型形狀系數的雙相不銹鋼棒材寬展模型研究
李亮1,帥美榮1,田恒光1,王建梅1,王輝綿2
(1.太原科技大學 重型機械教育部工程研究中心,太原 030024;2.寶武集團山西太鋼不銹鋼股份有限公司,太原 030003)
針對2209雙相不銹鋼棒材在開坯軋制階段寬展計算精度不高、孔型設計不合理、容易產生“折疊”“耳子”等表面缺陷的問題,建立一種基于“橢圓”孔型形狀系數的寬展模型,提高產品尺寸精度。建立11道次2209雙相不銹鋼開坯軋制有限元模型,研究軋件溫度分布及“橢圓”孔型不同形狀系數對軋件寬展的影響,修正傳統С.И.古布金計算模型,并與實測數據進行對比,驗證修正后模型的可靠性。模擬軋制過程中,軋件溫度變化趨勢與實測值基本相同,11道次后溫降為91.87 ℃,且在孔型突變階段降幅較大。通過軋件每道次尺寸數據對比得出,С.И.古布金模型寬展計算偏差較大,在第8道次橢圓孔型偏差最大。不同形狀系數的橢圓孔型分別模擬軋制后,發現形狀系數為2時,橢圓孔型充滿度為93.94%,下一道圓孔型充滿度為98.92%,此時軋出的產品尺寸精度高。修正后的寬展模型與實測值進行對比,計算精度高于95%。構建的形狀系數修正寬展模型提高了軋制寬展計算精度,可用于指導雙相不銹鋼開坯軋制孔型設計及優化。
雙相不銹鋼;開坯軋制;數值模擬;形狀系數;寬展模型
棒材開坯軋制過程中,“箱形”孔型切槽淺,軋輥強度高,允許道次變形量大,軋制耗能少且共用性好,軋制效率高;“橢圓-圓”孔型變形均勻,可有效防止局部應力的產生,軋件質量好[1-3]。因此,“箱形”與“橢圓-圓”孔型構成混合孔型系統廣泛應用于棒線材軋制生產中。然而,軋件在“橢圓-圓”孔型中發生不規則塑性變形,其寬展難以預測與控制,從而影響軋件尺寸精度和力能參數計算等[4-6]。
目前,國內外學者圍繞軋制成形技術進行了大量研究和應用,關于棒材軋制寬展的研究主要集中于諸如軋制速度、壓下量、軋制溫度、軋輥直徑及潤滑條件等耦合因素,并且已經形成較為成熟的關鍵技術研究和市場化應用。謝紅飆等[7]研究了三輥減定徑機組軋制棒材的寬展模型,基于伸長率為自變量的修正系數法修正采利柯夫寬展模型,單道次寬展計算結果最大偏差為10%。常彬彬等[8]基于金屬流動規律,推導并驗證了圓軋件在“三角孔型”中變形及三角形軋件在“圓孔型”中變形的橫斷面計算方法,從而避開了孔型填充系數的選取,提高了軋件橫斷面和寬展的計算精度。楊毅[9]研究了馬氏體不銹鋼95Cr18棒材連軋過程中的寬展,著重開展了軋輥摩擦系數、軋制速度和軋制溫度的耦合影響研究,修正了筱倉恒樹寬展公式。董永剛等[10]引入材料影響系數,修正了經典Shinokura寬展公式,并進行了迭代優化,推導出更精確的出口軋件平均等效高度和軋輥平均工作半徑,大大提高了寬展預測模型的精度。Esteban等[11]探究了軋機間張力對軋件寬展的影響,用于改善軋鋼產線控制器性能。Lambiase等[12]分析了壓下量、摩擦因數、軋件尺寸、軋輥直徑等關鍵工藝參數對低碳鋼棒線材寬展的影響,并擬合建立了寬展經驗公式來提高產品質量。
然而,國產同類不銹鋼棒材質量與國外先進水平相比還有一定差距,特別是雙相不銹鋼產品尺寸精度和表面缺陷比較突出,因此,需要從開坯軋制源頭予以控制和調整。文中將開坯孔型系統中使用頻率最高的“橢圓-圓”孔型系統作為研究對象,研究橢圓圓弧曲率,即橢圓形狀系數(定義為橢圓寬高比)對軋制寬展的影響規律,以及軋件在下一道次圓孔型中的成形質量,以期獲得適合于2209雙相不銹鋼棒材的寬展計算模型,優化開坯塑性變形協調分配,提高產品質量。
1 有限元模型構建
1.1 實驗材料及設備
實驗材料為2209雙相不銹鋼,坯料尺寸為220 mm′220 mm′1 500 mm,產品為86 mm圓棒。材料成分含量見表1。軋輥直徑850 mm,孔型系統為“箱-箱-箱-箱-箱-箱-變橢-橢圓-圓-橢圓-圓”,實際生產中各道次軋制速度見表2。在Gleeble-3800熱模擬實驗機上對2209不銹鋼試樣進行高溫壓縮實驗,實測得到其應力-應變曲線如圖1所示,并構建如式(1)所示本構方程。

表1 2209雙相不銹鋼的化學成分

Tab.1 Chemical composition of 2209 duplex stainless steel wt.%
表2 11道次軋制速度

Tab.2 Rolling speed of 11 passes
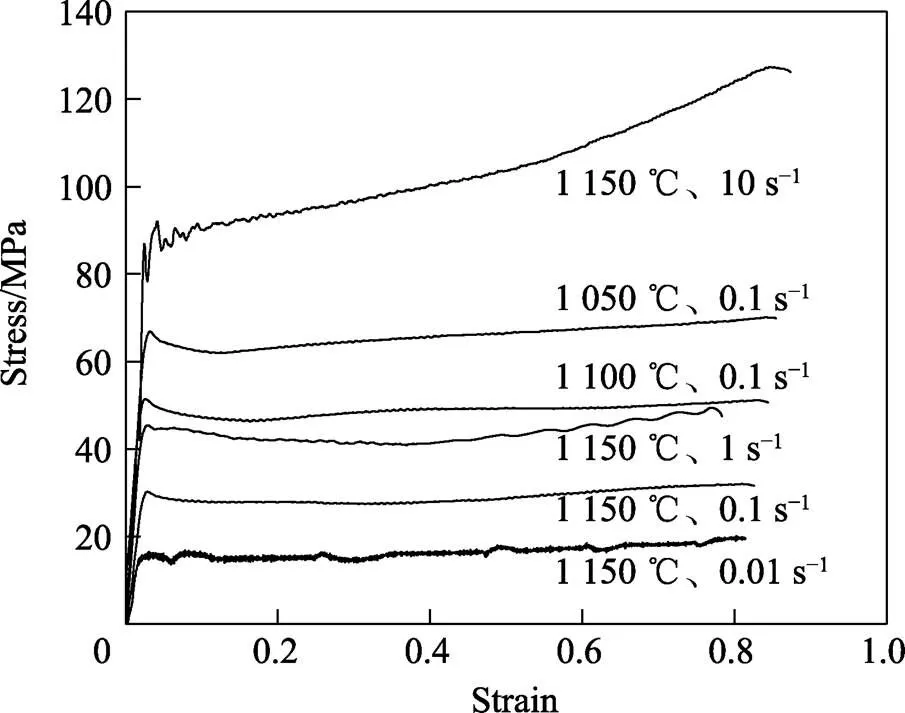
圖1 2209雙相不銹鋼應力-應變曲線
1.2 有限元模型構建
為了建立更準確高效的有限元模型,必須了解軋制過程的基本特征,合理簡化裝配模型的參數、載荷和邊界條件[13-18]。11道次開坯軋制模型如圖2所示,假設條件如下:
1)熱軋過程中,與軋件塑性變形相比,軋輥的彈性變形很小,對軋件塑性變形的影響也很小,故將軋輥定義為恒溫剛性體,軋件定義為變形體。
2)軋輥與軋件材料屬性為均質各向同性。
3)將開坯軋制的11道次孔型單獨建模,為確保不形成連軋,孔型間距大于道次間軋件長度;且每個軋輥慣性質量均設為實際質量。
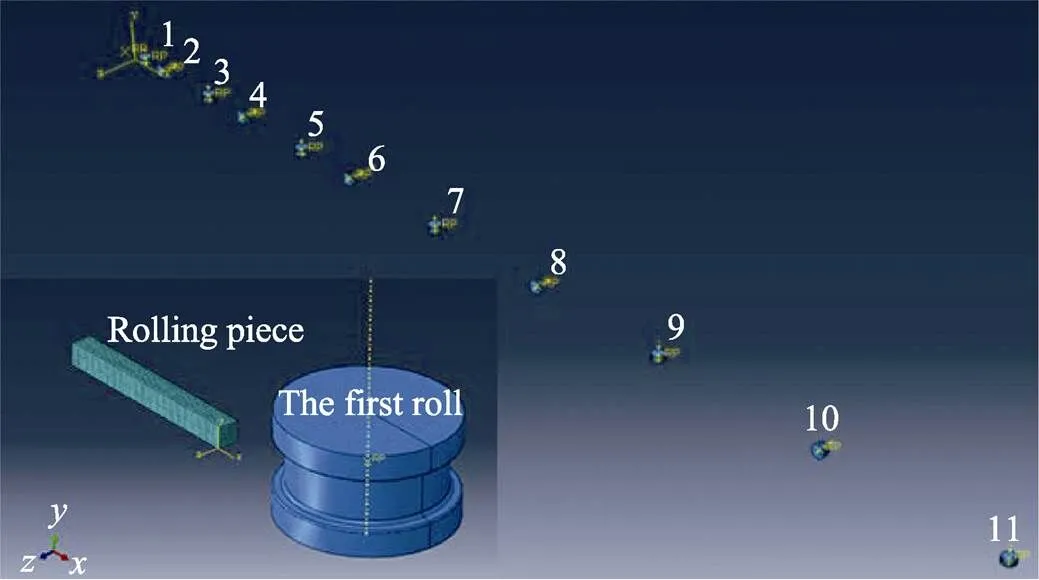
圖2 有限元模型
4)軋件和軋輥均采用對稱設置。
開軋溫度為1 200 ℃,軋輥及環境溫度為20 ℃;軋件劃分網格共7 500個,類型為C3D8T,即八結點熱耦合六面體單元。高溫軋件與低溫軋輥發生的接觸定義為表面與表面接觸,摩擦系數為0.35;熱量交換最大為接觸面熱傳導,接觸換熱系數與接觸面積、界面溫度、介質材料等因素有關,設為19 kW/(m2·℃)。軋件與周圍空氣發生自由對流,根據材料高溫熱導激光實驗所測數據,換熱系數為0.017 kW/(m2·℃),熱輻射發射率設為0.9。
2 結果與分析
2.1 各道次軋件溫度分布
溫度是影響軋件寬展的主要因素之一,圖3為第1道次(箱形孔型)、第8道次(橢圓孔型)、第11道次(圓孔型)出口端軋件斷面溫度分布圖。可以看出,出口斷面具有相同的溫度分布規律,即芯部溫度基本保持不變,始終約為1 200 ℃,這是由于大棒材開坯階段軋制速度相對較慢,應變速率小,塑性變形生熱少[19],溫度基本保持不變;此外,從芯部到表面,軋件溫度逐漸降低,與軋輥接觸區域金屬表面溫度最低,其與輥縫區域的金屬表面溫差約47 ℃,這是軋制過程中高溫軋件與低溫軋輥發生熱交換所致[20-21]。
11個軋制道次中,軋件溫度模擬值與實測值對比如圖4所示,二者變化趨勢基本相同。有限元模擬結果顯示,軋件溫降約91.87 ℃,實測結果溫降約97 ℃,二者相差5.13 ℃,偏差5.29%。周維海等[22]研究表明,氧化鐵皮的存在對工件的接觸傳熱和摩擦產生較大影響,隨著氧化鐵皮厚度的增大,由于其對工件的保溫作用,工件溫度升高。本研究中溫度實測值為表面氧化鐵皮的溫度,因此,實測值低于軋件表面溫度。此外,模擬值和實測值均顯示:軋件最大溫降出現在第8和第9道次,這主要是由于第8、9道次孔型形狀突變,軋件與軋輥接觸面大,表面接觸傳熱程度高。這與胡韜等[23]研究的模擬結果是一致的,在孔型系統形狀交變階段,容易引起軋件溫度較大幅度的下降,對于溫度敏感材料的性能穩定性具有不良影響。
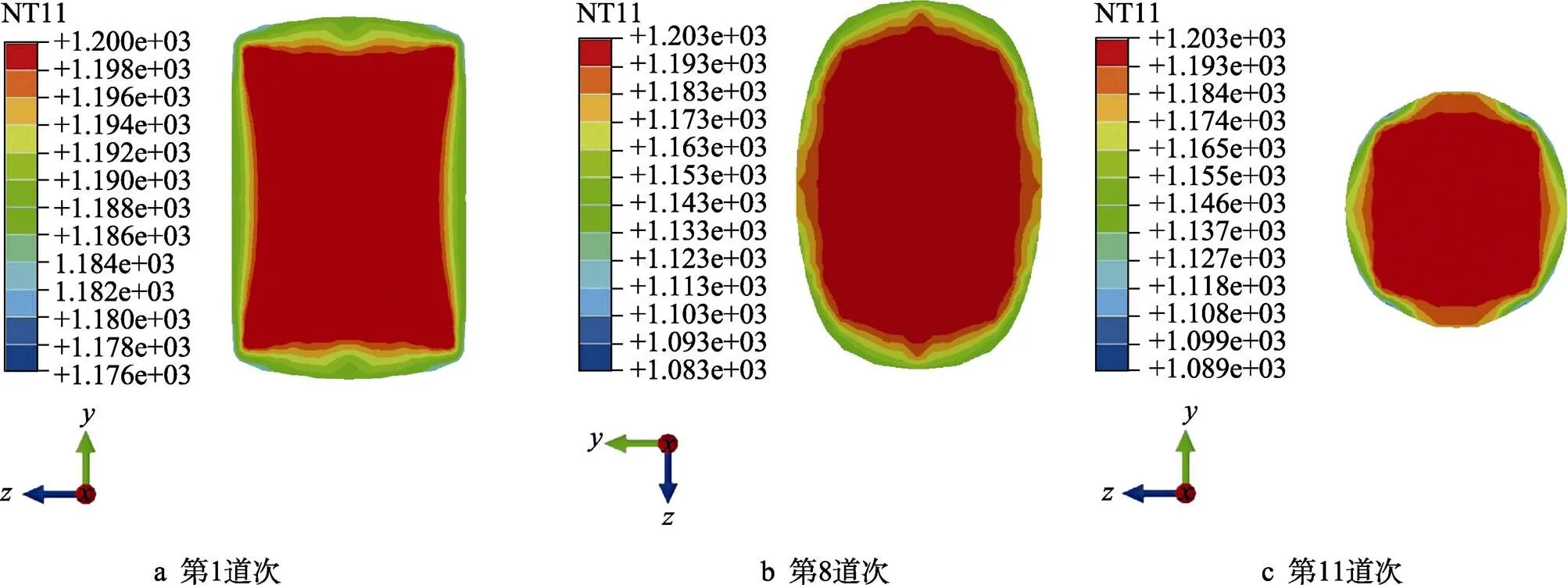
圖3 軋件出口斷面溫度分布
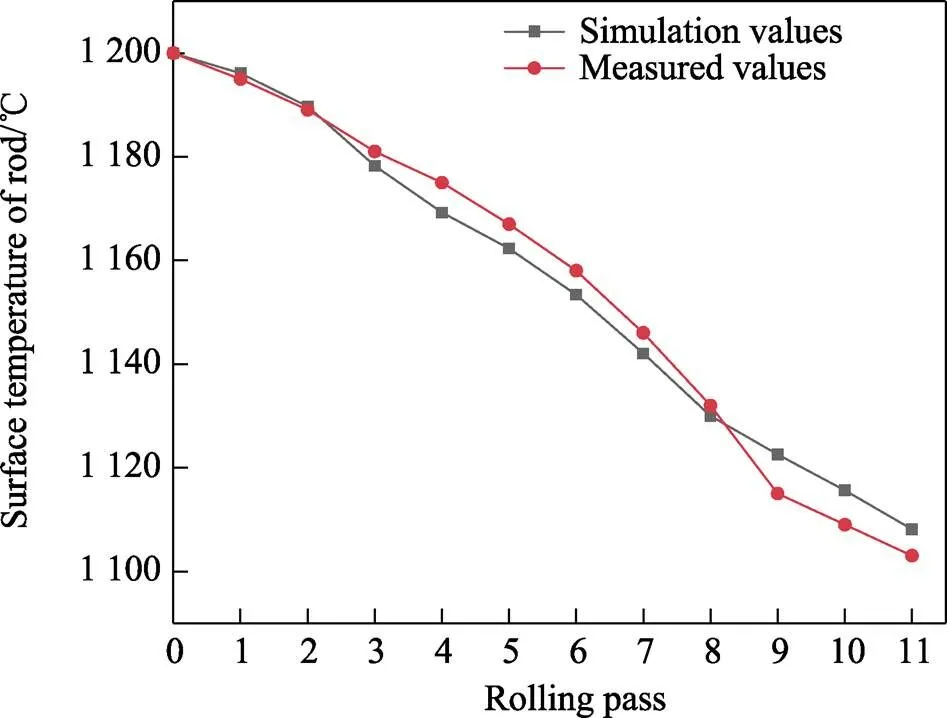
圖4 溫度模擬值與實測值對比
2.2 軋件出口斷面寬度
軋件出口斷面寬度能直接驗證有限元模擬精度。有限元模擬第1道次(箱形孔型)、第8道次(橢圓孔型)、第11道次(圓孔型)軋件出口斷面應力分布如圖5所示,可以觀察到軋件在不同孔型中塑性變形均勻,軋后幾何輪廓良好;等效應力表面較大,逐漸滲入中心,能夠顯著改善鑄坯疏松和縮孔等內部缺陷[24]。
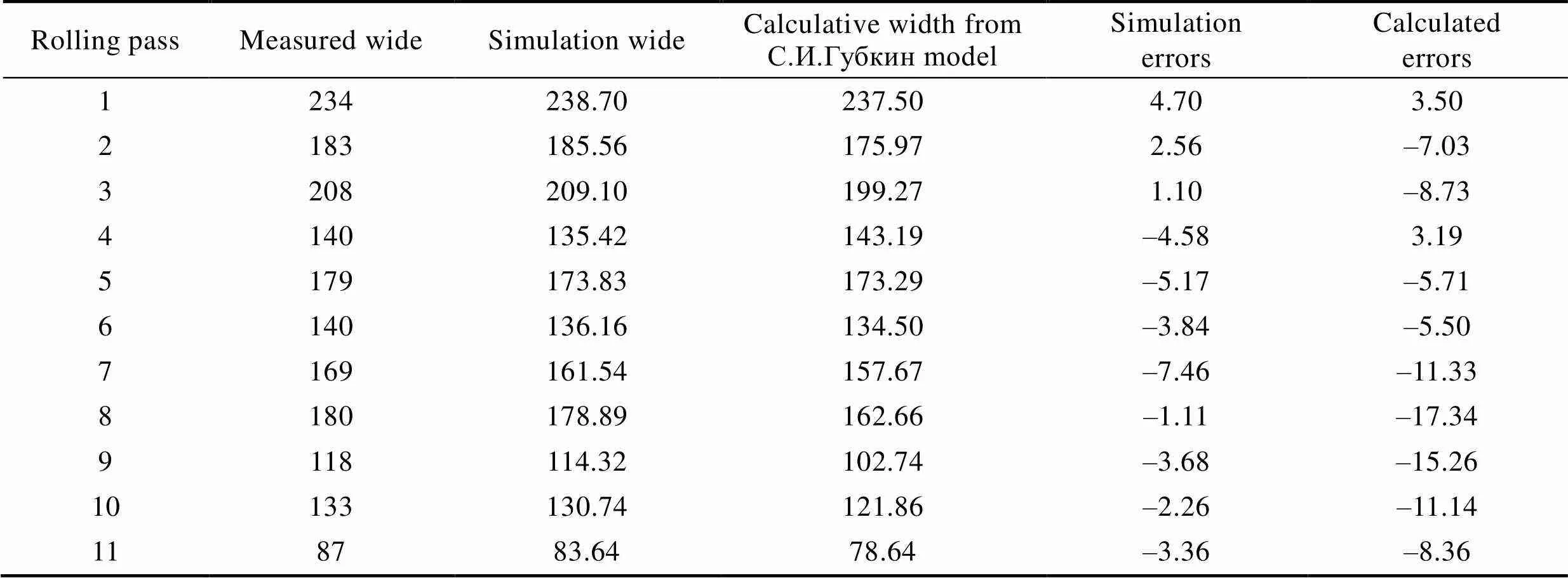
表3對比了11道次軋件出口寬度模擬值與實測值,可以看出,模擬寬度最大偏差值為7.46 mm,出現在第7道次,該孔型為箱形孔型與橢圓孔型的過渡孔型;整體模擬偏差均保持在5 mm之內,模擬精度較高。
表3對11道次軋件寬度實際測量值、模擬值及С.И.古布金(С.И.Губкин)模型計算值也進行了對比,可以看出,С.И.古布金計算偏差普遍較高,尤其是第7—10道次,寬展預測偏差均高于10 mm,最大偏差出現在第8道次橢圓孔,其偏差為17.34 mm,說明該模型對于“橢圓-圓”孔型中軋件寬展計算具有局限性,需要進一步修正。
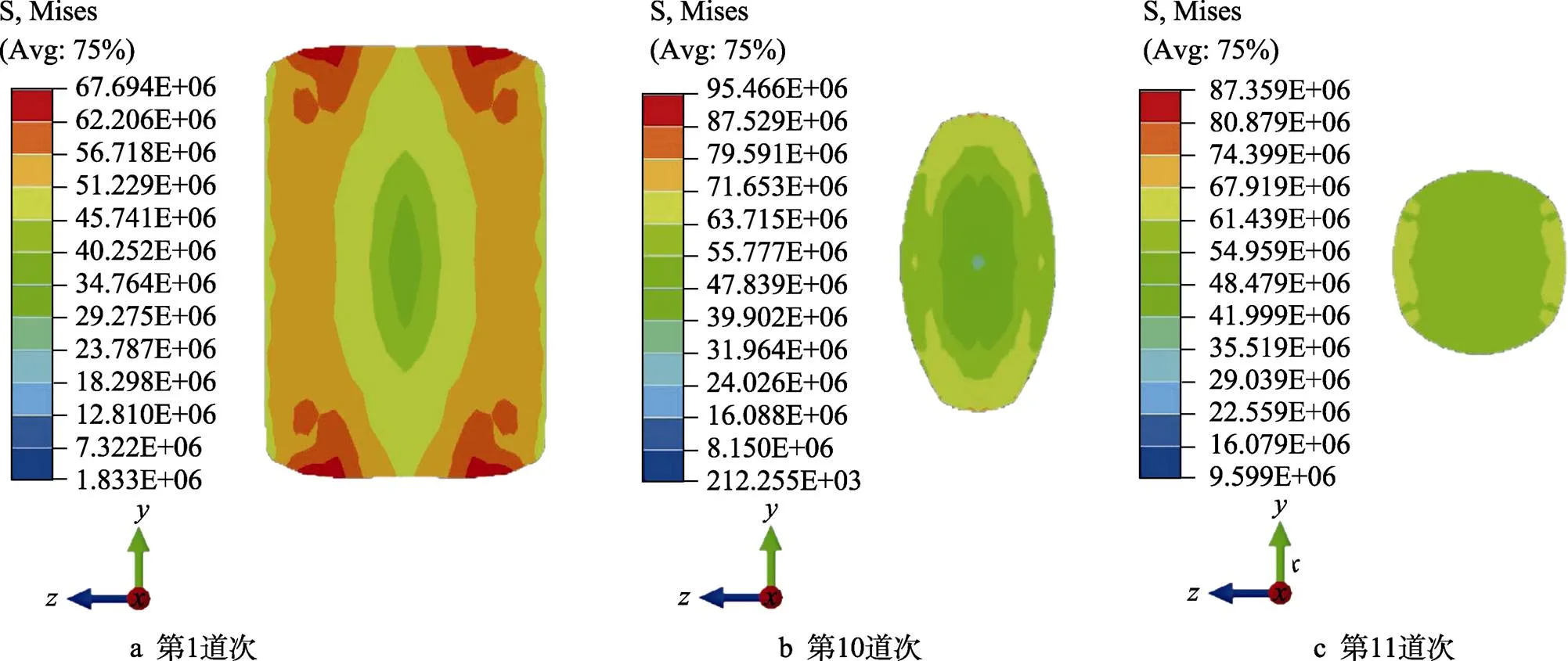
圖5 應力分布
表3 軋件各道次寬度對比
Tab.3 Wide comparison of each pass of rolling piece mm
3 寬展模型修正
3.1 形狀系數對寬展的影響
根據上述分析,且在實際軋制過程中考慮到“箱形”孔型的壓下是均勻的,依照現有的寬展計算公式,可獲得和實際偏差較小的結果。但是對于“橢圓-圓”孔型系統,由于接觸面為圓弧,沿寬度方向壓下不均勻,計算寬展的現有模型沒有考慮橢圓圓弧曲率,即橢圓形狀對于軋制寬展的影響導致寬展計算精度不高,孔型設計不合理。同時,不同形狀系數的橢圓孔型軋出的軋件斷面形狀亦不同,在下一道次圓孔型中金屬流動不同,從而影響軋件質量。
為了深入分析橢圓形狀系數對寬展的影響,基于上述第10、11道次孔型,設定橢圓孔型面積一定,為7 112 mm2,橢圓形狀系數分別為1.25、1.5、1.75、2.0、2.25、2.5,圓孔型直徑為86 mm,構成雙道次軋制模型。入口軋件尺寸和軋制溫度均參照第9道次出口軋件的數據,其余邊界條件設置均與1.2節相同,模擬出口軋件截面如圖6所示。各組寬展模擬值如表4所示。
如圖6a、b所示,橢圓形狀系數為1.25、1.5時,軋后軋件寬度大于孔型寬度,出現“耳子”缺陷,因此,前兩組數據不作為參考。如圖6c—f所示,隨著橢圓形狀系數的增大,橢圓孔內軋件的寬度增大,即寬展增加。這是由于壓下量增加,變形區長度增加,因而使金屬縱向流動阻力增大,根據金屬流動最小阻力定律,金屬沿橫向運動的趨勢增大,因而寬展加大。其次,橢圓形狀系數增大,則等效軋輥直徑增大,同樣使變形區長度增加,軋件寬展增大。此外,當橢圓形狀系數為2時,橢圓孔型充滿度為93.94%;經下一道圓孔型軋后,棒材寬度為86.06 mm,孔型充滿度為98.92%,此時“橢圓-圓”孔型軋出的產品尺寸精度高。
3.2 模型修正與試驗驗證
С.И.古布金寬展公式廣泛應用于型鋼孔型計算[25],參數進行等效替代后如式(2)所示。

表4 雙道次孔型軋制模擬尺寸及充滿度
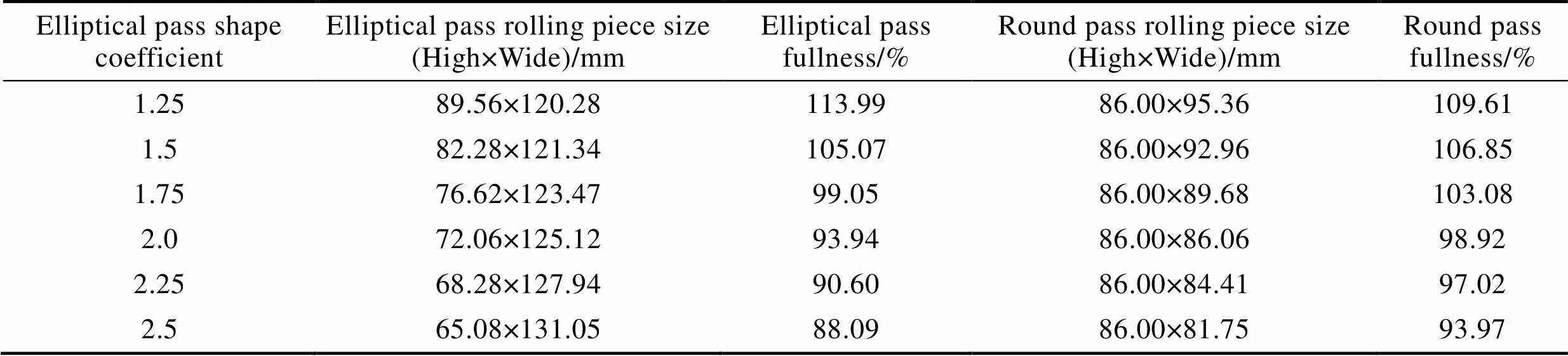
Tab.4 Simulating size and fullness of double-pass rolling
圖6 不同橢圓形狀系數下雙道次孔型出口軋件截面
在式(2)中,m與m都與孔型形狀系數直接相關。對有限元模擬寬度值進行數據擬合,孔型充滿度與孔型形狀系數(1.75~2.5)關系如圖7所示。擬合后的模型如式(3)所示,擬合相關度高達99.79%。

式中:為孔型充滿度;為孔型形狀系數。
將式(3)、孔型面積、軋輥輥縫代入式(2),構建新型軋制寬展模型,如式(4)所示。
基于某鋼廠2209雙相不銹鋼不同產線,對“橢圓”孔型出口處軋件的截面進行實測,取寬展平均值與理論計算值進行對比,如表5所示。可以看出,修正的寬度預測精度均高于傳統計算模型,且計算偏差不超過5%,可用于雙相不銹鋼產線孔型調整。
表5 軋件寬度對比
Tab.5 Width comparison of rolling piece
4 結論
1)構建了2209雙相不銹鋼高溫、大塑性變形11道次開坯軋制有限元模型。結果表明,軋件溫度模擬值與實測值二者變化趨勢基本相同,且受第8和第9道次孔型形狀突變的影響,此處被迫出現最大溫降。有限元模擬結果顯示,11道次后軋件溫降約為91.87 ℃,實測溫降約為97 ℃,二者相差5.13 ℃,偏差5.29%。
2)構建了不同形狀系數的橢圓孔型,并與圓孔型構成雙道次軋制。結果表明,隨著橢圓形狀系數的增大,寬展增大;且當形狀系數為2時,橢圓孔型充滿度為93.94%,在后一道次圓孔型中充滿度最好,達到98.92%。
3)基于С.И.古布金寬展模型,結合孔型形狀系數與充滿度擬合關系,構建了新型軋制寬展模型,并與實測值進行對比,計算精度高于95%,可用于指導2209雙相不銹鋼棒材開坯孔型設計及工藝參數優化。
[1] 王青海, 孫世平, 茍復鋼, 等.75mm GCr15圓棒材孔型工藝優化及數值模擬[J]. 中國冶金, 2021, 31(8): 77-82.
WANG Qing-hai, SUN Shi-ping, GOU Fu-gang, et al. Process Improvement and Numerical Simulation of75mm round Bar Pass Design[J]. China Metallurgy, 2021, 31(8): 77-82.
[2] 李松松, 李偉, 岳恒全, 等. 合金鋼棒材軋制的平均軋輥半徑計算模型[J]. 鋼鐵, 2022, 57(7): 115-124.
LI Song-song, LI Wei, YUE Heng-quan, et al. Analytical Model of Mean Roll Radius in Alloy Steel Bar Rolling[J]. Iron & Steel, 2022, 57(7): 115-124.
[3] AKSENOV S A, CHUMACHENKO E N, LOGASHINA I V, et al. Numerical Simulation in Roll Pass Design for Bar Rolling[J]. Metalurgija, 2015, 54(1): 75-78.
[4] DONG H L, KYONG B L, JAE S L, et al. A New Model for the Prediction of Width Spread in Roughing Mills[J]. Journal of Manufacturing Science and Engineering, 2014, 136(5): 051014.
[5] 余偉, 熊家澤, 雷力齊, 等. 軋制同軸復合棒材的芯材變形規律[J]. 鋼鐵研究學報, 2016, 28(8): 33-38.
YU Wei, XIONG Jia-ze, LEI Li-qi, et al. Core Rod Deformation Principle of Rolled Coaxial Composite Bar[J]. Journal of Iron and Steel Research, 2016, 28(8): 33-38.
[6] SAKHAEI A H, SALIMI M, KADKHODAEI M. New Multi-Pass Hot Channel Section Rolling Design by the Finite Element Method[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2013, 227(12): 2742-2750.
[7] 謝紅飆, 任忠凱, 許秀梅, 等. 棒線材三輥連續減定徑機組力能及工藝參數設計[J]. 塑性工程學報, 2017, 24(4): 42-46.
XIE Hong-biao, REN Zhong-kai, XU Xiu-mei, et al. Mechanical and Process Parameters Design of 3-Roll Reducing and Sizing Block for Bar and Wire[J]. Journal of Plasticity Engineering, 2017, 24(4): 42-46.
[8] 常彬彬, 帥美榮, 劉鑫. 棒材三輥孔型自由寬展流動模型[J]. 鍛壓技術, 2021, 46(11): 207-214.
CHANG Bin-bin, SHUAI Mei-rong, LIU Xin. Flow Model of Free Spread in Three-Roll Passes of Rod[J]. Forging & Stamping Technology, 2021, 46(11): 207-214.
[9] 楊毅. 不銹鋼棒材軋制過程的寬展模型及實驗研究[D]. 秦皇島: 燕山大學, 2021: 55-60.
YANG Yi. Widening Model and Experimental Research in the Rolling Process of Stainless Steel Bars[D]. Qinhuangdao: Yanshan University, 2021: 55-60.
[10] 董永剛, 張文志, 宋劍鋒. 圓-橢圓-圓孔型中軋制合金鋼棒材時寬展迭代模型的建立[J]. 塑性工程學報, 2009, 16(2): 90-95.
DONG Yong-gang, ZHANG Wen-zhi, SONG Jian-feng. Accurate Spread Prediction Model in Alloyed Rod Rolling by Round-Oval-round Pass Sequence[J]. Journal of Plasticity Engineering, 2009, 16(2): 90-95.
[11] ESTEBAN L, ELIZALDE M R, OCA?A I. Mechanical Characterization and Finite Element Modelling of Lateral Spread in Rolling of Low Carbon Steels[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 390-398.
[12] LAMBIASE F, DI ILIO A. Numerical and Experimental Investigation of Process Parameters Effect of Low Carbon Steel Wire Produced with Roll Drawing Process[J]. Key Engineering Materials, 2011, 473: 113-120.
[13] 周存龍, 呂澤強, 張鐳, 等. 棒材DROF工藝粗軋階段工藝參數對軋件頭尾溫差的影響[J]. 塑性工程學報, 2021, 28(10): 91-98.
ZHOU Cun-long, LYU Ze-qiang, ZHANG Lei, et al. Effect of DROF Process Parameters of Bar on Temperature Difference between rolling piece Head and Tail during Rough Rolling Stage[J]. Journal of Plasticity Engineering, 2021, 28(10): 91-98.
[14] WANG Hui-hang, GAO Xu-jie, ZHU Guang-ming, et al. Process Analysis and Hole Type Optimization of Micro-Groove Multi-Pass Rolling[J]. The International Journal of Advanced Manufacturing Technology, 2022, 119(3): 2201-2212.
[15] QU Fei-jun, XU Jian-zhong, JIANG Zheng-yi. Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips[J]. Metals, 2019, 9(10): 1062.
[16] CAI Yan-cheng, WANG Li-ping, ZHOU Feng. Lean Duplex Stainless Steel Tubular Sections Undergoing Web Crippling at Elevated Temperatures[J]. Journal of Constructional Steel Research, 2021, 182: 106681.
[17] GORNYAKOV V, SUN Yong-le, DING Jia-luo, et al. Computationally Efficient Models of High Pressure Rolling for Wire Arc Additively Manufactured Components[J]. Applied Sciences, 2021, 11(1): 402.
[18] 張繼祥, 王華, 文輝. 304不銹鋼線材橢圓孔型冷連軋過程有限元模擬[J]. 精密成形工程, 2010, 2(1): 15-18.
ZHANG Ji-xiang, WANG Hua, WEN Hui. FEM Simulation on the Two Pass Continuous Cold Rolling of Oval Profile 304 Stainless Steel Wire[J]. Journal of Netshape Forming Engineering, 2010, 2(1): 15-18.
[19] 李明雷, 冼紀元. 大棒材軋制過程溫度場的數值模擬分析[J]. 一重技術, 2012(4): 54-56.
LI Ming-lei, XIAN Ji-yuan. Numerical Modeling Analysis of Temperature Field of Bar Rolling Process[J]. CFHI Technology, 2012(4): 54-56.
[20] 李洋, 馬立峰, 姜正義, 等. AZ31鎂合金中厚板軋制溫度場的數值模擬與實驗驗證[J]. 稀有金屬材料與工程, 2019, 48(7): 2185-2192.
LI Yang, MA Li-feng, JIANG Zheng-yi, et al. Numerical Simulation and Experimental Verification of Temperature Field in Medium Plate Rolling of AZ31 Magnesium Alloy[J]. Rare Metal Materials and Engineering, 2019, 48(7): 2185-2192.
[21] BIAN Shou-yuan, ZHANG Xin, LI Sheng-li, et al. Numerical Simulation, Microstructure, Properties of EH40 Ultra-Heavy Plate under Gradient Temperature Rolling[J]. Materials Science and Engineering: A, 2020, 791: 139778.
[22] 周維海, 杜鳳山. 熱變形過程中氧化鐵皮對接觸傳熱及摩擦的影響[C]//制造業與未來中國——2002年中國機械工程學會年會論文集. 北京:中國機械工程學會, 2002: 2506-2510.
ZHOU Wei-hai, DU Feng-shan. Effect of Iron Oxide on Contact Heat Transfer and Friction during Thermal Deformation[C]// Manufacturing and Future China - Proceedings of 2002 Annual meeting of China Mechanical Engineering Society. Beijing: Chinese Society of Mechanical Engineering, 2002: 2506-2510.
[23] 胡韜, 岳曉麗, 陳慧敏. P110石油管用鋼坯熱軋工藝數值模擬[J]. 鍛壓技術, 2016, 41(11): 153-157.
HU Tao, YUE Xiao-li, CHEN Hui-min. Numerical Simulation on Steel Billet of Oil Well Pipe P110 in Hot Rolling[J]. Forging & Stamping Technology, 2016, 41(11): 153-157.
[24] 宮美娜, 李海軍, 王斌, 等. Nb-Ti連鑄坯熱芯大壓下軋制動態再結晶行為研究[J]. 軋鋼, 2020, 37(1): 12-17.
GONG Mei-na, LI Hai-jun, WANG Bin, et al. Study on Dynamic Recrystallization in Nb-Ti Microalloyed Slab during Hot-Core Heavy Reduction Rolling[J]. Steel Rolling, 2020, 37(1): 12-17.
[25] 武大鵬, 陳文琳, 張文超, 等. 矩形鋼絲成形有限元模擬及工藝參數優化[J]. 金屬制品, 2010, 36(1): 36-41.
WU Da-peng, CHEN Wen-lin, ZHANG Wen-chao, et al. Finite-Element Simulation of Rectangular Wire Shape and Optimization of Process Parameters[J]. Metal Products, 2010, 36(1): 36-41
Spreading Model of Duplex Stainless Steel Bar Based on the Shape Coefficient of Pass
LI Liang1, SHUAI Mei-rong1, TIAN Heng-guang1, WANG Jian-mei1, WANG Hui-mian2
(1. Engineering Research Center of Ministry of Heavy Machinery, Taiyuan University of Science and Technology, Taiyuan 030024, China; 2. Shanxi Taigang Stainless Steel Co., Ltd., Baowu Group, Taiyuan 030003, China)
The work aims to establish an "elliptical" hole shape coefficient based spreading model to solve the problems 2209 duplex stainless steel bar in the blank rolling stage, such as low calculation accuracy, unreasonable hole design, easy to produce "folding", "ear" and other surface defects, to improve the dimensional accuracy of product. By means of the finite element model of 11-pass billet rolling process of 2209 duplex stainless steel, the effects of temperature distribution of rolling pieces and different shape coefficients of elliptic pass on the width of rolling pieces was studied. The traditional C.И.Губкин calculation model was modified and compared with the measured data to verify the reliability of the modified model. The results showed that in the simulated rolling process, the temperature change trend of the rolling piece was basically the same as the measured value, and the temperature dropped by 91.87 ℃ after 11 passes, along with the decrease was large in the hole mutation stage. By comparing the size data of each roll, it was concluded that the calculation deviation of the C.И.Губкин model was large, and the deviation of the elliptical hole was the largest in the 8th pass. After simulated rolling of elliptical pass with different shape coefficients, it was found that the fullness of elliptical hole was 93.94% and the fullness of next round hole was 98.92% when the shape coefficient was 2, and the product size precision was high. The corrected spreading model is compared with the measured values with a calculation accuracy of higher than 95%. The modified shape coefficient model improves the calculation accuracy of rolling width and can be used to guide the hole design and optimization of duplex stainless steel billet rolling.
duplex stainless steel; billet rolling; numerical simulation; shape coefficient; spreading model
10.3969/j.issn.1674-6457.2023.02.010
TG306
A
1674-6457(2023)02-0078-08
2022?04?29
2022-04-29
山西省重點研發計劃(201903D121043);山西省先進鋼鐵材料重點科技創新平臺建設項目(20201041);常州市領軍型創新人才引進培育項目(CQ20200042);山西省研究生教育改革研究課題(2020YJJG241);山西省研究生教育創新項目(2022Y709)
Shanxi Province Key Research and Development Plan Project (201903D121043); Advanced Steel Materials Key Science and Technology Innovation Platform Construction Project of Shanxi Province (2020201041); Changzhou Leading Innovative Talents Introduction and Cultivation Project (CQ20200042); Shanxi Graduate Education Reform Research Project (2020YJJG241); Shanxi Graduate Education Innovation Project (2022Y709)
李亮(1997—),男,碩士生,主要研究方向為雙相不銹鋼熱變形機理及關鍵技術。
LI Liang (1997-), Male, Postgraduate, Research focus: thermal deformation mechanism and key technology of duplex stainless steel.
帥美榮(1978—),女,博士,教授,主要研究方向為金屬塑性變形理論與技術。
SHUAI Mei-rong (1978-), Female, Doctor, Professor, Research focus: metal plastic deformation theory and technology.
李亮, 帥美榮, 田恒光, 等. 基于孔型形狀系數的雙相不銹鋼棒材寬展模型研究[J]. 精密成形工程, 2023, 15(2): 78-85.
LI Liang, SHUAI Mei-rong, TIAN Heng-guang, et al. Spreading Model of Duplex Stainless Steel Bar Based on the Shape Coefficient of Pass[J]. Journal of Netshape Forming Engineering, 2023, 15(2): 78-85.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19