不同參數對注射成型異形結構陶瓷的影響
2023-01-12 12:34:42徐先豹張永翠陳云鋒李煥英
山東陶瓷 2022年5期
崔 凱,徐先豹,張永翠,宋 濤,陳云鋒,李煥英
陶瓷注射成型(Ceramic Injection Molding,簡稱CIM)是將聚合物注射成型方法與陶瓷制備工藝相結合而發展起來的一種制備陶瓷的新工藝[1]。與傳統成型工藝相比,陶瓷注射成型更簡便、高效、流程簡單,特別是對于異形復雜結構陶瓷的生產,精度更高,減少或避免了后處理的加工。該工藝技術適合大批量、小型、精密、復雜以及具有特殊性能要求的陶瓷零件制備,該工藝的基本過程是:將一定粒度的陶瓷粉末與有機黏結劑均勻混合成為具有流變性的物質,采用合適先進的注射機注入具有零件形狀的模具來形成坯體,運用先進技術脫出有機黏結劑并進行燒結,從而得到高密度的陶瓷制品。陶瓷注射成型工藝技術是近年來世界粉末冶金領域發展最快的先進技術,該工藝技術的研究起始于70年代末,由于它適應性強、市場廣闊,且潛力巨大,所以一出現便受到普遍重視,發展非常迅速[2]。
陶瓷注射成型技術是在比較成熟的聚合物注射成型技術基礎上發展而來的,適用于小尺寸、精度高、異形復雜結構陶瓷制品的大批量生產,其主要特點是[3]:(1)可自由地制備形狀結構復雜的陶瓷制品;(2)成型周期較短,僅為澆注、熱壓鑄成型時間的幾十分之一至幾百分之一,坯體的強度高,可全自動化生產,生產過程中的管理和控制也很方便,適宜大批量生產;(3)有機黏結劑有較好的流動性,注射成型坯體的致密度高且均勻;(4)陶瓷粉末和有機黏結劑混合的很均勻,陶瓷粉末之間的間隙很小,燒結過程中的收縮穩定且均勻,所以制品各部位密度均勻,幾何尺寸精度高。
影響陶瓷注射成型的因素很多,陶瓷粉末體系、黏結劑體系、注射成型參數、脫脂工藝和燒結工藝都會對產品產生影響,其中注射成型參數是重要的影響因素之一。注射成型參數不合適容易導致注射出的坯體開裂、陶瓷粉末與黏結劑分離、起泡、溢邊等眾多缺陷,因此優異的注射成型參數是成型出合格坯體的關鍵因素[4]。
本文使用立式注射機,注射成型一種黏結劑為蠟基、陶瓷粉末為氧化鋁的復合材料異形結構件,通過調節熔體溫度、注射壓力、保壓壓力等參數,對成型后的樣品進行了檢測和對比,研究了注射參數對成型樣品坯體和樣品燒成后性能帶來的影響。
1 實驗部分
1.1 原料及設備
CIM產品燒結前后尺寸變化很大,為了控制尺寸精度,同時維持注射件形狀,必須提高注射成型前驅體(陶瓷粉體、添加劑的混合物)的粉體裝載量,所以陶瓷粉體原料的選擇顯得尤為重要。陶瓷原料粉末的顆粒形貌、大小、分布及比表面積等特性對陶瓷注射成型過程影響很大。顆粒形貌最好以球形或近球形為主,表面光滑無“蔓枝”狀結構,這是因為微觀尺度下的突起會導致有機黏結劑難以浸潤陶瓷顆粒,無法形成流動性好、高固相含量的混合料。為利于燒結,陶瓷原料原晶粒度要分布較寬,平均粒徑小。為保證混合物的熱流動性,原料顆粒大小一般要求≤300目。
有機添加劑分為兩大部分:第一部分為可脫脂的低溫蠟,本實驗采用58#石蠟;第二部分為有機功能添加劑,具有適用性好、流動性好、易于成型、粉末裝載量高、注射過程易控制等優點,可分為增塑劑、坯體增強劑、潤滑劑和輔助劑等。本實驗使用的有機功能劑主要是典型的熱塑性塑料,有機添加劑為聚乙烯、乙烯醋酸乙烯共聚物、苯乙烯丙烯晴共聚物和鄰苯二甲酸二辛脂。
實驗所用主要原料為淄博盛日奧鵬環保新材料股份有限公司生產的氧化鋁粉,真比重大于3.96 g/cm3,α相轉化率大于97%,D50值為3 ~ 5 μm,所有實驗原料的信息見表1。實驗過程中所用到的主要設備及檢測儀器見表2。
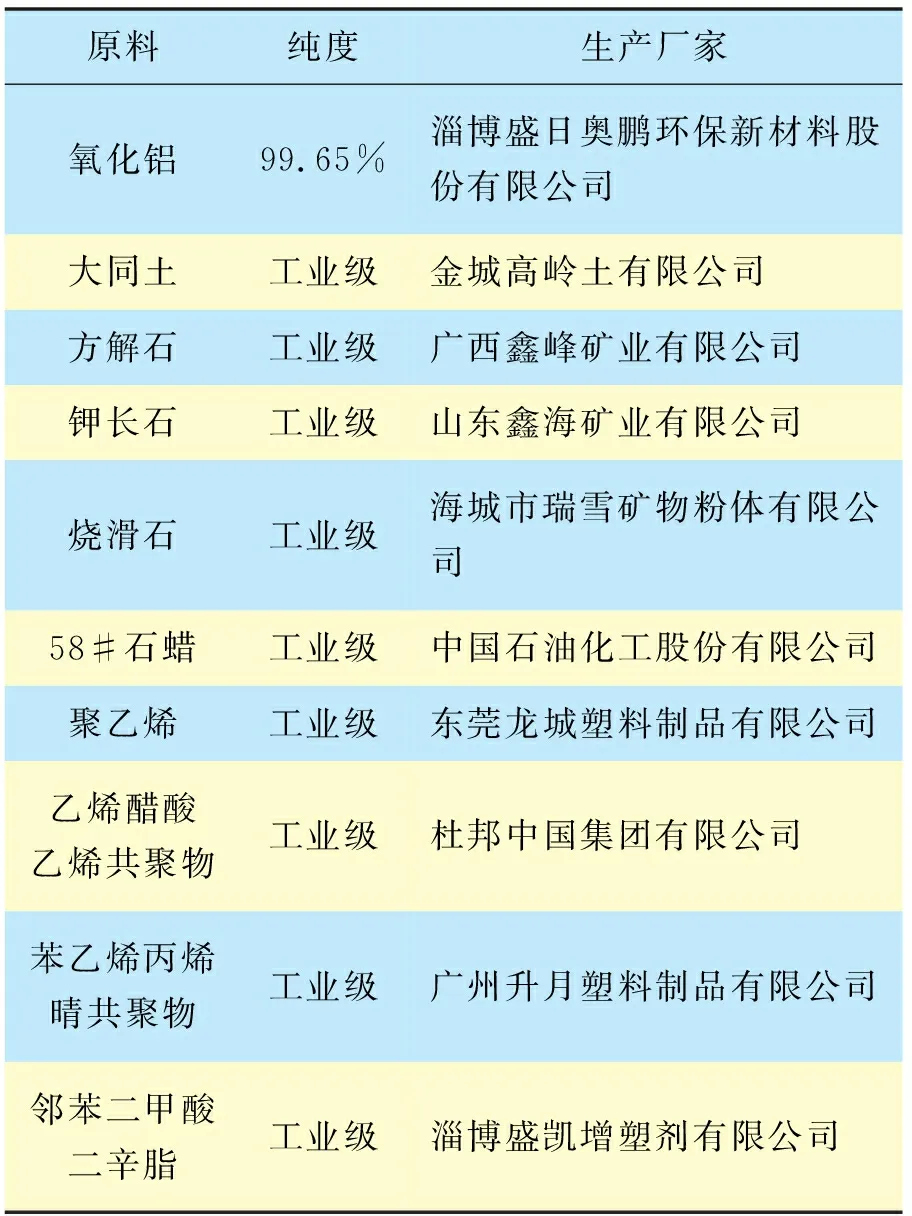
表1 實驗原料
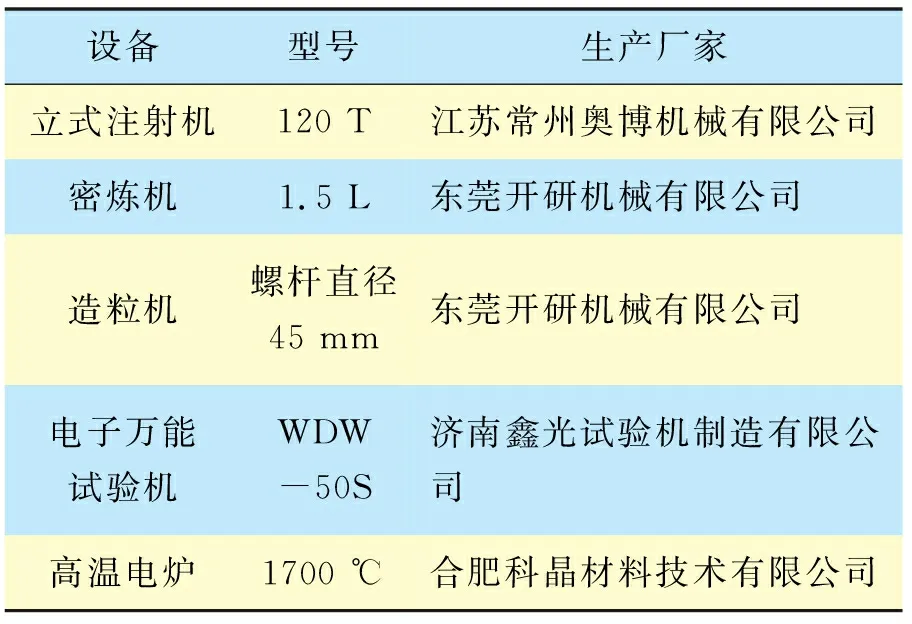
表2 實驗設備
1.2 實驗過程
從工藝角度上,注射成型基本可看成熱壓鑄成型的“升級版”,均為有機物包裹陶瓷粉體形成混合物,利用其熱塑性將加熱后具有流動性的陶瓷料漿注入模具,冷卻后形成陶瓷坯體,具體工藝過程如圖1所示。
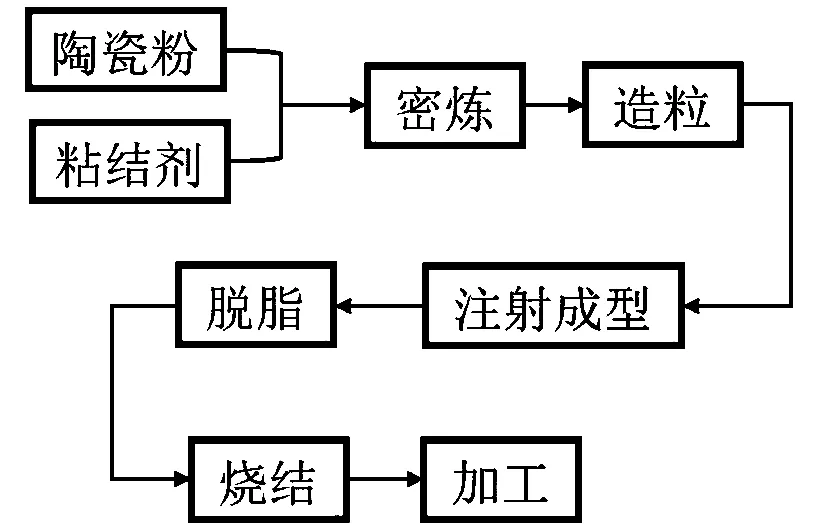
圖1 工藝過程
配料及密煉、造粒過程:設定密煉機加熱溫度190 ℃,密煉轉速35 r/min,將稱量好的無機粉體和有機黏結劑投入到密煉機中;粉體要分批加入,開啟密煉正轉,混合均勻,待密煉的物料冷卻后轉入造粒機切粒,最終制備出直徑3 mm,長度3 mm的陶瓷喂料顆粒。注射成型過程采用立式注射機,對熔體溫度、注射壓力、保壓壓力等參數進行調整來注射成型得到坯體。在60 ℃下將坯體浸潤在航空煤油中8 h以上來進行脫脂。最后,采用室溫-90 min-300 ℃-200 min-600 ℃-250 min-1 100 ℃-180 min-1 250 ℃-600 min-1 470 ℃-240 min的曲線燒結。
對坯體的整體外觀及斷面的外觀質量進行觀察(圖2),對坯體重量進行稱量;用電子萬能試驗機對燒成后樣品進行抗彎強度測試;通過阿基米德排水法測算燒結后樣品的密度和氣孔率。
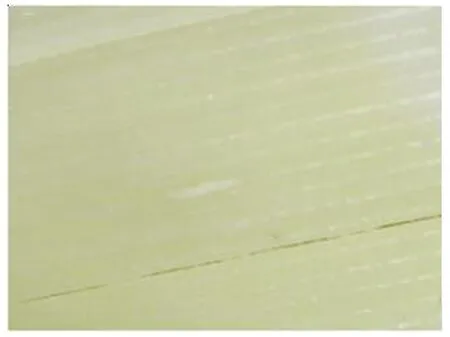
(a)熔體溫度120 ℃,注射壓力40 MPa,保壓壓力30 MPa
2 結果與討論
陶瓷注射成型中熔體溫度、注射壓力、保壓壓力是幾個重要的參數,這幾個參數的變化會影響陶瓷喂料的流動性,黏結劑與陶瓷粉末之間的包裹完整性,樣品成型后的飽滿狀態以及引起的其他缺陷等,對成型出的坯體的質量和后續脫脂燒成后的樣品性能影響很大。
在螺桿頭部對陶瓷喂料所設定的壓強(即注射壓力)和螺桿推進的速度(即注射速度)是注射成型的關鍵參數。注射階段是從螺桿推進陶瓷喂料開始到陶瓷喂料填滿型腔為止。在注射階段,必須保證一定的速度和壓力才能使陶瓷喂料充滿模腔,其中保壓時間可根據產品的大小、結構復雜程度進行調節。如果注射壓力過低會導致模腔壓力不足,喂料不能充滿模腔;反之,如果調整過高則會造成制品溢邊、排氣不良、脹模等現象。
保壓階段是從喂料充滿模腔開始到澆口陶瓷喂料冷卻為止。注射階段完成后必須繼續保持注射壓力,維持陶瓷喂料的外縮流動,一直持續到澆口陶瓷喂料冷卻為止。保壓階段在保壓壓力的作用下,模腔中的陶瓷喂料將得到冷卻補縮和進一步的壓縮和密度增加。如果保壓壓力不足,則會導致模腔壓力過低。保壓時間會影響陶瓷喂料的倒流,保壓時間越短則模腔壓力降低得越快,最終使模腔壓力越低。因此,實際操作過程中,產品大、結構復雜的產品保壓時間應適當延長,產品小、結構簡單的產品保壓時間應適當縮短。
本實驗設計為在其他參數一定的情況下分別調整熔體溫度、注射壓力、保壓壓力這三個參數,表征坯體外觀質量,如圖2所示。由圖2a可以看出,在其他參數一定的情況下,分別調整熔體溫度為120 ℃、注射壓力為40 Mpa、保壓壓力為30 Mpa的情況下,坯體斷面陶瓷粉末顆粒明顯,與黏結劑包裹不完整,填充不密實。由圖2b可以看出,在其他參數一定的情況下,分別調整熔體溫度為140 ℃、注射壓力為70 Mpa、保壓壓力為60 Mpa的情況下,坯體斷面色澤一致,陶瓷喂料熔融充分,陶瓷粉末與黏結劑包裹性好,坯體外觀光滑細膩。由圖2c可以看出,在其他參數一定的情況下,分別調整熔體溫度為160 ℃、注射壓力為100 Mpa、保壓壓力為90 Mpa的情況下,坯體表面破裂后而產生分層、溢料等缺陷。
由圖3可以看出,在其余參數一定的情況下,熔體溫度為140 ℃時的坯體重量、燒結后樣品密度、氣孔率和整體抗折強度都優于熔體溫度為120 ℃和160 ℃的。注射熔體溫度過低,導致陶瓷喂料的流動性差,黏結劑與陶瓷粉末包裹性不完整,成型出的坯體填充不完整,導致坯體缺陷明顯,脫脂燒結后樣品的各項性能都較差;熔體溫度過高導致陶瓷喂料在熔融過程中黏結劑中的部分有機物揮發或裂解,從而產生氣泡,陶瓷喂料呈半液態,導致成型出的坯體出現較為明顯的氣泡等缺陷,脫脂燒結后樣品的各項性能較差;只有熔體溫度適中,陶瓷喂料熔融才會較好,黏結劑與陶瓷粉末包裹性較好,注射成型得到的坯體外觀質量以及脫脂燒結后樣品的各項性能優異。
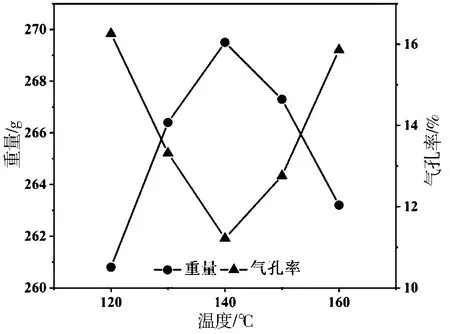
(a)產品重量和氣孔率的變化
由圖4可以看出,在其余參數一定的情況下,注射壓力為70 Mpa時的坯體重量、燒結后樣品密度、氣孔率和整體抗折強度都優于注射壓力為40、100 Mpa的。注射壓力偏小,導致成型中樣品填充不完整、不密實,陶瓷喂料間結合性較差,成型得到的坯體裂紋等缺陷明顯,脫脂燒結后樣品的各項性能較差;注射壓力偏大,導致陶瓷喂料在模具填充中速度過快,坯體結合不良,剛入模時的陶瓷喂料呈噴射狀且分散,使成型后的坯體缺陷較多,脫脂燒結后樣品的各項性能也較差;只有在注射壓力適中時,成型出的坯體才填充密實完整,表面光滑,脫脂燒結后樣品的各項性能優異。
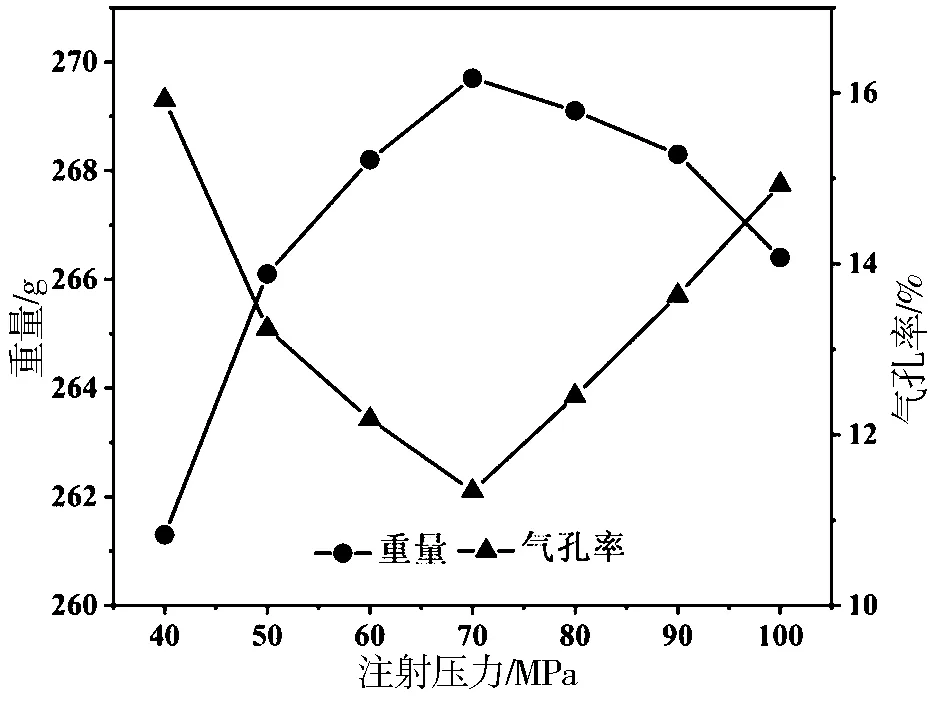
(a)產品重量和氣孔率的變化
由圖5可以看出,在其余參數一定的情況下,保壓壓力為60 Mpa時的坯體重量、燒結后樣品密度、氣孔率和整體抗折強度都優于保壓壓力為30 Mpa和90 Mpa的。保壓壓力偏低,導致坯體注膠口處不密實,氣孔較多,脫脂燒結后的各項性能較差;保壓壓力偏高,導致坯體注膠口處凹陷明顯,溢邊情況比較嚴重,脫脂燒結后的各項性能較差;只有在保壓壓力適中時,坯體注膠口處才會填充密實,表面光滑無氣孔無溢邊,脫脂燒結后的各項性能優異。
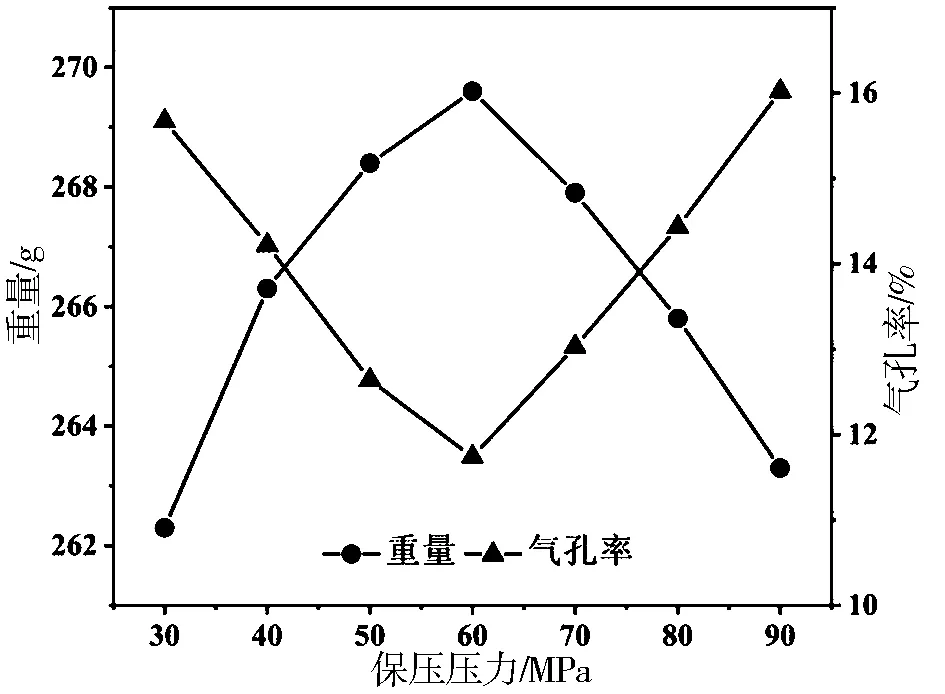
(a)產品重量和氣孔率的變化
3 結論
本文使用立式注射機,通過改變熔體溫度、注射壓力、保壓壓力等參數,注射成型一種氧化鋁基異形陶瓷產品。通過調整不同注射參數來研究其對陶瓷螺桿性能的影響,對成型樣品的外觀質量、重量,燒成后樣品的強度、密度、氣孔率等多項性能參數進行檢測和比較,確定榨汁機用陶瓷螺桿的注射成型參數。最終,在熔體溫度為140 ℃、注射壓力為70 MPa、保壓壓力為60 MPa的注射條件下,所獲得的坯體斷面色澤一致,外觀光滑細膩,陶瓷喂料熔融充分,陶瓷粉末與黏結劑包裹性良好,實現最佳的密度和抗彎強度,保證了陶瓷基結構件的成功應用。
