帶彈簧片高壓轉(zhuǎn)子連接螺栓組件焊接裂紋故障分析與改進(jìn)驗(yàn)證
2022-12-19 12:05:18劉超吳正洪林磊宋昌奇馬健
科學(xué)技術(shù)與工程 2022年32期
劉超,吳正洪,林磊,宋昌奇,馬健
(1.中國(guó)航發(fā)四川燃?xì)鉁u輪研究院總體結(jié)構(gòu)技術(shù)室,成都 610500;2.中國(guó)航發(fā)四川燃?xì)鉁u輪研究院專(zhuān)業(yè)技術(shù)部,成都 610500)
螺紋連接因結(jié)構(gòu)簡(jiǎn)單、易于拆裝等原因,成為現(xiàn)代工業(yè)產(chǎn)品的主要機(jī)械連接形式之一[1]。現(xiàn)代航空發(fā)動(dòng)機(jī)是具有非線(xiàn)性、強(qiáng)耦合的高度復(fù)雜工業(yè)產(chǎn)品,其靜子系統(tǒng)、轉(zhuǎn)子系統(tǒng)中存在大量不同形式的螺紋連接結(jié)構(gòu)[2]。發(fā)動(dòng)機(jī)螺紋連接結(jié)構(gòu)具有工作環(huán)境極端、承受載荷復(fù)雜、故障影響惡劣等特點(diǎn),對(duì)于關(guān)鍵螺紋連接結(jié)構(gòu)而言,裂紋破壞可能會(huì)危及發(fā)動(dòng)機(jī)結(jié)構(gòu)安全,甚至造成嚴(yán)重的事故[3-6]。
帶彈簧片高壓轉(zhuǎn)子連接螺栓組件由D頭螺栓、彈簧片激光熔焊組成,具有典型的防轉(zhuǎn)止退功能,廣泛應(yīng)用于PW4084、CFM56、F119、F100及國(guó)產(chǎn)航空發(fā)動(dòng)機(jī)的高壓轉(zhuǎn)子間連接、高壓壓氣機(jī)盤(pán)間連接[7]。學(xué)者們對(duì)該螺栓組件進(jìn)行了不同側(cè)重的探討,并提供了各種帶彈簧片高壓轉(zhuǎn)子連接螺栓組件的結(jié)構(gòu)示意圖。黃建鳳等[8]梳理了帶彈簧片高壓轉(zhuǎn)子連接螺栓GH159組件的整體工藝流程,并解決了該螺栓組件的熱鐓成形、腰槽磨削、頭下圓角冷擠、溫滾壓螺紋及熱處理等技術(shù)難題。趙兵等[9]對(duì)帶彈簧片高壓轉(zhuǎn)子連接螺栓組件與自鎖螺母配合過(guò)程中的預(yù)緊力散差問(wèn)題進(jìn)行了研究,為裝配工藝改進(jìn)設(shè)計(jì)指明了方向。趙艷艷等[10]研制了一種采用棒料加工該螺栓組件彈簧片的方法及加工裝置;樊開(kāi)倫等[11]提出了螺栓與彈簧片激光焊接方法,對(duì)提高焊接質(zhì)量具有一定幫助。李仁端[12]研制一種適用于該螺栓組件焊接的裝夾裝置,在實(shí)際生產(chǎn)過(guò)程中使用非常方便。王建宏等[13]設(shè)計(jì)了一種可用于該螺栓組件驗(yàn)收的扳擰試驗(yàn)夾具。綜上,學(xué)者們對(duì)帶彈簧片螺栓組件進(jìn)行了研究,但是均未涉及焊接裂紋問(wèn)題。在各型發(fā)動(dòng)機(jī)研制期間,帶彈簧片高壓轉(zhuǎn)子連接螺栓組件在著色熒光檢查過(guò)程中,經(jīng)常出現(xiàn)焊接裂紋問(wèn)題而迫不得已報(bào)廢,設(shè)計(jì)所、制造廠(chǎng)盡管做了諸多努力,但未徹底杜絕該問(wèn)題。作為發(fā)動(dòng)機(jī)的關(guān)重件而非普通標(biāo)準(zhǔn)件,使用過(guò)程中頻繁更換新件對(duì)發(fā)動(dòng)機(jī)維修性、經(jīng)濟(jì)性以及可靠性均產(chǎn)生了不利影響。
為此,以某型發(fā)動(dòng)機(jī)帶彈簧片高壓轉(zhuǎn)子連接螺栓組件裂紋故障件為研究對(duì)象,通過(guò)斷口宏微分析、金相檢查、能譜分析、焊接深度測(cè)量、溫度場(chǎng)評(píng)估、材料選用分析、結(jié)構(gòu)尺寸分析、有限元仿真計(jì)算、分解/裝配過(guò)程分析等方法,對(duì)帶彈簧片高壓轉(zhuǎn)子連接螺栓組件焊接裂紋故障問(wèn)題進(jìn)行全方位地研究,以求徹底解決帶彈簧片高壓轉(zhuǎn)子連接螺栓組件焊接裂紋問(wèn)題。
1 故障情況
帶彈簧片螺栓組件廣泛應(yīng)用于各型號(hào)發(fā)動(dòng)機(jī)的高壓轉(zhuǎn)子連接,螺栓組件通常由D頭螺栓和彈簧片激光熔焊而成,其中D頭是固定螺栓組件的周向限位結(jié)構(gòu),其主要作用是在自鎖螺母的分解/裝配過(guò)程中防轉(zhuǎn);彈簧片是固定螺栓組件的軸向限位結(jié)構(gòu),其主要作用是在自鎖螺母完全脫開(kāi)后對(duì)螺栓結(jié)構(gòu)軸向止退。圖1為帶彈簧片螺栓組件在發(fā)動(dòng)機(jī)上的裝配位置,圖2為高壓轉(zhuǎn)子連接螺栓組件模型及實(shí)物圖。
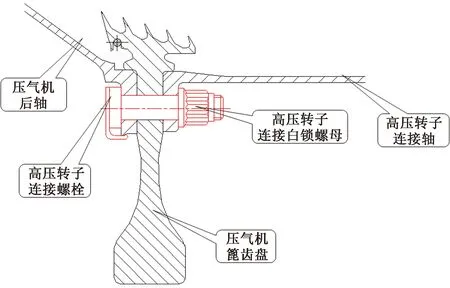
圖1 帶彈簧片螺栓組件裝配位置
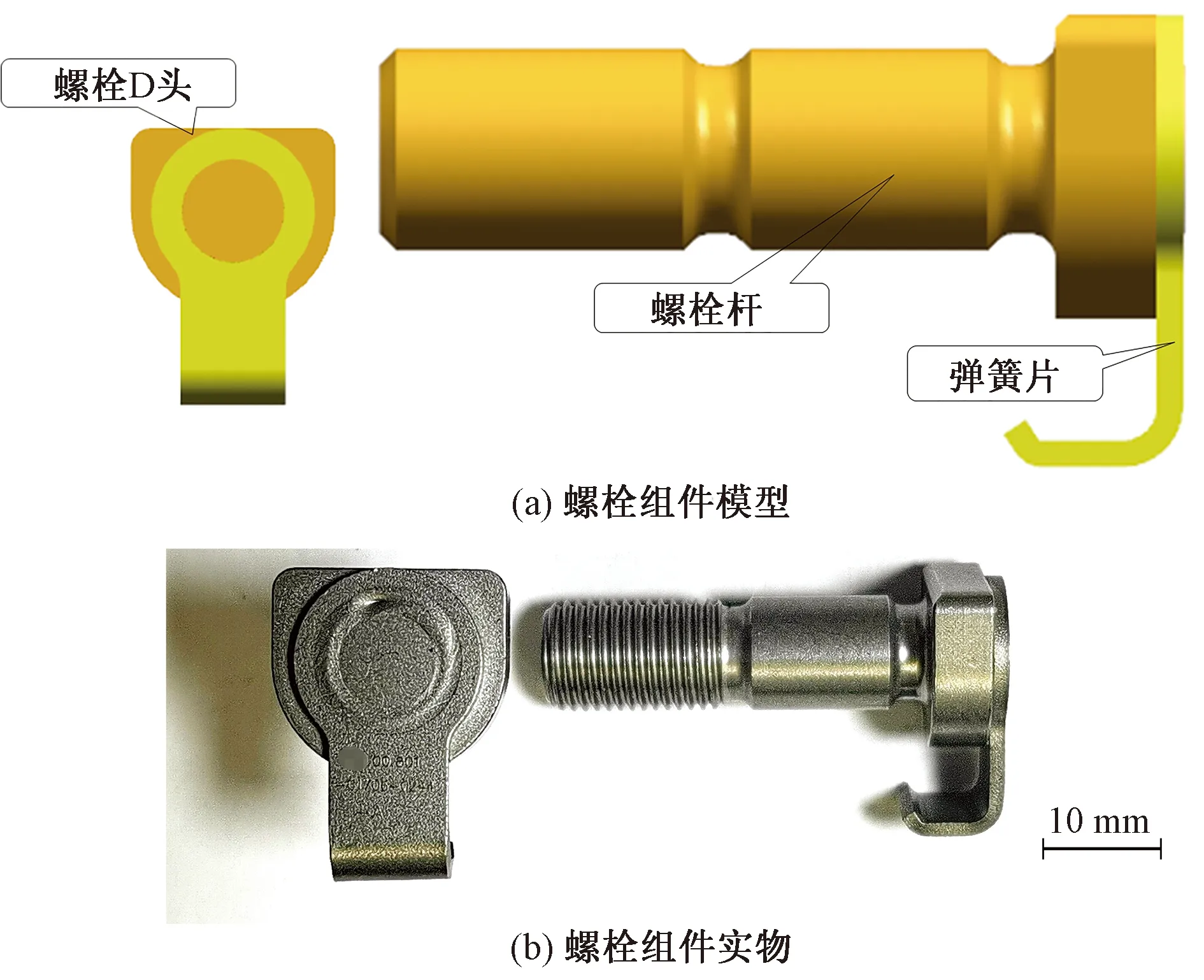
圖2 帶彈簧片高壓轉(zhuǎn)子連接螺栓組件模型及實(shí)物圖
在某發(fā)動(dòng)機(jī)分解檢查過(guò)程中,按照分解檢查要求,帶彈簧片高壓轉(zhuǎn)子連接螺栓組件進(jìn)行著色熒光檢查,發(fā)現(xiàn)螺栓頭(GH4169)與彈簧片(GH159)的焊接位置經(jīng)常出現(xiàn)裂紋問(wèn)題,且涉及多臺(tái)份、多個(gè)承制廠(chǎng)。圖3為螺栓裂紋實(shí)物照片,圖4為熒光檢測(cè)裂紋位置示意(8#及9#故障件)。
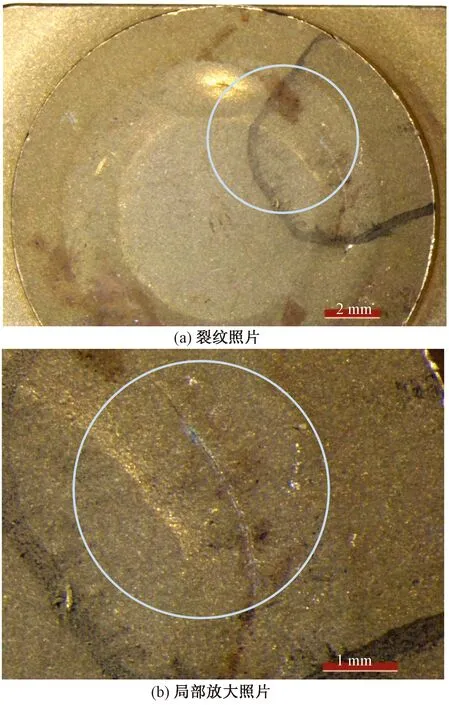
圖3 螺栓組件裂紋實(shí)物照片
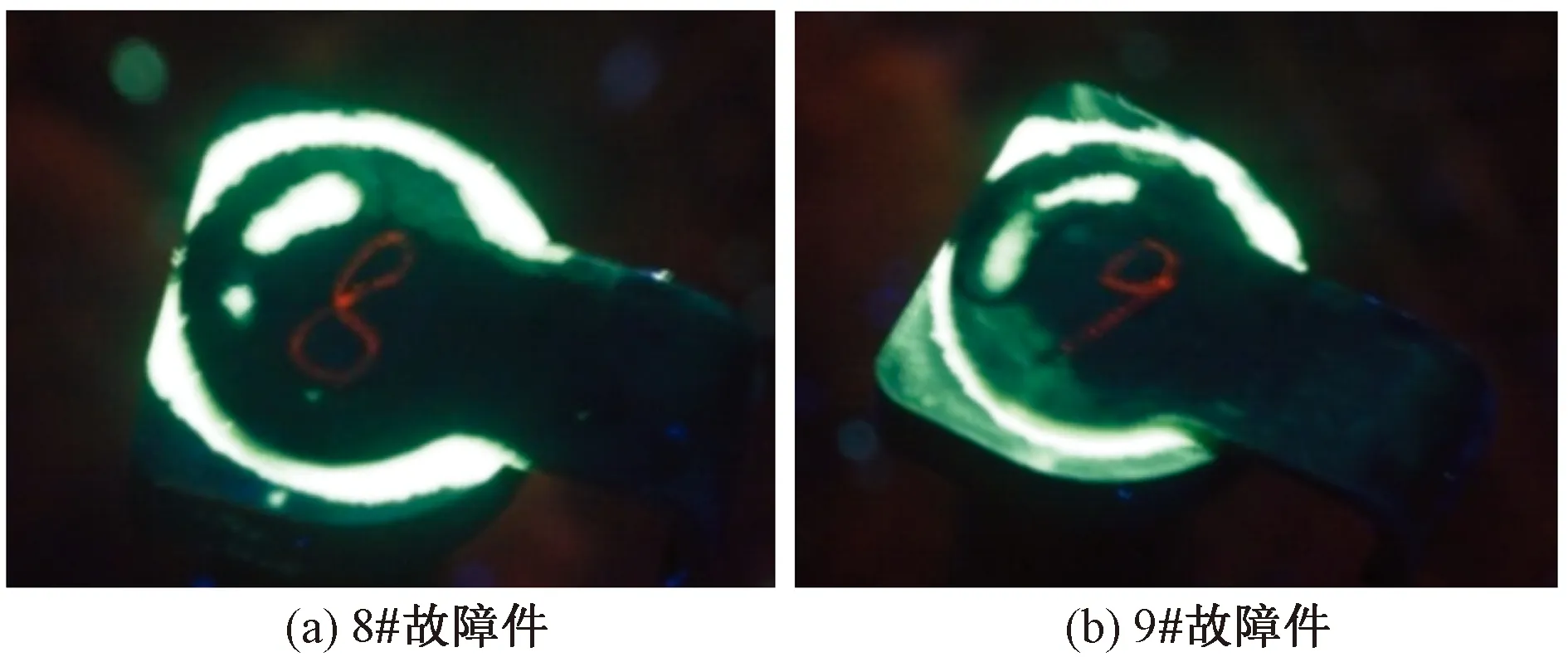
圖4 裂紋位置示意圖(熒光檢測(cè))
2 焊接裂紋故障分析
2.1 故障樹(shù)
故障樹(shù)分析(fault tree analysis, FTA),是系統(tǒng)安全工程中的重要分析方法之一[14]。邏輯樹(shù)圖可以用來(lái)表示故障事件發(fā)生的原因以及邏輯關(guān)系,用倒立邏輯因果來(lái)建立樹(shù)狀關(guān)系圖來(lái)描述每一層故障發(fā)生的原因[15]。從設(shè)計(jì)、工藝、試驗(yàn)、裝配4個(gè)維度進(jìn)行研究裂紋產(chǎn)生的原因,梳理故障樹(shù)如圖5所示,共8個(gè)底事件,如表1所示。

表1 故障樹(shù)底事件
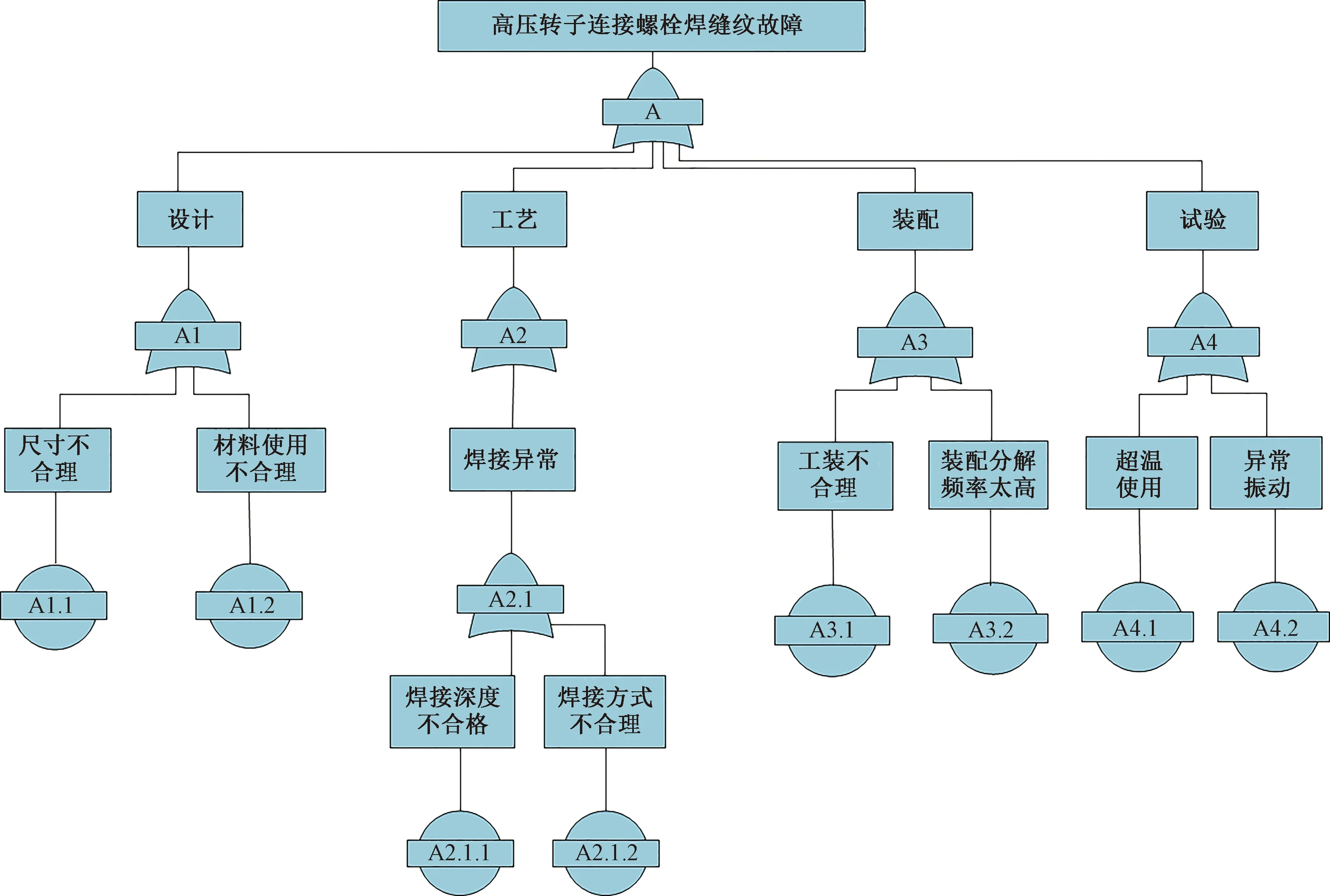
圖5 高壓轉(zhuǎn)子連接螺栓組件裂紋故障樹(shù)
2.2 失效分析
2.2.1 斷口宏微分析及能譜分析
發(fā)動(dòng)機(jī)轉(zhuǎn)子連接螺栓的載荷十分復(fù)雜,針對(duì)螺栓失效斷裂問(wèn)題,常常采用斷口宏微分析的方式進(jìn)行研究[16-17]。采用體視顯微鏡觀(guān)察焊縫裂紋斷口宏觀(guān)形貌,螺栓裂紋斷口經(jīng)超聲波清洗后放入掃描電鏡進(jìn)行觀(guān)察分析,斷口處未見(jiàn)疲勞特征,螺栓焊縫裂紋斷口能譜分析結(jié)果表明:斷口成分的主元素含量介于GH159和GH4169之間,說(shuō)明開(kāi)裂區(qū)域螺栓和彈片之間發(fā)生了元素?cái)U(kuò)散,即開(kāi)裂發(fā)生在焊接熔合區(qū)。圖6為斷口宏觀(guān)形貌分析。圖7為斷口微觀(guān)形貌分析圖。裂紋斷口能譜分析結(jié)果,如表2所示。
表2 裂紋斷口能譜分析結(jié)果
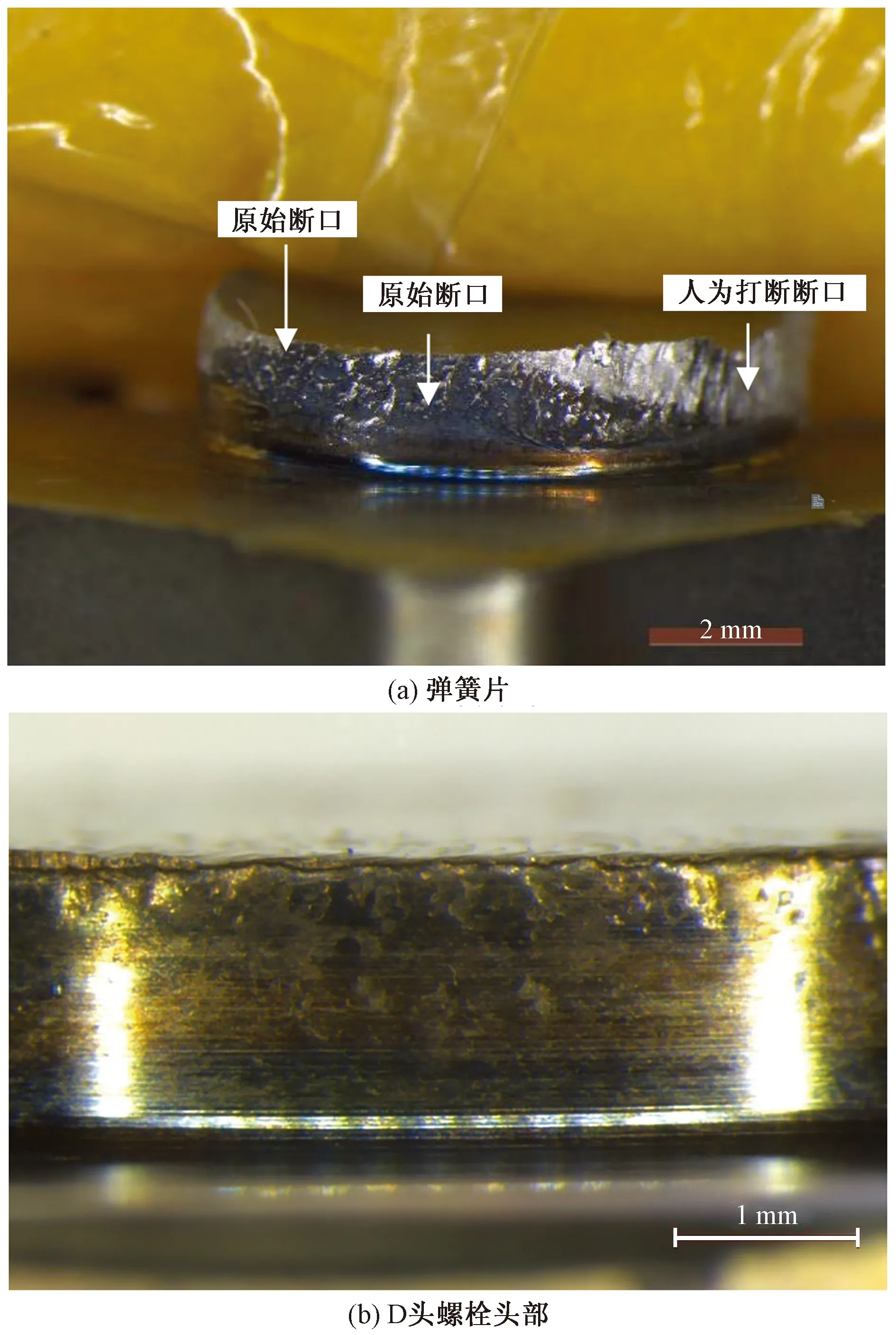
圖6 斷口宏觀(guān)形貌分析
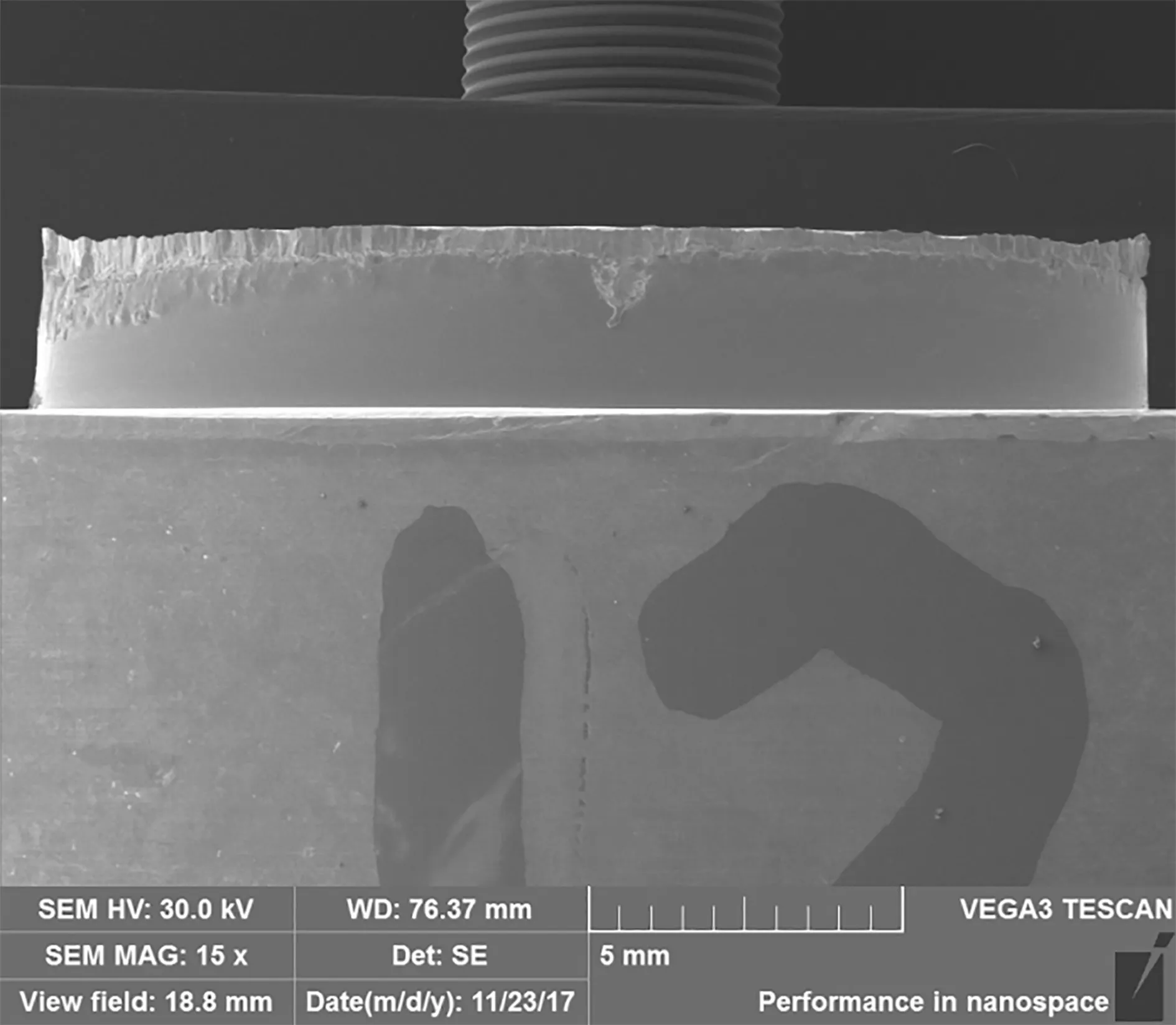
圖7 斷口微觀(guān)形貌分析
2.2.2 金相檢查及焊接深度測(cè)量
沿焊縫截面切取并制作金相試樣,在顯微鏡下觀(guān)察焊接區(qū)組織,并測(cè)量焊接寬度及深度,結(jié)果表明:①整體焊接深度不滿(mǎn)足圖紙要求(圖紙要求為≥1.7 mm,實(shí)測(cè)深度為0.292 5~1.290 mm);②焊接深度不均勻,有裂紋處焊接深度比無(wú)裂紋處焊接深度值小,表明裂紋首先在焊接薄弱處產(chǎn)生。圖8(a)為彈簧片處焊接深度測(cè)量照片,圖8(b)為螺栓組件焊縫區(qū)深度測(cè)量圖。螺栓組件焊接深度數(shù)據(jù),如表3所示。圖9、圖10為數(shù)據(jù)圖散點(diǎn)圖。
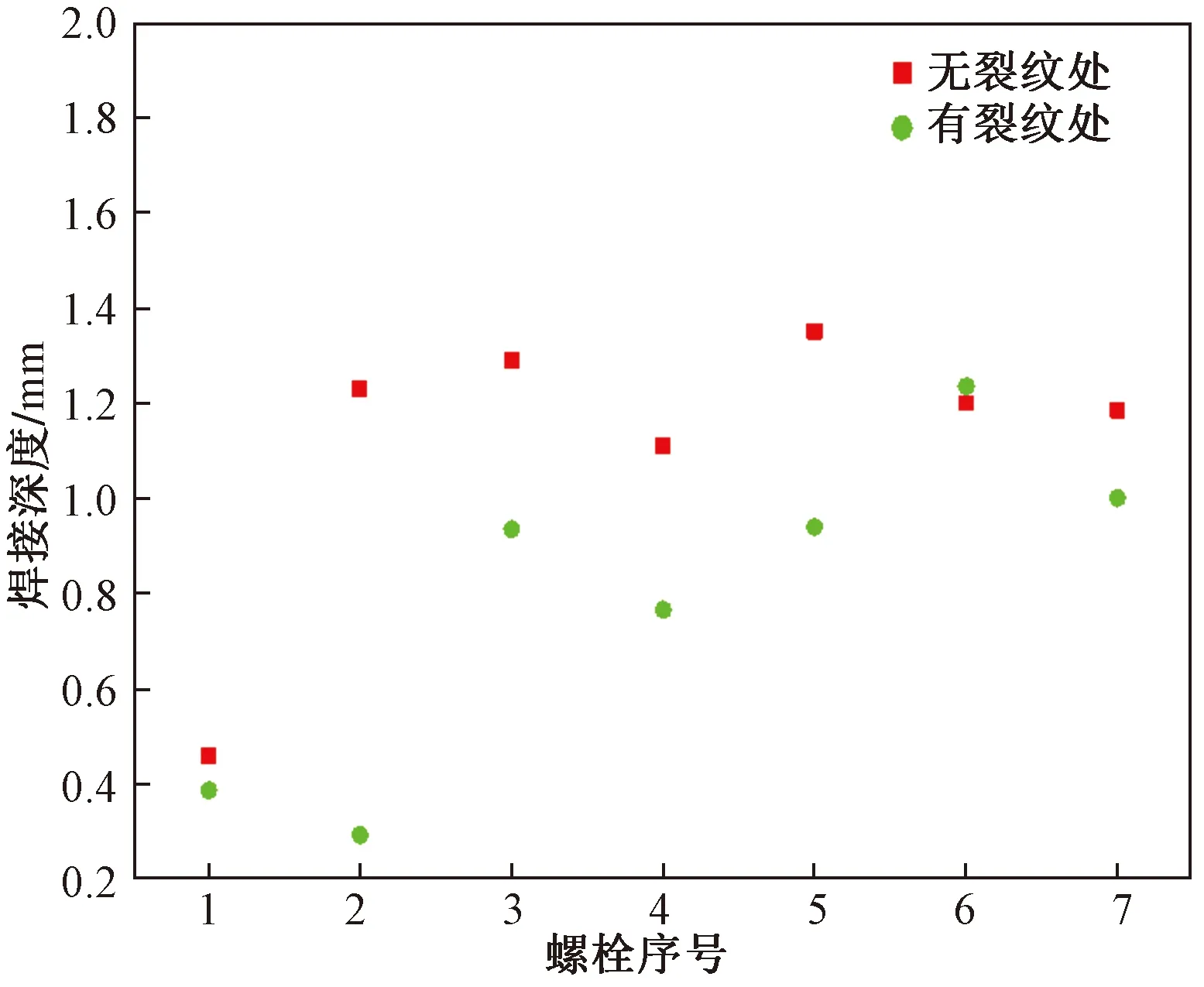
圖9 無(wú)裂紋處與有裂紋處焊接深度對(duì)比
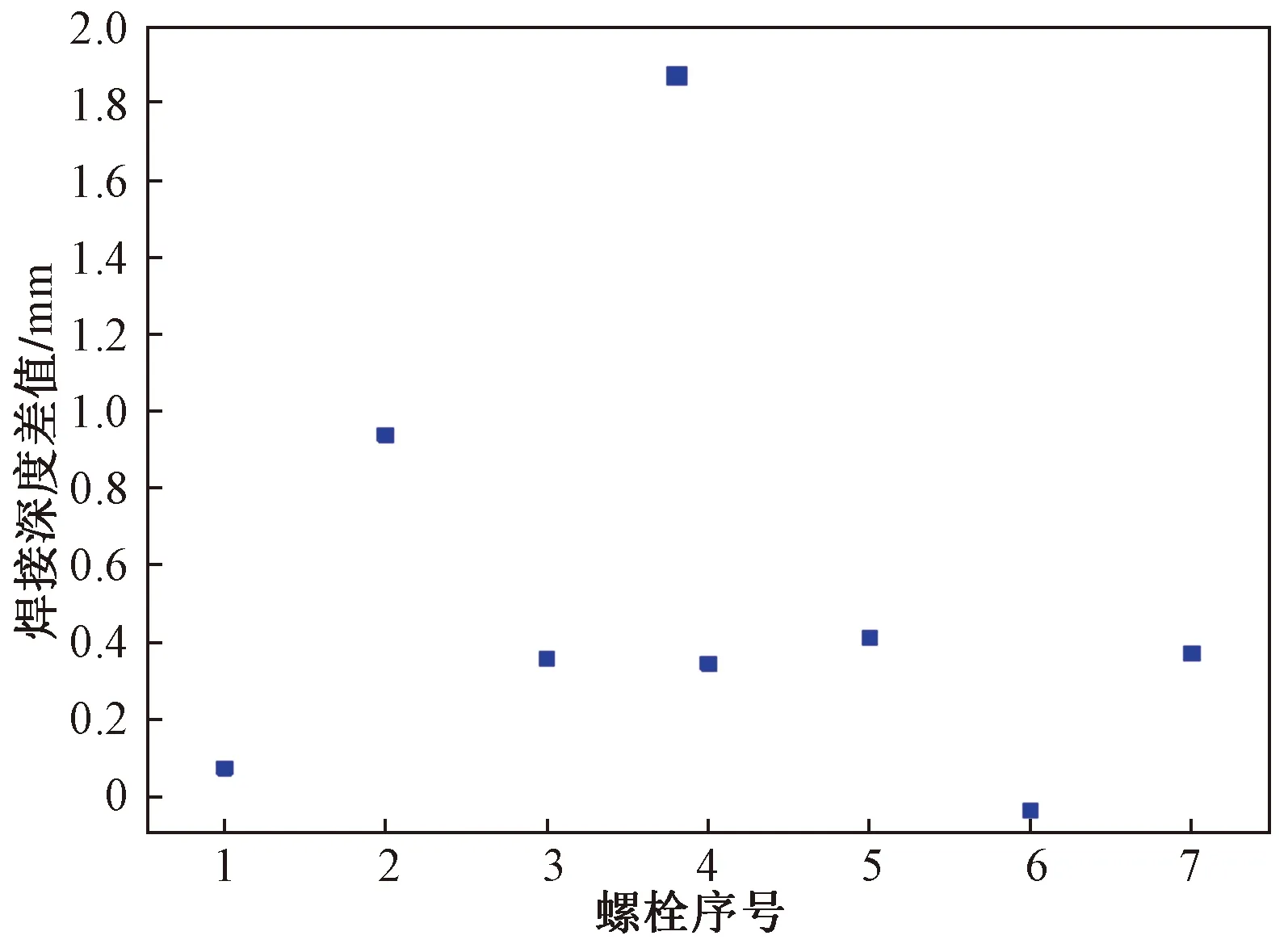
圖10 無(wú)裂紋處與有裂紋處焊接深度差值
表3 無(wú)裂紋處與有裂紋處焊接深度對(duì)比
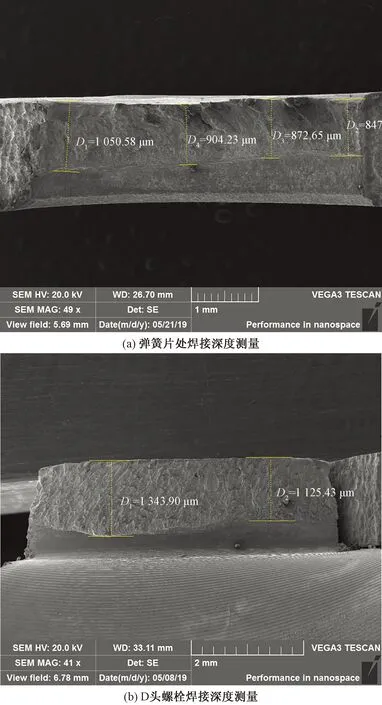
D1、D2、D3、D4為不同位置的焊接深度的測(cè)量值
斷口宏微分析、能譜分析、金相檢查及焊接深度測(cè)量結(jié)果表明:帶彈簧片高壓轉(zhuǎn)子間螺栓組件焊縫裂紋處于焊縫熔合區(qū),無(wú)疲勞特征,斷口上未見(jiàn)冶金缺陷等,斷裂性質(zhì)為過(guò)載開(kāi)裂;焊接深度不滿(mǎn)足要求;焊接深度不均勻,有裂紋處焊接深度明顯比無(wú)裂紋處焊接深度值小,表明裂紋首先在焊接薄弱處產(chǎn)生。
2.3 溫度場(chǎng)及材料選用評(píng)估
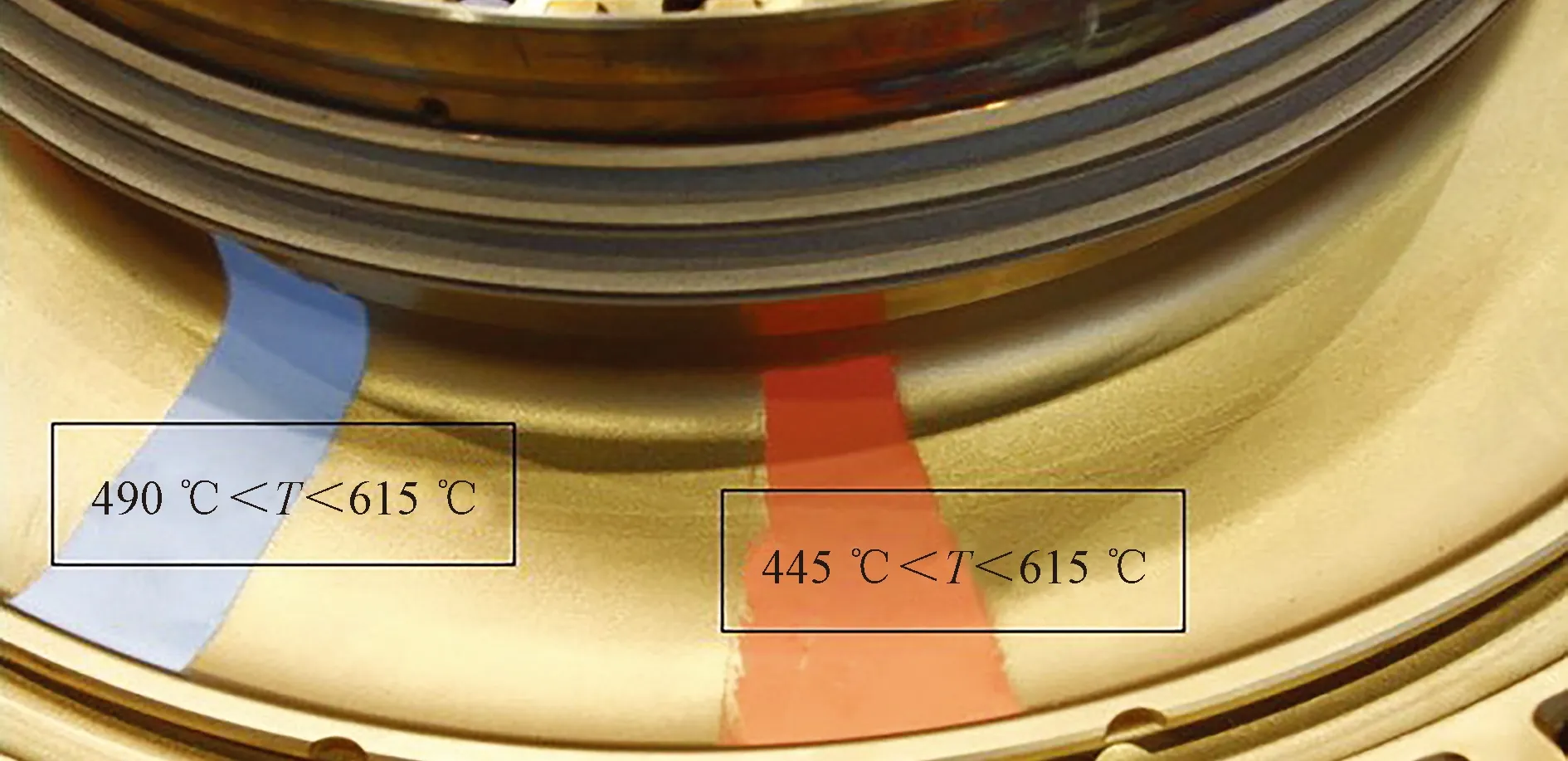
D頭螺栓、彈簧片分別采用GH4169和GH159材料,焊接方式為激光熔焊。《中國(guó)航空材料手冊(cè)》[18]表明:GH4169和GH159在650 ℃以下具有良好的強(qiáng)度和韌性,是發(fā)動(dòng)機(jī)連接件中比較常用材料。某型發(fā)動(dòng)機(jī)高壓轉(zhuǎn)子連接螺栓組件裝配位置緊靠圓弧端齒,發(fā)動(dòng)機(jī)運(yùn)轉(zhuǎn)時(shí)存在圓弧端齒間微動(dòng)摩擦以及旋轉(zhuǎn)風(fēng)阻溫升效應(yīng),導(dǎo)致實(shí)際工作溫度較高[19-20]。分別采用基于SiC晶體測(cè)溫技術(shù)、不可逆示溫漆測(cè)溫技術(shù)對(duì)高壓轉(zhuǎn)子連接螺栓組件附近的溫度場(chǎng)進(jìn)行測(cè)量、評(píng)估,結(jié)果顯示:發(fā)動(dòng)機(jī)高壓轉(zhuǎn)子連接螺栓組件材料使用滿(mǎn)足溫度使用要求。圖11為測(cè)溫晶體埋入示意,圖12為螺栓組件附近不可逆示溫漆測(cè)試結(jié)果。
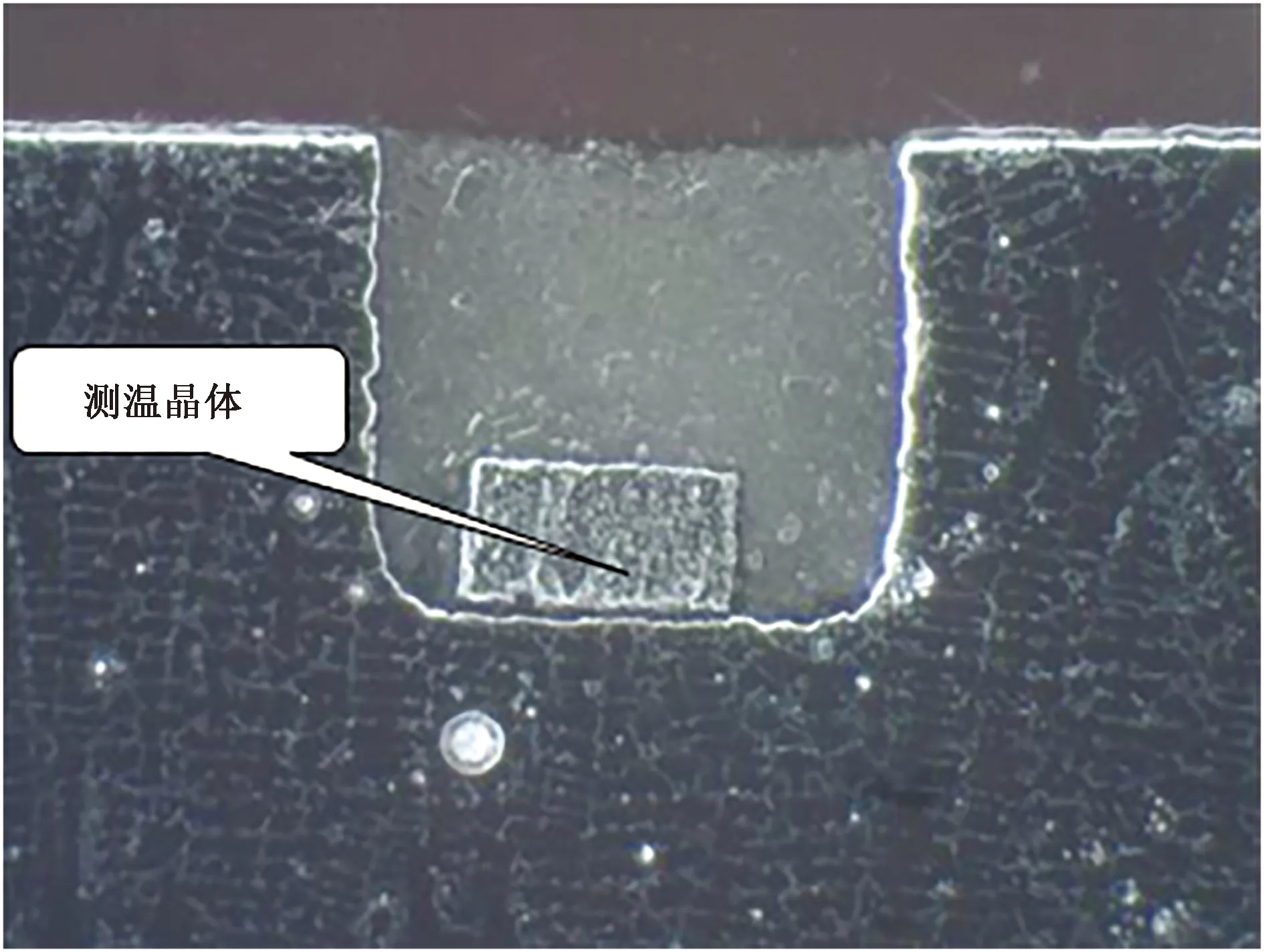
圖11 測(cè)溫晶體埋入示意
T為溫度
2.4 結(jié)構(gòu)分析與計(jì)算
2.4.1 結(jié)構(gòu)尺寸分析
如前文所述,帶彈簧片高壓轉(zhuǎn)子連接螺栓組件設(shè)計(jì)精巧,D頭是固定螺栓組件的周向限位結(jié)構(gòu),其主要作用是在自鎖螺母的分解/裝配過(guò)程中實(shí)現(xiàn)螺栓防轉(zhuǎn);彈簧片是固定螺栓組件的軸向限位結(jié)構(gòu),其主要作用是在自鎖螺母完全脫開(kāi)后對(duì)螺栓組件結(jié)構(gòu)軸向止退。通過(guò)螺栓組件尺寸設(shè)計(jì)評(píng)估,分析D頭螺栓及彈簧片尺寸是否符合設(shè)計(jì)目標(biāo)。圖13為螺栓組件及彈簧片工程圖,尺寸進(jìn)行了脫密處理;圖14為螺栓組件與渦輪盤(pán)結(jié)構(gòu)分析。
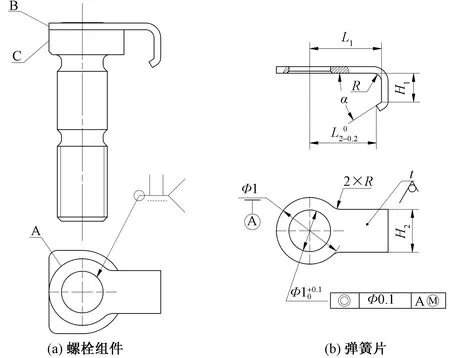
Φ為直徑;R為半徑;M為最大實(shí)體;L1和L2為長(zhǎng)度;H1和H2為高度;a為角度;t為厚度
由圖14可知,在自鎖螺母分解/裝配過(guò)程中,由于螺栓組件與渦輪盤(pán)配合尺寸不合理導(dǎo)致螺栓D頭防轉(zhuǎn)失效,彈簧片優(yōu)先受力,不符合D頭防轉(zhuǎn)、彈簧片止退的設(shè)計(jì)初衷。另外,彈簧片下端與渦輪盤(pán)存在干涉配合,使得彈簧片總是承受較大扭矩,這也是不合理的。根據(jù)前期螺母分解/裝配實(shí)測(cè)值,發(fā)動(dòng)機(jī)高壓轉(zhuǎn)子自鎖螺母裝配力矩為102~107 N·m,分解力矩為140~180 N·m,分解和裝配過(guò)程中力矩較大。如果分解/裝配過(guò)程中彈簧片優(yōu)先受力,力矩傳遞到彈簧片時(shí),焊接處需要承受較大載荷。為了進(jìn)一步分析當(dāng)D頭防轉(zhuǎn)失效時(shí),焊接處的應(yīng)力水平,需要進(jìn)行有限元強(qiáng)度計(jì)算。
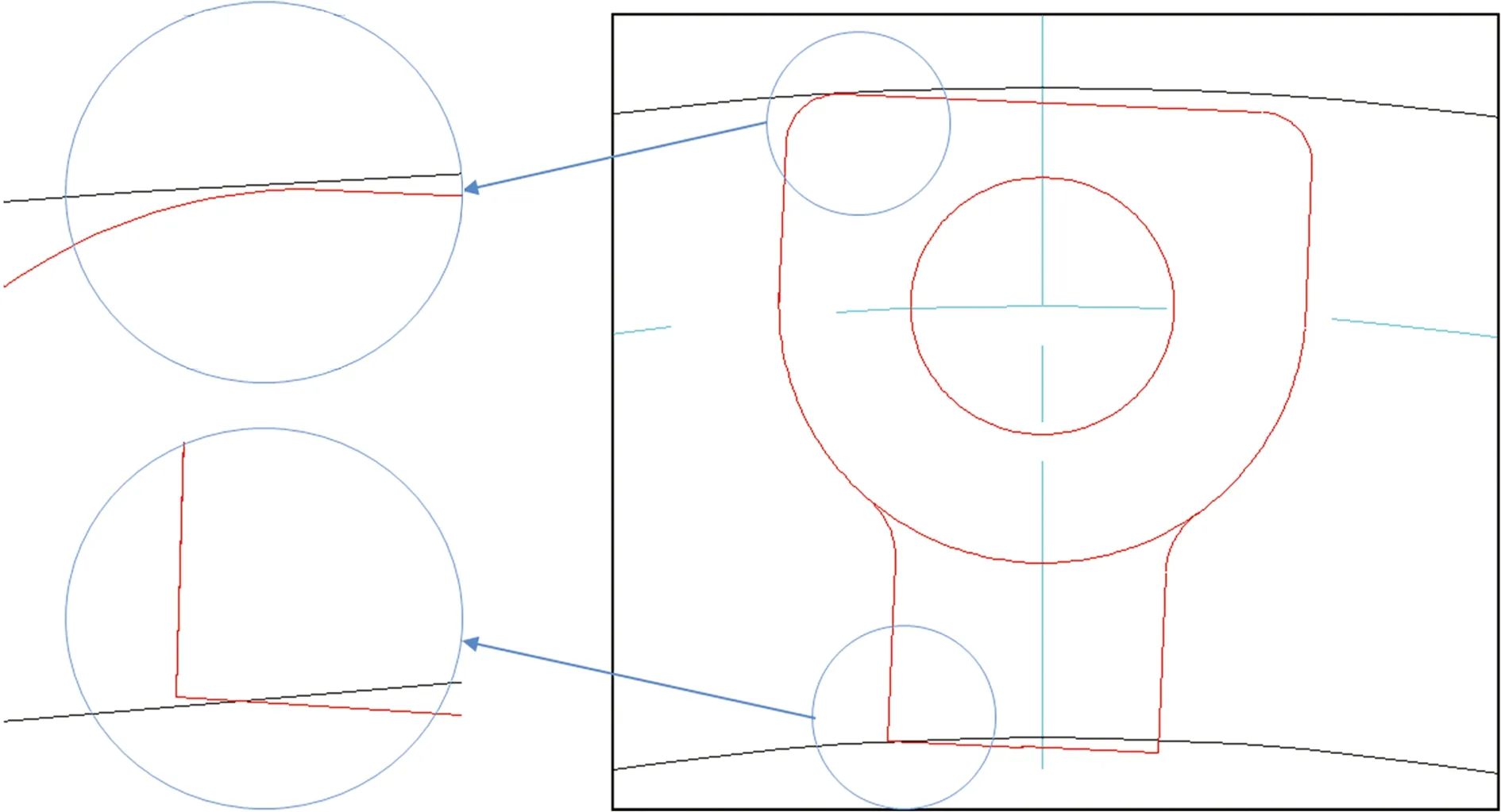
圖14 螺栓組件與渦輪盤(pán)結(jié)構(gòu)分析
2.4.2 焊接處應(yīng)力仿真計(jì)算
采用ANSYS Workbench軟件可以有效、準(zhǔn)確地計(jì)算結(jié)構(gòu)變形和應(yīng)力水平[21]。為進(jìn)一步評(píng)估分解/裝配自鎖螺母時(shí),螺栓組件焊接處的應(yīng)力水平,本節(jié)采用ANSYS18.0 Workbench軟件Static Structure模塊進(jìn)行螺母分解過(guò)程中焊接位置應(yīng)力計(jì)算。圖15為幾何模型,圖16為自鎖螺母分解時(shí)焊接處等效應(yīng)力云圖。
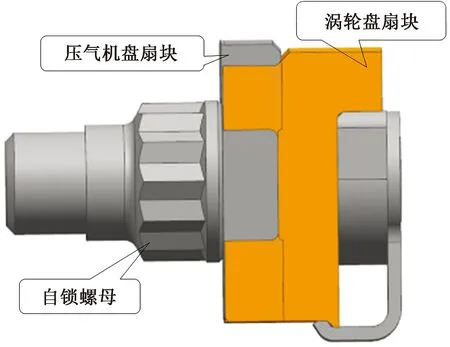
圖15 幾何模型
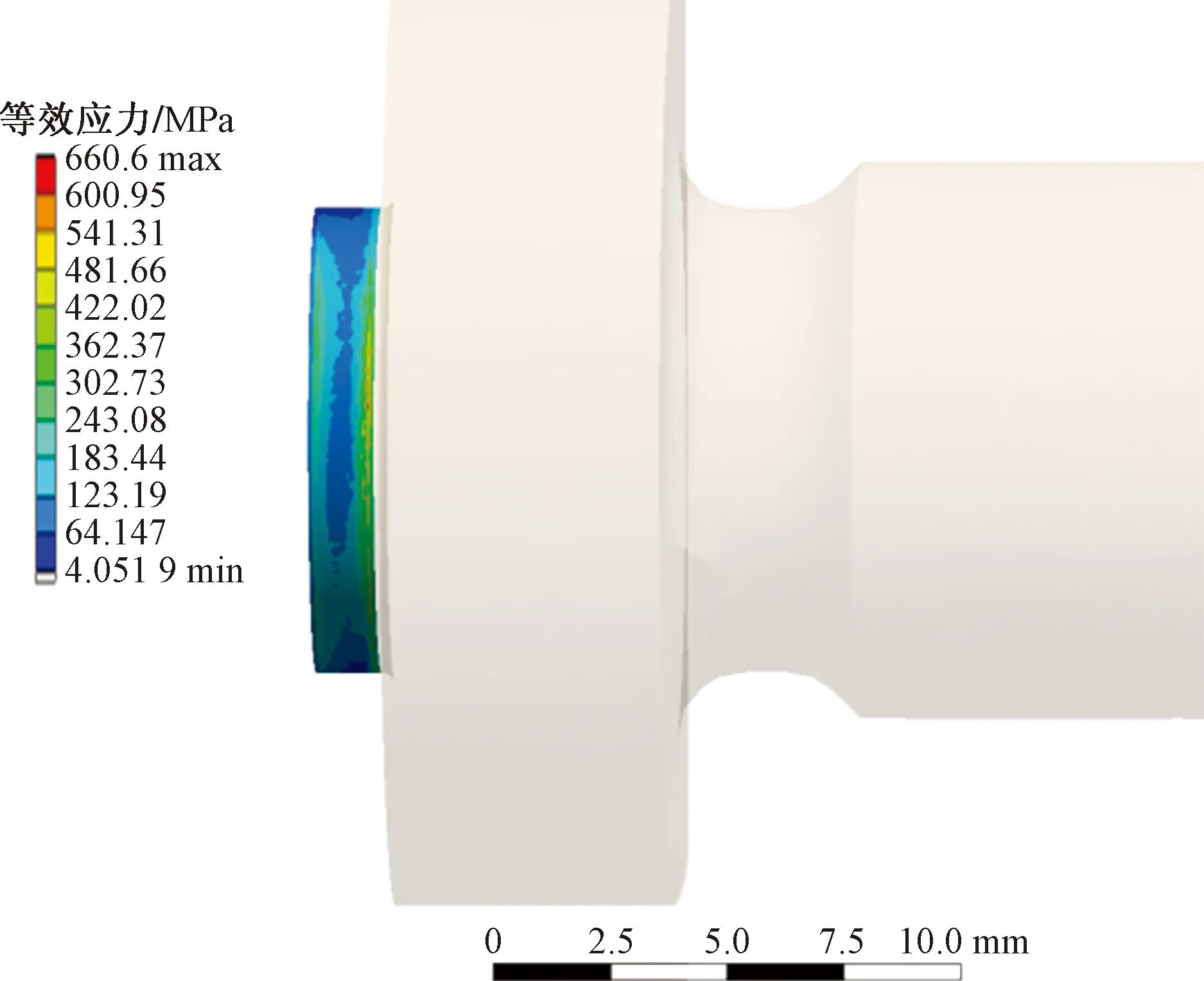
圖16 自鎖螺母分解時(shí)焊接處等效應(yīng)力云圖
選取渦輪盤(pán)、壓氣機(jī)盤(pán)組合結(jié)構(gòu)扇塊進(jìn)行計(jì)算以減少計(jì)算量,彈簧片與D頭螺栓采用綁定約束,彈簧片與渦輪盤(pán)采用摩擦約束,并考慮干涉配合,干涉量由幾何模型保證。D頭螺栓與壓氣機(jī)后軸及渦輪盤(pán)采用摩擦約束,固定約束施加在渦輪盤(pán)及壓氣機(jī)后軸單側(cè)及底部。施加扭矩載荷進(jìn)行仿真計(jì)算,結(jié)果表明:焊接處等效應(yīng)力最大可達(dá)到 660 MPa,達(dá)到GH4169裂紋焊接極限強(qiáng)度的 61%~77%。由表3可知,有裂紋處焊接深度實(shí)測(cè)值為0.292 5~1.230 mm,僅為最低焊接深度要求(1.7 mm)的17%~72%。因此,焊接處最大等效應(yīng)力已超出實(shí)際焊接結(jié)構(gòu)的承載能力。自鎖螺母分解/裝配過(guò)程中,D頭防轉(zhuǎn)失效而彈簧片優(yōu)先承受扭矩,在螺栓組件焊接薄弱處極有可能發(fā)生過(guò)載破壞。
結(jié)合螺栓組件與渦輪盤(pán)配合尺寸分析結(jié)果和計(jì)算仿真結(jié)果,可以認(rèn)為:螺栓組件結(jié)構(gòu)設(shè)計(jì)存在缺陷,當(dāng)自鎖螺母分解/裝配時(shí),螺栓承受較大載荷,結(jié)構(gòu)設(shè)計(jì)缺陷會(huì)導(dǎo)致D頭防轉(zhuǎn)失效,從而引起焊接處承受非正常載荷,最終造成焊接結(jié)構(gòu)開(kāi)裂。
2.5 裝配工藝分析及試驗(yàn)振動(dòng)情況
裝配時(shí),使用提錘將螺栓裝配于渦輪盤(pán)。分解時(shí),使用工裝(鐵錘)直接敲擊螺栓尾部,完成螺栓從渦輪盤(pán)分解。焊接缺陷處由于焊接缺陷導(dǎo)致有效承載面積下,敲擊過(guò)程造成一定的應(yīng)力載荷,但這不是焊接處開(kāi)裂的主要原因。
依據(jù)發(fā)動(dòng)機(jī)歷次試驗(yàn)數(shù)據(jù)分析,發(fā)動(dòng)機(jī)在試驗(yàn)過(guò)程中未出現(xiàn)異常振動(dòng),因而振動(dòng)不是導(dǎo)致螺栓組件焊接處開(kāi)裂的原因。
2.6 故障分析及改進(jìn)措施
故障樹(shù)底事件排查結(jié)果,如表4所示。通過(guò)故障件的斷口宏微分析、金相檢查、焊接深度測(cè)量、溫度場(chǎng)評(píng)估、材料選用分析、結(jié)構(gòu)尺寸分析、有限元仿真計(jì)算、分解/裝配過(guò)程分析等方法,對(duì)某型發(fā)動(dòng)機(jī)帶彈簧片高壓轉(zhuǎn)子連接螺栓組件焊接裂紋故障進(jìn)行了全面的分析,可知:①焊縫裂紋處于焊縫熔合區(qū),無(wú)疲勞特征,斷口上未見(jiàn)冶金缺陷等,斷裂性質(zhì)為過(guò)載開(kāi)裂;②焊接深度不滿(mǎn)足圖紙要求;焊接深度不均勻,有裂紋處焊接深度明顯比無(wú)裂紋處焊接深度值小,表明裂紋首先在焊接薄弱處產(chǎn)生。③D頭螺栓及彈簧片材料選擇恰當(dāng),無(wú)超溫使用的情況;④螺栓組件尺寸設(shè)計(jì)不合理,導(dǎo)致自鎖螺母裝配/分解時(shí),螺栓D頭防轉(zhuǎn)失效,彈簧片承受較大扭矩。
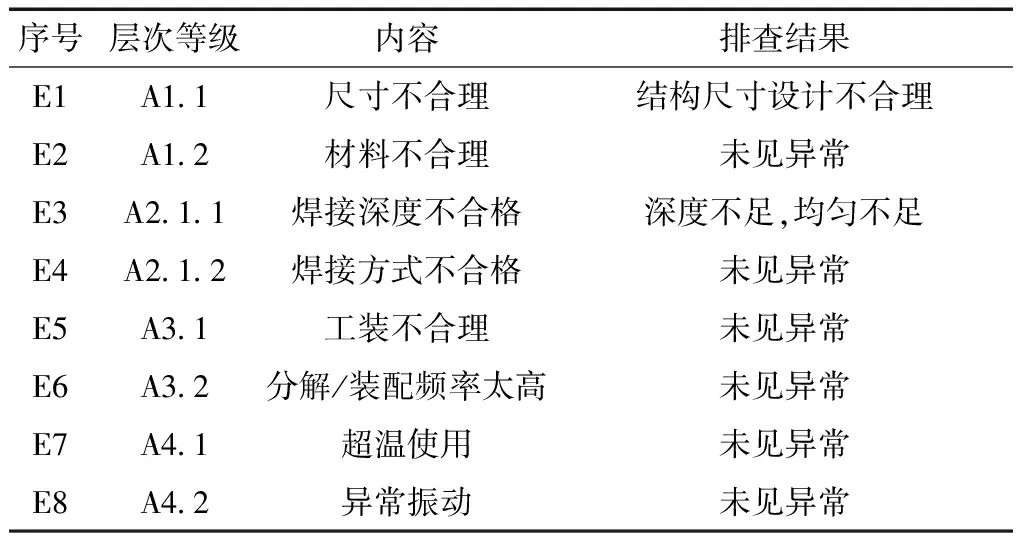
表4 故障樹(shù)底事件排查結(jié)果匯總
因此,帶彈簧片高壓轉(zhuǎn)子連接螺栓組件焊接裂紋故障的根本原因是:螺栓組件焊接深度不足且存在明顯的焊接薄弱處,螺栓組件彈簧片結(jié)構(gòu)設(shè)計(jì)不合理導(dǎo)致自鎖螺母分解/裝配過(guò)程中,彈簧片承受不合理扭矩,當(dāng)扭矩過(guò)大時(shí),螺栓組件焊接薄弱處因應(yīng)力超限而過(guò)載破壞。
3 改進(jìn)措施及驗(yàn)證結(jié)果
3.1 改進(jìn)措施
針對(duì)2節(jié)的結(jié)論,從結(jié)構(gòu)設(shè)計(jì)、制造工藝等方面提出改進(jìn)措施,具體如下。
(1)結(jié)構(gòu)設(shè)計(jì)。對(duì)彈簧片結(jié)構(gòu)改進(jìn)設(shè)計(jì),調(diào)整彈簧片寬度,并在渦輪盤(pán)與彈簧片配合處,對(duì)彈簧片進(jìn)行倒圓、倒角處理,從而改變彈簧片剛度、以及與D頭螺栓與渦輪盤(pán)的變形協(xié)調(diào)關(guān)系,避免自鎖螺母分解/裝配時(shí)彈簧片承受過(guò)大扭矩。彈簧片剛度改進(jìn)前后對(duì)比如圖17所示,彈簧片與渦輪盤(pán)配合處改進(jìn)前后對(duì)比如圖18所示。
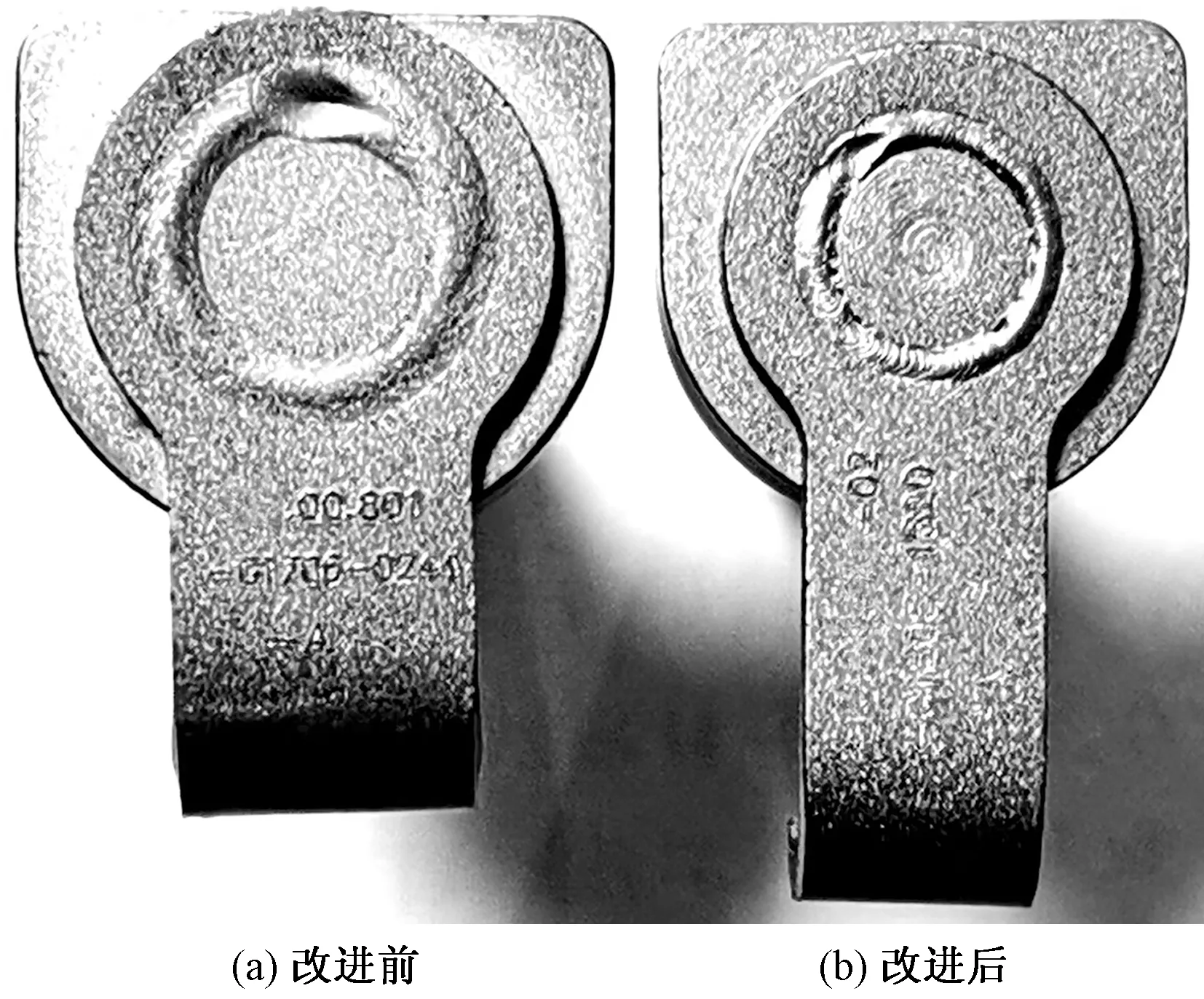
圖17 彈簧片剛度改進(jìn)
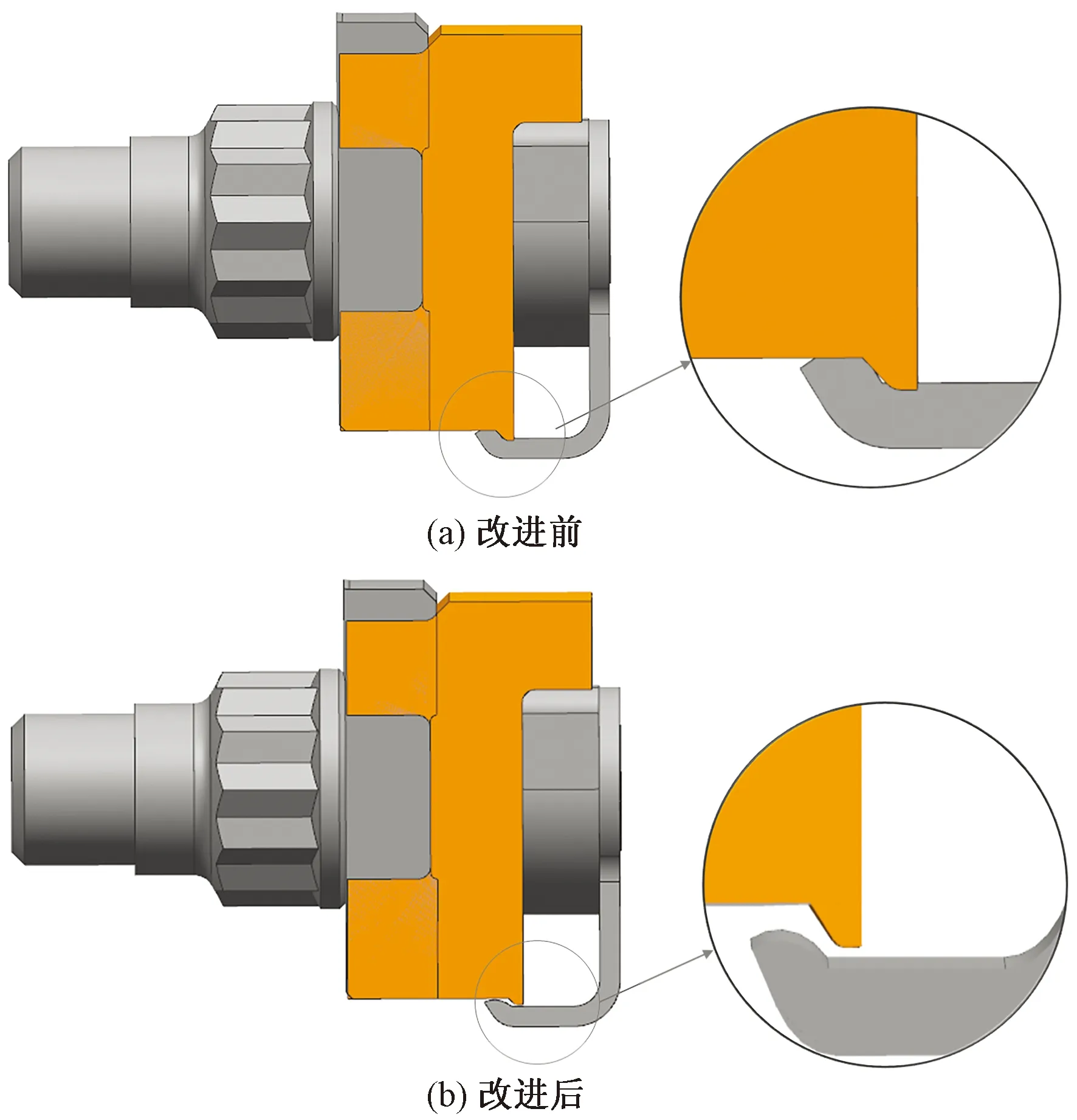
圖18 彈簧片與渦輪盤(pán)配合處結(jié)構(gòu)改進(jìn)
(2)制造工藝方面。改單三角激光波形為雙三角激光波形。通過(guò)激光功率的兩次升降對(duì)組件進(jìn)行焊接。利用激光焊接功率的兩次升降,降低融池的融化速度和隨后的凝固速度,減少焊接應(yīng)力,增加氣泡的逃逸速度,避免了內(nèi)生型氣泡的產(chǎn)生。通過(guò)合理利用保護(hù)氣體,在避免產(chǎn)生外生型氣泡的同時(shí),減少了彈簧片在焊接過(guò)程中的熱影響區(qū)域,實(shí)現(xiàn)合格的焊接深度及焊接均勻度,保證螺栓組件在焊接后拉脫力和扳擰力矩。圖19為單三角波與雙三角波示意圖。
3.2 裝機(jī)驗(yàn)證結(jié)果
對(duì)改進(jìn)后的帶彈簧片高壓轉(zhuǎn)子連接螺栓組件進(jìn)行裝機(jī)驗(yàn)證,再未出現(xiàn)焊接裂紋故障現(xiàn)象。
4 結(jié)論
帶彈簧片高壓轉(zhuǎn)子連接螺栓組件因結(jié)構(gòu)簡(jiǎn)單、設(shè)計(jì)精巧等原因在PW4084、CFM56、F100、F119及國(guó)產(chǎn)航空發(fā)動(dòng)機(jī)使用十分廣泛。以某型在研發(fā)動(dòng)機(jī)高壓轉(zhuǎn)子連接螺栓組件焊接裂紋故障件為研究對(duì)象,對(duì)螺栓組件的設(shè)計(jì)、制造、裝配及試驗(yàn)等進(jìn)行全面分析,找到焊接開(kāi)裂的根本原因在于:螺栓組件焊接深度不足且存在明顯的焊接薄弱處;螺栓組件彈簧片結(jié)構(gòu)設(shè)計(jì)不合理,導(dǎo)致自鎖螺母分解/裝配過(guò)程中,彈簧片承受不合理扭矩,當(dāng)扭矩過(guò)大時(shí),焊接薄弱處因應(yīng)力超限而過(guò)載破壞。從結(jié)構(gòu)設(shè)計(jì)、制造工藝等方面提出改進(jìn)措施,改進(jìn)后的螺栓組件經(jīng)裝機(jī)驗(yàn)證,再未出現(xiàn)彈簧片焊接裂紋故障問(wèn)題。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車(chē)維護(hù)與修理(2015年2期)2015-02-28 12:15:39
