陶瓷球柵陣列封裝器件焊點(diǎn)可靠性研究
2022-12-14 10:24:26王思敏賈巧燕何欣諭
科技風(fēng) 2022年34期
王思敏 賈巧燕 何欣諭
中航工業(yè)西安航空計(jì)算技術(shù)研究所 陜西西安 710077
球柵陣列封裝(BGA)器件由于其高互連密度、優(yōu)異的電性能等優(yōu)點(diǎn),被廣泛應(yīng)用于軍事和航空航天電子設(shè)備中。BGA器件的焊點(diǎn)開(kāi)裂問(wèn)題讓大家意識(shí)到印制電路板(PCB)上的焊盤(pán)尺寸必須與元器件的錫球尺寸在一定范圍內(nèi)相匹配。不同封裝的BGA對(duì)應(yīng)不同的PCB設(shè)計(jì)規(guī)則,PCB設(shè)計(jì)時(shí)焊盤(pán)尺寸應(yīng)按照塑料球柵陣列(PBGA)器件的低鉛(Sn63Pb37)錫球直徑縮小15%~25%,但對(duì)于陶瓷球柵陣列(CBGA)器件來(lái)說(shuō),PCB設(shè)計(jì)時(shí)焊盤(pán)尺寸應(yīng)按照高鉛(Sn10Pb90)錫球直徑擴(kuò)大5%~15%,即CBGA器件應(yīng)焊接在大焊盤(pán)上。
本文主要解決選用CBGA器件時(shí),焊盤(pán)設(shè)計(jì)與器件不匹配情況下的焊接工藝難題,通過(guò)對(duì)比“低鉛錫球—小焊盤(pán)”“高鉛錫球—小焊盤(pán)”兩種工藝狀態(tài)的焊點(diǎn)在溫度循環(huán)(-55~+100℃、變溫速率10℃/s)條件下的焊點(diǎn)可靠性,通過(guò)對(duì)比驗(yàn)證適用于小焊盤(pán)焊接CBGA的焊接工藝。
1 CBGA焊點(diǎn)可靠性影響因素
熱膨脹系數(shù)是度量固體材料熱膨脹程度的物理量,是單位長(zhǎng)度、單位體積的物體,溫度升高1℃時(shí),其長(zhǎng)度或體積的相對(duì)變化量。CBGA器件陶瓷基體與有機(jī)基PCB材料的膨脹特性不同,陶瓷基板熱膨脹系數(shù)為7.5×10-6/℃,與FR4基板熱膨脹系數(shù)(17.5×10-6/℃)嚴(yán)重不匹配,在高低溫環(huán)境中使用時(shí),熱膨脹系數(shù)不匹配會(huì)導(dǎo)致二者有相對(duì)變形,并且溫度越高變形越大。在溫度循環(huán)等環(huán)境試驗(yàn)中熱失配將導(dǎo)致焊點(diǎn)發(fā)生開(kāi)裂,引發(fā)器件失效[1-2]。
材料因溫度變化而引起的形變量為[3]:
ΔL=α×ΔT×L
(1)
式中:α為材料熱膨脹系數(shù);ΔT為溫度變化;L為原始材料長(zhǎng)度。因此CBGA器件變形量與器件尺寸呈正相關(guān)關(guān)系。
研究證明,焊點(diǎn)高度顯著影響焊點(diǎn)可靠性,焊點(diǎn)高度越高,焊點(diǎn)可靠性越好。相同封裝下高度分別為0.40mm、0.75mm的錫球與高度為2.30mm的錫柱的疲勞壽命比值是1∶4∶45,將錫球改換為錫柱可有效緩解CBGA器件與FR4基板之間的熱失配[4]。CBGA一般采用高鉛(Sn10Pb90)錫球,熔區(qū)大約在270~300℃,在進(jìn)行有鉛工藝焊接時(shí),錫球不會(huì)熔化。因此,與塑料球柵陣列封裝(PBGA)器件的焊點(diǎn)高度相比,CBGA焊點(diǎn)高度較高,可以有效緩解焊點(diǎn)在變溫條件下承受的內(nèi)應(yīng)力,從而改善焊接可靠性。
焊接CBGA時(shí),錫膏量的多少?zèng)Q定了錫膏與錫球的接觸面積,即有效焊接面積,當(dāng)有效焊接面積增加大,錫膏與錫球之間的結(jié)合力越大,同時(shí)較大的焊接面積,可以有效降低焊點(diǎn)的內(nèi)應(yīng)力。因此為保證錫膏量,當(dāng)PCB焊盤(pán)尺寸一定時(shí),CBGA器件對(duì)應(yīng)位置的錫膏印刷網(wǎng)板開(kāi)孔比例一般是1∶1。PCB焊盤(pán)尺寸決定了錫膏量,所以CBGA器件應(yīng)焊接在大焊盤(pán)上。
綜上所述,影響CBGA器件焊點(diǎn)可靠性的主要因素為器件熱膨脹系數(shù)、器件尺寸、焊盤(pán)設(shè)計(jì)、焊點(diǎn)高度和錫膏量。在CBGA器件型號(hào)指定、PCB焊盤(pán)尺寸一定、錫膏印刷網(wǎng)板設(shè)計(jì)相同的情況下,焊點(diǎn)可靠性取決于錫球成分。目前仍存在部分已定型的產(chǎn)品中CBGA器件對(duì)應(yīng)的PCB為小焊盤(pán)設(shè)計(jì),以往從焊盤(pán)設(shè)計(jì)與錫球相匹配的角度出發(fā),采用將CBGA原有的高鉛球鏟掉重新植上低鉛球的焊接工藝,但低鉛錫球在回流焊接過(guò)程發(fā)生熔融,從而使焊點(diǎn)高度降低,這不利于焊點(diǎn)可靠性。在本文中,我們開(kāi)展了驗(yàn)證實(shí)驗(yàn),證明“高鉛錫球—小焊盤(pán)”工藝可以有效改善小焊盤(pán)焊接CBGA的可靠性。
2 試驗(yàn)方案
本試驗(yàn)選用陶瓷封裝的菊花鏈測(cè)試芯片,以有效檢測(cè)焊點(diǎn)的互連狀態(tài),焊盤(pán)與焊盤(pán)之間的連線關(guān)系根據(jù)器件進(jìn)行設(shè)計(jì),保證器件和焊盤(pán)之間形成菊花鏈路,菊花鏈路示意圖見(jiàn)圖1。
本試驗(yàn)所用菊花鏈測(cè)試芯片的陶瓷基體熱膨脹系數(shù)為5.6×10-6/℃,與一般CBGA芯片的熱膨脹系數(shù)相近,錫球成分為Sn10Pb90。本試驗(yàn)設(shè)計(jì)了兩種狀態(tài),每種狀態(tài)各兩塊驗(yàn)證板,每塊驗(yàn)證板上焊接兩種尺寸不同的菊花鏈測(cè)試芯片,25mm×25mm和33mm×33mm的芯片各一個(gè),驗(yàn)證板外形見(jiàn)圖2。尺寸為25mm×25mm的芯片錫球數(shù)量為360(以下稱(chēng)為CBGA360),尺寸為33mm×33mm的芯片錫球數(shù)量為1023(以下稱(chēng)為CBGA1023),詳細(xì)的驗(yàn)證狀態(tài)見(jiàn)表1。由于33mm×33mm菊花鏈測(cè)試芯片尺寸較大,為提高可靠性,本試驗(yàn)對(duì)33mm×33mm尺寸的器件四角進(jìn)行“L”型點(diǎn)膠。

圖2 驗(yàn)證板外形圖
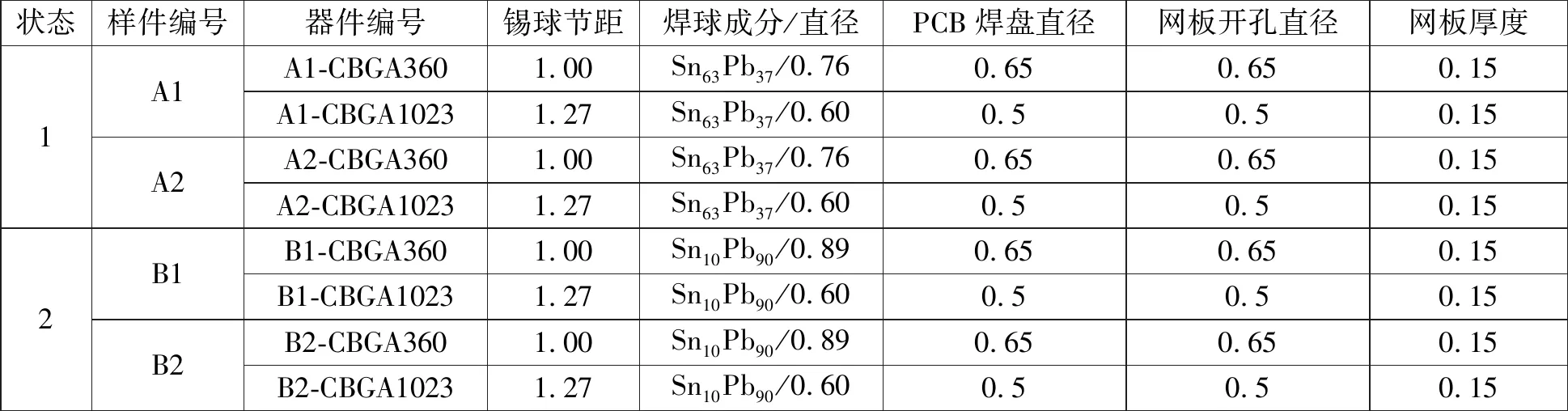
表1 驗(yàn)證件狀態(tài)(單位mm)
溫度循環(huán)試驗(yàn)條件按照ECSS標(biāo)準(zhǔn)執(zhí)行[5],即溫度循環(huán)范圍為-55~100℃,溫變速率為10℃/min,極值溫度保持時(shí)間為15min,單次循環(huán)用時(shí)61min。溫度循環(huán)曲線如圖3所示。溫度循環(huán)過(guò)程中通過(guò)持續(xù)監(jiān)測(cè)鏈路的電阻變化來(lái)檢測(cè)焊點(diǎn)是否失效。以常溫下的阻值為基準(zhǔn)值,阻值連續(xù)5次超過(guò)基準(zhǔn)值則認(rèn)為焊點(diǎn)失效。

圖3 溫度循環(huán)曲線示意圖
3 試驗(yàn)過(guò)程
錫膏印刷完成后,使用20倍放大鏡檢查印刷結(jié)果,結(jié)果顯示錫膏印刷無(wú)漏印、橋連、少錫。樣件制作過(guò)程使用標(biāo)準(zhǔn)的表面組裝技術(shù)專(zhuān)用設(shè)備和工藝將CBGA封裝組裝到印制電路板上。
回流焊接溫度曲線設(shè)置能夠顯著影響焊接分界面上金屬間化合物的形成。不同模塊應(yīng)器件選用及布局特點(diǎn)選擇合適的加熱溫度、時(shí)間和速度,確保模塊上所有元器件的焊點(diǎn)溫度均符合要求。因此,在驗(yàn)證組件板回流焊接前,進(jìn)行了溫度曲線確認(rèn),以保證驗(yàn)證板上的CBGA錫球與錫膏充分潤(rùn)濕。按照IPC-7095《BGA設(shè)計(jì)及組裝工藝實(shí)施》標(biāo)準(zhǔn)要求[4],在驗(yàn)證樣板上對(duì)應(yīng)芯片焊球處布置熱電偶,熱電偶布局示意如圖4所示,使用專(zhuān)用溫度測(cè)量工具對(duì)回流曲線進(jìn)行了確認(rèn),試驗(yàn)所用焊膏的參考回流曲線設(shè)置要求如圖5所示。

圖4 熱電偶安裝示意圖

圖5 回流曲線設(shè)置要求
對(duì)焊接完成的8只樣件進(jìn)行了光學(xué)檢測(cè)及X光檢測(cè),在40倍放大鏡下檢查焊點(diǎn),焊點(diǎn)光亮、潤(rùn)濕良好,焊點(diǎn)照片見(jiàn)圖6,X光檢測(cè)結(jié)果均正常,無(wú)橋連現(xiàn)象,器件照片見(jiàn)圖7。

(a):A1-CBGA360

(a):A1-CBGA360
4 結(jié)果分析
根據(jù)失效定義,電阻值連續(xù)5次超過(guò)基準(zhǔn)值20%為失效。按此要求進(jìn)行如下計(jì)算:
(1)依據(jù)基準(zhǔn)值計(jì)算根據(jù)計(jì)數(shù)次數(shù)與循環(huán)周期之間的關(guān)系,篩選出常溫時(shí)對(duì)應(yīng)的阻值;
(2)篩選出阻值超過(guò)基準(zhǔn)值120%的數(shù)據(jù)點(diǎn);
(3)定位連續(xù)5次超過(guò)基準(zhǔn)值120%的數(shù)據(jù)點(diǎn),以這5個(gè)數(shù)據(jù)點(diǎn)的起始點(diǎn)算失效周期。
每5s計(jì)一次阻值,故計(jì)數(shù)次數(shù)與時(shí)間對(duì)應(yīng)關(guān)系為:

(2)
單次溫度循環(huán)用時(shí)為61min,故:

(3)
由此推算出失效周期計(jì)算公式:

(4)

表2 阻值測(cè)試結(jié)果
由表2可知,對(duì)于尺寸為25mm×25mm和33mm×33mm的CBGA器件來(lái)說(shuō),狀態(tài)2器件的焊接可靠性均遠(yuǎn)遠(yuǎn)優(yōu)于狀態(tài)1器件的焊接可靠性。
結(jié)語(yǔ)
綜上所述,本試驗(yàn)通過(guò)對(duì)“高鉛焊球—小焊盤(pán)”與“低鉛焊球—小焊盤(pán)”兩種焊接狀態(tài)的樣件進(jìn)行溫度循環(huán)測(cè)試,并對(duì)其可靠性進(jìn)行驗(yàn)證,結(jié)果表明“高鉛焊球—小焊盤(pán)”焊接工藝制作的樣件在長(zhǎng)時(shí)間溫度循環(huán)條件下的焊點(diǎn)可靠性?xún)?yōu)于“低鉛焊球—小焊盤(pán)”的焊接狀態(tài)的焊點(diǎn)可靠性。總之,本文證明“高鉛錫球—小焊盤(pán)”工藝可以有效改善小焊盤(pán)焊接CBGA的可靠性,為印制板組件的制作提供了實(shí)驗(yàn)數(shù)據(jù)支撐與理論分析。
